Способ изготовления ротора гистере-зисного двигателя с короткозамкнутойобмоткой
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
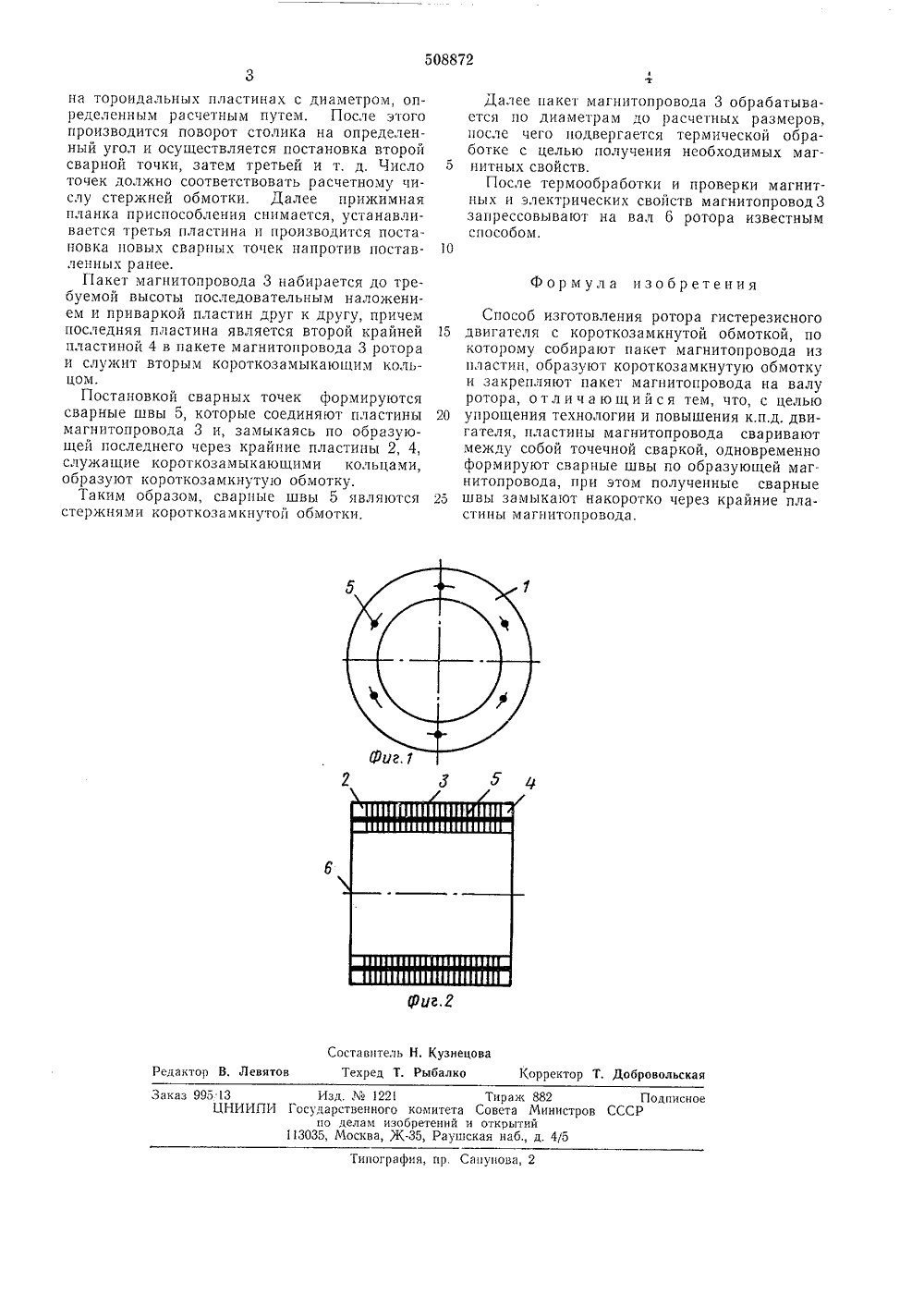
(23) ПриоритетОпубликовано 30.03.76, Бюлл Государственныи комит Совета Министров СССРпа делам изобретений(088.8) Дата опубликования описания 03.05.76 открыти 72) Авторы изобрете(п Г, И, Михеев, В. А. Мельников и Г. Д. Зытне) Заявитель 54) СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ГИСТЕРЕЗИСНОГО ДВИГАТЕЛЯ С КОРОТКОЗАМКНУТОЙ ОБМОТКОЙтся вспышка лазера, обес новку первой сварной точки Изобретение относится к электрическим машш,ам и может быть использовано при изготозлепии гистерезиспых двигателей.Известны способы изготовления ротора гистерезисного двигателя с короткозамкнутой 5 обмоткой типа беличьей клетки, включающие операции изготовления пакета магнитопровода из пластин магнитотвердого материала, образования короткозамкнутой беличьей клетки в магнитопроводе и закрепления пакета маг нитопровода на валу ротора. Однако известные способы изготовления ротора гистерезисного двигателя с короткозамкнутой обмоткой имеют сложную технологию и не обеспечивают стабильности положения центра тяжести 15 ротора вследствие отличия коэффициентов линейного расширения электропроводящего материала клетки (алюминий, медь и т, п.) и магнитопровода (вихаллой и т, п,), а также вследствие наличия в роторе дополнительных 20 деталей (кольца, стержни), что снижает к.п,д. двигателя.С целью упрощения технологии и повышения к.п.д, двигателя пластины магнитопровода сваривают между собой точечной сваркой, 2 одновременно формируют сварные швы по образующей магнитопровода, при этом полученные сварные швы замыкают накоротко через крайние пластины магнитопровода.На фиг, 1 показано расположение сварных 3 швов; на фиг. 2 - собранный ротор,Способ изготовления ротора гистерезисногодвигателя с короткозамкнутой (к.з.) обмоткойосуществляется следующим образом,Из ленточного магнитотвердого материала,например викаллоя, штампуются пластины 1,имеющие форму тороида. Наружный и внутренний диаметры тороидальных пластин 1 определяются исходя из электрического расчетадвигателя, а также с учетом припуска, необходимого для поджатия пластин 1 на специальном приспособлении при сварке,11 риспособление для сварки пластин в пакет должно обеспечивать возможность последовательной установки пластин, поджатие ихдруг к другу и поворот пакета на определенныШ угол.В качестве наиболее подходящего способаточечной сварки может быть использована лазерная сварка благодаря особенностям лазерного излучения (высокая плотность излучения,малая область проплавления при минимальной зоне термического влияния),На столик приспособления устанавливаютпластину 2, которая должна быть одной издвух крайних в пакете и служить первым короткозамыкающим кольцом, На первую пластину накладывают вторую, которая прижимается к первой прижимной планкой приспособления.