Система адаптивного управления зубофрезерным станком
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
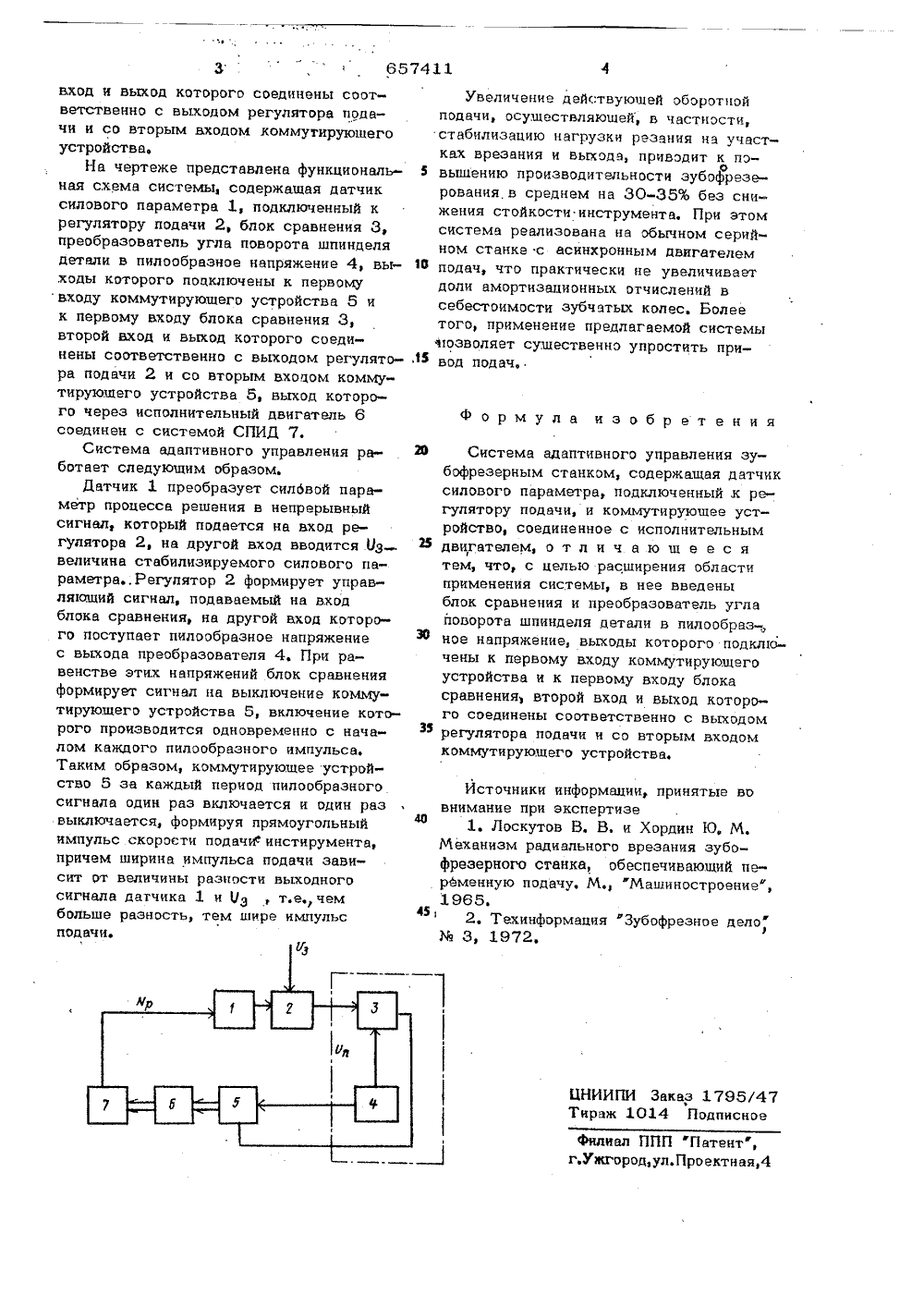
ОПИСАНИЕ ИЗОБРЕТЕН ИЯ ъ.,лт-и"Союз Советскнх Соцналнстмческих Реотубпнк1,657411 К ЬатОРСКОМЮ СВИДВТЕЛЬСтаЮ ) Дополнительное к авт. свил ву22) Заявлено 30,08.7721) 2520112/18 М. Кл,З 05 В 19/32З 05 В 13/02 вкиприсоединеии 3) Приоритет Гоаударстеениый коцатет СССР оо делам изобретений н открытий(71) Заявитель ильнюсский станкостроительный завод им. сорокалетия Октября 54) СИСТЕМА АДАПТИВНОГО УПРАВЛЕНИ 3 УБОФРЕЗЕРНЫМ СТАНКОМ аптивного управления зубостанком, содержащая датчикраметра, регулятор подачи система фрезерны силового ируемый привод Изобретение относится к области автоматического управления металлорежущими станками,Известна разомкнутая система стабилизации величины усилия резания призубофрезеровании Щ, содержащая хоробку радиальной передачи суппоргнойстойки станка, приводимой в действиеот двухскоростного асинхронного двигателя, механизм упоров и конечных выключателей, предназначенный для автомати- точеского управления циклом управления,переключения двигателя с одной скорости на другую, и механизм ограничениявеличины пути ускоренного отвода. суппортной стойки станка,5Эта система обеспечивает программируемое по пути управление подачей инструмента; большую подачу в начале именьшую в конце врезания.Недостатком такой системы являетсяпогрешность поддержания величины усилийрезания вследствие отсутствия обратнойсвязи по регулируемому параметру. Наиболее близким техническим решеием к данному изобретению является и непрерывно регул подач Я.Недостаткомэтой системы является наличие непрерывно-регулируемого привода и, как следствие этого, необходимость модификации конструкции станка.Белью изобретения является расширение области применения системы.Поставленная цель достигается тем, что в систему, содержащую датчик силового параметра, регулятор подачи, исполнительный двигатель. и коммутирую щее устройство, например электромагнитную муфту, введены блок сравнения и преобразователь угла поворота шпинделя детали в пилообразное напряжение, выходы которого подключены к первому входу коммутирующего устройства и к первому входу блока сравнения, второй657411 3 вход и выход которого соединены соответственно с выходом регулятора подачи и со вторым ьходом коммутирующего устройства.На чертеже представлена функциональная схема системы, содержащая датчик силового параметра 1, подключенный к регулятору подачи 2, блок сравнения 3, преобразователь угла поворота шпинделя детали в пилообразное напряжение 4, выходы которого подключены к первому входу коммутирующего устройства 5 и к первому входу блока сравнения 3, второй ьход и выход которого соединены соответственно с выходом регулятора подачи 2 и со вторым ьходом коммутирующего устройства 5, выход которого через исполнительный двигатель 6 соединен с системой СПИД 7.Система адаптивного управления работает следующим образом.