Способ изготовления жестких угловых шайб для трансформаторов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 476613
Автор: Локтионов
Текст
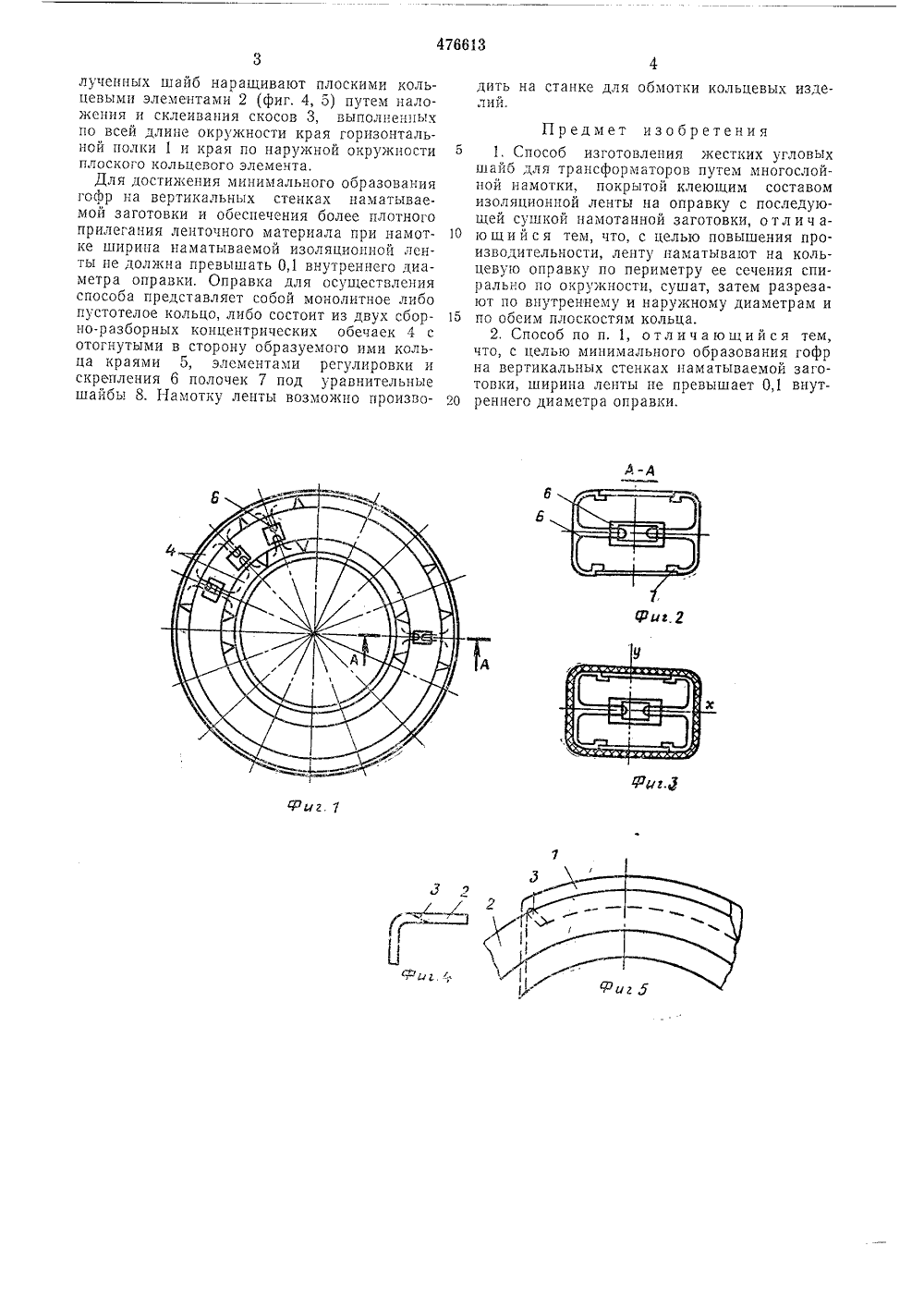
пи 476613 Сощ Соеетскик Сокиавистииескик Республик(51) М. Кл Государственный комитат Совета Министров СССР по делам изобретенийи открытий 23) ПриоритетОпубликовано 05,Дата опубликова(72) Авторизобрет Н, И, Локтионо 71) Заявител ПОСОБ ИЗГОТОВЛЕНИЯ ЖЕСТКИХ УГЛОВ ШАЙБ ДЛЯ ТРАНСФОРМАТОРОВи электро- в трансфор- зготовлении Изобретение относится к областтехники и может использоватьсяматоростроении, в частности при иугловых шайб.В известных способах изготовления многослойных мягких угловых шайб из полосы электроизоляционной бумаги или картона, в которых с одной стороны выполняются надрезы для возможности отбортовки литых шайб из целлюлозы и штампованных из толстого электрокартона, получается либо большая толщина шайб из-за необходимости обеспечения достаточного перекрытия зазоров в местах надрезов заготовки, либо необходима сложная технологическая оснастка, либо не обеспечивается получение цельных шайб и широкой горизонтальной полки в них при штамповке из электрокартона.По предлагаемому способу с целью повышения производительности ленту, покрытую клеющим составом, наматывают на кольцевую оправку по периметру ее сечения спирально по окружности, а затем после сушки намотанной заготовки на ней делают кольцевые разрезы по окружности внутреннего и наружного диаметров и по обеим плоскостям кольца.Описываемый способ поясняется чертежами, где на фиг, 1 изображена оправка для изготовления шайб путем намотки (вид со стороны радиального размера кольца); на фиг. 2 - разрез по А - А на фиг. 1; на фиг, 3 - то же с намотанной на оправку изоляцией; на фиг. 4 и 5 - один из вариантов увеличения (наращивания) горизонтальной полки при недостаточной ее ширине в цельной угловой шайбе.Для получения угловой шайбы с вертикальной и горизонтальной полками узкую ленту изоляционного материала с нанесенным на 10 нее клеющим веществом, например бакелитовым лаком или эпоксидной смолой, наматывают на кольцевую оправку (фиг. 3) по периметру ее сечения спирально по всей окружности до требуемой толщины, затем полученную 15 на оправке заготовку подвергают сушке,после чего расчленяют, делая кольцевые разрезы по осям Х и У (фиг. 3) или только по оси Х и снимают с оправки, разрезая затем каждую половину заготовки по оси У, 20 Так как со