Затем производипечивающая поста508872 Формула изобретения Составитель Н. КузнецоваРедактор В. Левитов Техред Т. Рыбалко Корректор Т, Добровольская Заказ 995 13 Изд. М 122 Тираж 882 Подписное ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5Типография, пр, Сапунова, 2 на тороидальных пластинах с диаметром, определенным расчетным путем, После этого производится поворот столика на определенный угол и осуществляется постановка второй сварной точки, затем третьей и т. д. Число точек должно соответствовать расчетному числу стержней обмотки. Далее прижимная планка приспособления снимается, устанавливается третья пластина и производится постановка новых сварных точек напротив поставленных ранее.Пакет магнитопровода 3 набирается до требуемой высоты последовательным наложением и приваркой пластин друг к другу, причем последняя пластина является второй крайней пластиной 4 в пакете магнитопровода 3 ротора и служит вторым короткозамыкающим кольцом.Постановкой сварных точек формируются сварные швы 5, которые соединяют пластины магнитопровода 3 и, замыкаясь по образующей последнего через крайние пластины 2, 4, служащие короткозамыкающими кольцами, образуют короткозамкнутую обмотку,Таким образом, сварные швы 5 являются стержнями короткозамкнутой обмотки,Далее пакет магнитопровода 3 обрабатывается по диаметрам до расчетных размеров,после чего подвергается термической обработке с целью получения необходимых маг 5 нитных свойств.После термообработки и проверки магнитных и электрических свойств магнитопровод 3запрессовывают на вал б ротора известнымспособом,10 Способ изготовления ротора гистерезисного 15 двигателя с короткозамкнутой обмоткой, покоторому собирают пакет магнитопровода из пластин, образуют короткозамкнутую обмотку и закрепляют пакет магнитопровода на валу ротора, отличающийся тем, что, с целью 20 упрощения технологии и повышения к.п,д. двигателя, пластины магнитопровода сваривают между собой точечной сваркой, одновременно формируют сварные швы по образующей магнитопровода, при этом полученные сварные 25 швы замыкают накоротко через крайние пластины магпитопровода.
СмотретьЗаявка
1922915, 29.05.1973
ПРЕДПРИЯТИЕ ПЯ А-3724
МИХЕЕВ ГЕОРГИЙ ИВАНОВИЧ, МЕЛЬНИКОВ ВИТАЛИЙ АЛЕКСАНДРОВИЧ, ЗЫТНЕР ГЕРМАН ДАВИДОВИЧ
МПК / Метки
МПК: H02K 15/02
Метки: гистере-зисного, двигателя, короткозамкнутойобмоткой, ротора
Опубликовано: 30.03.1976
Код ссылки
<a href="https://patents.su/2-508872-sposob-izgotovleniya-rotora-gistere-zisnogo-dvigatelya-s-korotkozamknutojjobmotkojj.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления ротора гистере-зисного двигателя с короткозамкнутойобмоткой</a>
Способ изготовления ротора с короткозамкнутой обмоткой