Датчик 1 преобразует силовой параметр процесса решения в непрерывный сигнал, который подается на вход регулятора 2, на другой вход вводится Ид величина стабилизируемого силового параметраРегулятор 2 формирует управляющий сигнал, подаваемый на вход блока сравнения, на другой вход которого поступает пилообразное напряжение с выхода преобразователя 4. При равенстве этих напряжений блок сравнения формирует сигнал на выключение коммутирующего устройства 5, включение которого производится одновременно с началом каждого пилообразного импульса. Таким образом, коммутирующее устройство 5 эа каждый период пилообразного сигнала один раэ включается и один раз выключается, формируя прямоугольный импульс скорости подачи инстирумента, причем ширина импульса подачи зависит рт величины разности выходного сигнала датчика 1 и И , т.е., чем больше разность, тем шире импульс подачи.К Увеличение действующей оборотнойподачи, осуществляющей, в частности,стабилизацию нагрузки резания на участках врезания и выхода, приводит к поо 5 вьпцению производительности эубофрезерования в среднем на 30-35% без снижения стойкости инструмента, При этомсистема реализована на обычном серийном станке с асинхронным двигателем 6 подач, что практически не увеличиваетдоли амортизационных отчислений всебестоимости зубчатых колес. Болеетого, применение предлагаемой системыаозволяет существенно упростить при вод подач. формула изобретения 29 Система адаптивного управления зубофреэерным станком, содержащая датчиксилового параметра, подключенный .к регулятору подачи, и коммутирующее устройство, соединенное с исполнительным 25 двигателем, отлич ающе есятем, что, с целью расширения областиприменения системы, в нее введеныблок сравнения и преобразователь углаповорота шпинделя детали в пилообраз- Зф ное напряжение, выходы которого подключены к первому входу коммутирующегоустройства и к первому входу блокасравнения, второй вход и выход которого соединены соответственно с выходом 55 регулятора подачи и со вторым входомкоммутирующего устройства. Источники информации, принятые вовнимание при экспертизе4 Щ1. Лоскутов В. В. и Хордин Ю. М.Механизм радиального врезания зубофрезерного станка, обеспечивающий перменную подачу. М., "Машиностроение",1965.152. Техинформация "Зубофреэное дело"3, 1972.
СмотретьЗаявка
2520112, 30.08.1977
ВИЛЬНЮССКИЙ СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД ИМ. 40-ЛЕТИЯ ОКТЯБРЯ
ФРАЙМОВИЧ СЕМЕН БОРИСОВИЧ, ШЛЯХЕЦКИЙ ВИКТОР ИОСИФОВИЧ, ЛУКАШЕВ ЮРИЙ АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: G05B 19/32
Метки: адаптивного, зубофрезерным, станком
Опубликовано: 15.04.1979
Код ссылки
<a href="https://patents.su/2-657411-sistema-adaptivnogo-upravleniya-zubofrezernym-stankom.html" target="_blank" rel="follow" title="База патентов СССР">Система адаптивного управления зубофрезерным станком</a>
Устройство для приема информации в системах передачи данных с решающей обратной связью