стороны внутреннего диаметраоправки изоляции будет накладываться несколько больше, то и в полученных угловых шайбах одна из полок, сформованных по внутреннему диаметру, будет несколько тол ще. С целью получения минимальной разницыв толщине вертикальных полок заготовки шайбы используют оправку с минимально возможной разницей наружного н внутреннего диаметров, а после разрезания заготовки на 30 угловые шайбы, горизонтальные полки 1 по.7 лученных шайб наращивают плоскими кольцевыми элементами 2 (фиг. 4, 5) путем наложения и склеивания скосов 3, выполненных по всей длине окружности края горизонтальной полки 1 и края по наружной окружности плоского кольцевого элемента.Для достижения минимального образования гофр на вертикальных стенках наматываемой заготовки и обеспечения более плотного прилегания ленточного материала при намотке ширина наматываемой изоляционной ленты не должна превышать 0,1 внутреннего диаметра оправки, Оправка для осуществления способа представляет собой монолитное либо пустотелое кольцо, либо состоит из двух сборно-разборных концентрических обечаек 4 с отогнутыми в сторону образуемого ими кольца краями 5, элементами регулировки и скрепления б полочек 7 под уравнительные шайбы 8. Намотку ленты возможно производить на станке для обмотки кольцевых изделий. Предмет изобретения д 1, Способ изготовления жестких угловыхшайб для трансформаторов путем многослойной намотки, покрытой клеющим составом изоляционной ленты на оправку с последующей сушкой намотанной заготовки, отлича ю щ и й с я тем, что, с целью повышения производительности, ленту наматывают на кольцевую оправку по периметру ее сечения спирально по окружности, сушат, затем разрезают по внутреннему и наружному диаметрам и 15 по обеим плоскостям кольца.2, Способ по п. 1, о тл и ч а ю щи й ся тем,что, с целью минимального образования гофр на вертикальных стенках наматываемой заготовки, ширина ленты не превышает 0,1 внут реннего диаметра оправки.
СмотретьЗаявка
1904836, 13.04.1973
ПРЕДПРИЯТИЕ ПЯ В-8833
ЛОКТИОНОВ НИКОЛАЙ ИВАНОВИЧ
МПК / Метки
МПК: H01F 41/12
Метки: жестких, трансформаторов, угловых, шайб
Опубликовано: 05.07.1975
Код ссылки
<a href="https://patents.su/2-476613-sposob-izgotovleniya-zhestkikh-uglovykh-shajjb-dlya-transformatorov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления жестких угловых шайб для трансформаторов</a>
Способ закрепления цилиндрической стеклянной заготовки на оправке