Номер патента: 1020927
Опубликовано: 30.05.1983
Авторы: Гроссман, Михайлов, Соцков, Шепелев
МПК: H02K 15/02
Метки: короткозамкнутой, обмоткой, ротора
...и приспособление от остатков клея и вставляют стержни в назы сердечника 21,Однако данный споооб обладает низкой производительностью, так как операция зачистки пазов сердечника является очень трудоемкой. Кроме того, при вибрационных нагрузках име.ется возможность перемещения стержней в пазах ротора, что снижает надежность ротора.Цель изобретения - повышение производительности и надежности ротора. 40Поставленная цель достигается тем, что в способе изготовления ротора с короткозамкнутой обмоткой, включающем нанесение клея на листы сердечника и сборку их в пакет, скле ивание пакета путем термообработки под давлением, установку и закрепление стержней обмотки в пазах пакета ротора, установку стержней обмотки производят перед склеиванием...
Способ изготовления роторов с короткозамкнутой обмоткой

Номер патента: 526046
Опубликовано: 25.08.1976
Автор: Дегтев
МПК: H02K 15/00
Метки: короткозамкнутой, обмоткой, роторов
...с за,одной и осноВной частями,наружные диаметры которых соответсвуютдиаметрам окружности зубцов и пазов па. -, нитопровода, в основной частивтулки образуют продольные окна, соответствующие размерам зубцов пакета,Изобретение пояснено чертежами,10На фиг. ". приведена схема конструкциикороткозамкнутой обмотки со ступенямибольшего и меньшего диаметра и окнами вступени большего диаметра под зубцы пакета магнитопровода; на фиг. 2 - пакетмвгнитопровода; на фиг, 3 - положение кооткозамкнутой обмотки и пакета магнитопровода при напрессовке; на фиг. 4 - короткозамкнутая обмотка, установленная в пакет магнитопровода. 20Согласно предложенному способу на заготовке втулки из токопроводящего материала формируют две ступени большего и...
Ротор с короткозамкнутой обмоткой и способ ее изготовления

Номер патента: 982153
Опубликовано: 15.12.1982
Авторы: Вильданов, Домбровский, Игнатов
МПК: H02K 15/02
Метки: короткозамкнутой, обмоткой, ротор
...0,5/от веса железного порошка. Выравнивают порошок в матрице и прессуютдавлением 600-800 МПа пуансоном,сообщая прессовке Форму сердецника1 с пазами (см. Фиг, 1), Затем извлекают пуансон, засыпают медныйпорошок в полученные пазы сердечника до поверхности зубцовой зоны ипроизводят прессование давлением200-ЙОО МПа первого слоя 2 обмоткив пазах сердецника 1 тем же пуан"саном. Снова извлекают пуансон засыпают смесь медного порошка, с окисьюалюминия (содержание последней, например, 10 от общей массы смеси),выравнивают порошок до поверхностизубцовой зоны и производят прессование тем же пуансоном и давлениемочередного слоя обмотки 3, затемформула изобретения 1. Ротор с короткозаикнутой обиот" кой, содержащий сердечник с пазами, выполненный из...
Устройство для отвертывания и завертывания гаек на валу ротора двигателя

Номер патента: 965754
Опубликовано: 15.10.1982
МПК: B25B 27/073
Метки: валу, гаек, двигателя, завертывания, отвертывания, ротора
...с его корпусом, позволяет одному человеку производить завертывание и отвертывание гаек на вал роторадвигателя при одновременном увеличениипроизводительности,Устройство для отвертывания и завертывания гаек на валу ротора двигателя, содержащее С-образный кронштейн, соединяемый,с корпусом двигателя и имеющий центральное шестигранное отверстие, кине. матически связанную с кронштейном резьбовую втулку с профильной наружной поверхностью, шаг резьбы которой равен шагу гайки, и трещеточный ключ с головкой,о т л и ч а ю ш е е с я тем, что, с цеступенчатого стакана .с центральным глухим шлицевым отверстием, ответным концу вала ротора двигателя, шестигранным хвостовиком, ответным центральному шестигранному отверстию кронштейна и имею.3 96575виде...
Система жидкостного охлаждения многоугольного ротора двигателя внутреннего сгорания

Номер патента: 1038508
Опубликовано: 30.08.1983
МПК: F02B 55/04
Метки: внутреннего, двигателя, жидкостного, многоугольного, охлаждения, ротора, сгорания
...сгорания, содержащей дугообразные каналы, выполненные на боковых сто- ронах ротора и соединенные между собой через радиальные трубопроводы, каналы впуска и выпуска соединенные через отверстия с дугообразными каналами, кольцевой паз, выполненный вокруг эксцентрика вала и сообщенный с каналами впуска и дрос-. селирующие элементы, последние установлены в дугообразных каналах перед отверстиями впуска и после отверстий выпуска по направлению вращения ротора.На фиг. 1 изображен ротор с частичными вырезами, общий вид; на фиг,2-раэеЗ А - А на фиг. 1.Система жидкостного охлаждения многоугольного ротора 1, шарнирно соединенного с валом 2 посредством подшипника 3, жестко установленного на эксцентрик 4, со. держит осевой канал 5 и радиальное...
Предыдущий патент: Ротор электрической машины
Следующий патент: Устройство для заливки роторовэлектродвигателей
Случайный патент: Устройство для точной остановки подвижногоузла