Номер патента: 681563
Опубликовано: 25.08.1979
МПК: H04B 1/06
Метки: данных, информации, обратной, передачи, приема, решающей, связью, системах
...запись коэффициента верности производится со знаком +, в противном случае со знаком ". Поскольку до приема сообщения блок б памяти находится в исходном (нулевом) состоянии, то блоком 5 сравнения обнаруживается различие комбинаций. 30 Однако при первом приеме запись в ренерсинный счетчик 10 всегда производится со знаком +", это обес" печивается с помощью блока 8 блокировки, который при первом приеме 35 сообщения (до повторения) через свой первый выход отключает выход блока 5 сравнения от управляющего входа реверсивного счетчика 10. При первом повторении сообщения инФормация из 40 накопителя 2 переписывается в блок б памяти через ключ 7, который открывается по первому упранляющему входу сигналом со второго выхода блока 8 блокировки....
Устройство для контроля состояния коммутирующего элемента

Номер патента: 873300
Опубликовано: 15.10.1981
Авторы: Коваль, Машьянов, Санков, Фридман, Чепкунов, Черевык
МПК: H01H 85/30
Метки: коммутирующего, состояния, элемента
...содержит коммутирующийэлемент 1 предохранитель) 1, трансформатор 2, первичная обмотка которогоподключена к последовательно соединенным блоку индикации 3 и источникуконтрольного напряжения 4. Вторичнаяобмотка трансформатора 3 подключенак предохранителю 1 через двухполюсник 5 и дополнительный предохранитель6. Двухполюсник 5 может состоять изрезистора 7 и управляющего перехода 45тиристора 8 (фиг2).Устройство работает следующим образом. При исправном предохранителе1 вторичная обмотка трансформатора 2нагружена на цепь, состоящую из предохранителя 1, двухполюсника 5 и дополнительного предохранителя 6. При перегорании контролируемого предохранителя 1 ток, протекающий по нему, начи-.нает протекать через двухполюсник 5, 55дополнительный...
Устройство для регулирования толщины и натяжения полосы на входе стана холодной прокатки

Номер патента: 564018
Опубликовано: 05.07.1977
Авторы: Дралюк, Санников, Синайский, Стулин
МПК: B21B 37/16
Метки: входе, натяжения, полосы, прокатки, стана, толщины, холодной
...клетью, выход которого соединен со вхочом системы чттоявления скоростью натякных роликов 1.Известное устройство позволяет устранить влияние рвзнотолпшнностц подката на авления нажимного усъ.564018 Тираж 1080 11 одписпо филиал 11 НП "11 атент, г, Ужа ород, ул. Проектная, 4 На чертеже изображена структурная схе.предлагаемого устройства ( для опреде пенности показан регулятор натяжения с непосре.ственным измерением натяжения),На вход системы управления 1 скоростью первой клети поступает сигнал 2 от системы управления скоростью стана, На вход системы управления 3 положением нажимного устройства первой клети посту. пает сигнал 4 от системы регулирования ,толщины и натяжения полосы в последующих межклетевых промежутках. Эти же сигналы...
Устройство для сопряжения многопроцессорной вычислительной системы

Номер патента: 1160423
Опубликовано: 07.06.1985
Автор: Омаров
МПК: G06F 13/00
Метки: вычислительной, многопроцессорной, системы, сопряжения
...группы входов команд формирователя управляющих сигналов, в каждый коммутирующий элемент матрицы введены два мультиплексора, причем третьи информационные вход и выход коммутирующего элемента 1-й строки и -го столбца матрицы подключены соответственно к четвертым информационным выходу и входу коммутирующего элемента -й строки и (1-1)-го столбца матрицы,третьи информационные вход и выход коммутирующего элемента д-й строки и первого столбца матрицы соединены соответственно с четвертыми информа" ционными выходами и входом коммутирующего элемента а-й строки и Б столбца матрицы, причем в каждом коммутирующем элементе матрицы ад- . ресный выход формирователя управляющих сигналов соединен через регистр адреса с адресными входами первого четвертого...
Трехкаскадная коммутирующая система

Номер патента: 1226481
Опубликовано: 23.04.1986
Авторы: Жила, Каляев, Макаревич
МПК: G06F 15/177
Метки: коммутирующая, трехкаскадная
...триггеры 25 находятся в инверсных состояниях в силу принятых выше предположений. Следовательно, на выходе Р,Е -1 узла 9.Х, ускоренного распространения сигнала занятости входной координатной шины сигнал будет отсутствовать. Таким образом, импульс, поступающий с выхода соответствующего элемента И 12.Х., пройдя через элемент запрета 27 в(ячейке 10.Е .Х перебросит в прямое состояние триггер 26. Кроме того, в этой же ячейке на элементе И 32 сформируется признак занятости входной шины. Этот признак поступит с выхода11Е,Е . ячейки 10,Е ,Х, на соответствующий вход узла 9.Х. и в теение одного такта распространится на все входы Р.Е. ячеек 1 О,Е.Х, при ЕЕ и заблокирует элементы запрета 27, расположенные в этих ячейках, и таким состояние триггепов...
Предыдущий патент: Система управления приводом летучих ножниц
Следующий патент: Устройство для автоматического контроля биметаллических автоматических выключателей
Случайный патент: Состав для карбонизации шерстяных текстильных материалов