Номер патента: 963711
Опубликовано: 07.10.1982
Авторы: Борисов, Вишнев, Кошелев, Седых
МПК: B23B 31/40
Метки: заготовки, закрепления, оправке, стеклянной, цилиндрической
...допустимой разцостеццости заготовки. После этого От(ранку вводят во ьпутрепцюю полость заготовки, излишки клея при этом подрезаютс гпжцим торцом заготовки. После утацОвкц загОтОВкз 1 ц 2 Опр 2 вку излишки клея удаляют, а оправку последовательно (стл.ецчато) Охлаждают до комнатной -.пцсратуры, начиная Охлаждение с ее . (жцй части. При этом Охлаждециая асть Оправки уменьшает., а зазор меж- . ЦЮ 11 СТЕЦ 1 еой З 2 ГОТОВКП " ВСЛ 1 П 1 цваЕТ- я. Находящаяся выше места охлаждения жидкая термопластичная масса стекает и;из, заполняет появгшийся и результате охлаждения дополгптельный объем и прп 60 - 65 С загустевает в цем. В резуль96311 Формула изобретения Составитель Н. ГлотоваТехред А. Камышникова Корректор И, Осиновска Редактор Н. Багирова...
Агрегат для изготовления заготовки трикотажных изделий

Номер патента: 438742
Опубликовано: 05.08.1974
Авторы: Голиков, Рычкова, Сиднев, Хакимджанов
МПК: D05B 25/00
Метки: агрегат, заготовки, трикотажных
...со смещенным,центром тяжести относительно оси вращения 31. Более тяжелый конец рычага 30 с направляющим валиком 32 удерживается заготовкой 33, идущей от швейной машины 1 к машине 2. Двуллечий,рычаг 30 датчика натяжения заготовки несет на себе два флажка в виде алюминиевых пластинок 34 и 35, которые входят в пазы бесконтактных электронных выключателей 36 и 37 при повороте двуплечего рычага 30 в горизонтальное положение в случае недостатка запаса заготовки 33 или в вертикальное положение при ее избытке, Бесконтактные выключатели 36 и 37 электрически связаны с устройством автоматического пуска и останова одной из машин, нацример со швейной машиной 2, которая автоматически останавливается при недоспатке запаса ленты заготовки между машинами...
Устройство для крепления

Номер патента: 881399
Опубликовано: 15.11.1981
Авторы: Евтушенко, Лукьянов, Нижегородов
МПК: F16B 41/00
Метки: крепления
...поверхностью и буртом, расположенныммежду полками, причем расстояние между полками, шайбы меньше длины цилющдрической части гайкй,881399 1 О Формула изобретения 3На фиг. 1 показан монтаж устройства на шпильку; на фиг. 2 - соединение после затяжки гайки; на фиг.3 - вид А на фиг. 1.Устройство содержит гайку 1 с ци.-: линдрической поверхностью 2 и буртиком 3, размещенным между полками 4 и 5 шайбы 6.Сборка гайки с шайбой производится следующим образом.Полка 4 шайбы отгибается и в отверстие полки 5 вставляется гайка 1 ,своей цилиндрической частью 2, и затем полка 4 шайбы сгибается в исходное положение. От разъединения шайбы с гайкой удерживает с одной стороны буртик на гайке, с другой - нехватка свободного хода шайбы по гайкетак как...
Фланец трубы из композиционного материала

Номер патента: 1134834
Опубликовано: 15.01.1985
Авторы: Валесян, Мартиросян
МПК: F16L 47/14
Метки: композиционного, трубы, фланец
...не участвуют в передаче усилий от нагрузки.Цель изобретения является повышение надежности и упрощение тех-. нологии изготовления.Укаэанная цель достигается тем, что Фланец трубы иэ композиционного материала, состоящий из продольных и поперечных волокон, укрепленных в монблитном блоке связующего, образован концевыми участками продольных волокон трубы, отогнутыми ради" ально к периферии фланца, слоями ткани, прорезанной с образованием лепестков, отогнутых в,том же направлении, и тканевыми шайбами диаметром, равным диаметру фланца, с лепестками, образованными радиальными разрезами от центра шайбы, причем лепестки тканевых шайб отогнуты в осевом направлении по трубе и скреплены с нейпоперечными волокнами.Иа фиг. 1 показан слой тка 0 и,...
Неподвижная оправка для изготовления труб из спирально навиваемых проклеенных лент

Номер патента: 130339
Опубликовано: 01.01.1960
Автор: Левин
МПК: B31C 1/08
Метки: лент, навиваемых, неподвижная, оправка, проклеенных, спирально, труб
...надевается на опорный стержень 2 станка и зажимается гайками 3. Оправка выполнена в виде шнека с поперечными желобками в его витках 4. В этих желобках витков шнека установлены оси 5, каждая из которых является обшей для ряда р брнстых опорных роликов 6. Ребра одних роликов размещены между130339ребрами смежных роликов, сидящих на другой общей оси 7. Один конец каждой оси имеет крючок 8, входящий в проушину оправки, а другой конец имеет резьбу, на которой навинчена гайка 9, натяги. вающая ось. Корпус оправки с одного конца выполнен с проточками, в которые частично заходят гайки 9 при их завинчивании, Шахматное расположение ребер опорных роликов позволяет более уплотненно расположить ролики в рядах и тем самым увеличить эффективную...
Предыдущий патент: Индукционное устройство
Следующий патент: Тонкопленочный конденсатор постоянной емкости
Случайный патент: Способ получения 2, 5-дивинилпиридина