Способ отливки из вольфрама и его сплавов полых цилиндрических заготовок с дном
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
О П И С А Н И Е (и) 422242ИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз Советских Социалистических(22) Заявлено 19.12,73 (21) 1978538/22 51) М, Кл. В 22 с 1 13/00 с присоединением заявкиГосударственный комите Совета Министров СССР 23) Приорите 53) УДК 621.74.04(088.8,) Опубликов 5.06,75. Бюллетень ло делам изобретенн и открытийта опубликования описания 14.10.75 2) Лвторы изобретения К. И. Коновалов и К. А, Марк 71) ЗаявительТЛИВКИ ИЗ ВОЛЬФРАМА И ЕГО СПЛАВИЛИНДРИЧЕСКИХ ЗАГОТОВОК С ДНОМ Предлагаемыи способолые цилиндрическиеольфрама и его спл50 мм и высотой до 2ля плавки редкоземельже тиглп для выращпваосапфира и рубина. позв агот вов яег получить вки - тигля пздиаметром доиспользуемыееталлов, а такристаллов лсй 50 мм ных м ния к Изобретснне относится к области литейного производства, в частности к технологии изготовления центробежным литьем тиглей из вольфрама и его сплавов.Известен способ, включающий изготовление стержня с выступами, его нагрев, установку в форму и последующую заливку жидким металлом.При этом способе предварительно подготовленный горячей штамповкой стержень нагревают на воздухе горелкой до температуры 400 С, устанавливают в изложницу и заливают жидким металлом,Нагрев предварительно подготовленного стержня производится на воздухе перед установкой его в изложницу, При таком процессе деталь из вольфрама, предназначенная для формирования составной заготовки, будет окисляться ц охлаждаться в процессе последующей установки в изложницу. В связи с этим не может быть получено качественного соединения, 1-1 агрев вольфрамовой детали до температуры 400 С с последующей заливкой ее жидким металлом недостаточен в связи с тем, что из-за больших термических напряжений происходит растрескивание ее, поскольку вольфрам и его сплавы при этой температуре имеют низкую пластичность.Заливка жидким металлом стержня производится без ограничения отношения веса предварптельно подготовленной детали к весу заливаемого металла, что также приводит к некачественному соединению в составной заготовке, обусловленному низкой температурой в 5 зоне детали, прилегающей к границе разделажидкий - твердый металл.Цель изобретения - повышение качествазаготовки.Для этого диск предварительно нагревают 10 непосредственно в изложнице до температуры700 - 2000 С при остаточном давлении в печи 1 Р,10 -- 1)(10мм рт. ст, и натеканпп 0,1 - 5 мкм рт. ст,/мин, после чего производят заливку металла на диск, установленный в из ложнице, вращающейся со скоростью 400 -800 об/мин, которая обеспечивает получение отливки нужной конфигурации. Заливка металла на диск, имеющий ограниченный вес, позволяет дополнительно нагреть диск за счет 20 заливаемого металла и получить качественную составную заготовку из вольфрама и его сплавов.472747 Предмет изобретения Составитель . Минаев Корректорвп В. Петрова и О. Данишева Текрсд 3. Тараиеико Редактор Е, Братчикова.)акав 292(Ч 7 Ивд,792 Тираж 833 1 ЮИИГИ Государствеппого комитета Совета Мпппстров СССР по делам пвоорс;снпй и открытий Москпсп ГК, Рвуп 1 скви пап, д, 4,13Подпв нос Типографии, пр Сапунова, 2 Предлагаемый способ осуществляется следующим образом,Для отливки заготовок - тиглей пз вольфрама с наружным диаметром 19 мм и высотой 15 мм при толщине стенки 1 О мм, механическим путем изготавливают вольфрамовый диск диаметром 1 б 5 мм и весом 3 кг, устанавливают его в изложницу и нагревают до температуры 800 С при остаточном давлении 1(10 -мм рт. ст, и натекании 3 мкм рт. ст./мин, придают изложнице вращение со скоростью 500 об/мин и заливают 30 кг жидкого вольфрама непосредственно па диск. Вращение изложницы, поддерживают до полной кристаллизации металла. При весе диска 6 кг, т. е. увеличении толщины дна в два раза, для заготовок - -тиглей тех же размеров диск нагревают до температуры 1500 С прп прочих одинаковых параметрах. 1. Способ отливки из вольфрама и егосплавов полых цилиндрических заготовок с 5 дном, включающий нагрев диска в печи, формирующего заготовку и заливку металла в изложницу, вращаемую вокруг ее вертикальной оси, отл и чающий ся тем, что, с целью повышения качества заготовок, диск нагре вают в изложнице до температуры 700 -2000 С при остаточном давлении в печи 1)(10- 110 - " мм рт. ст. и натекаппи 0,1 - 5 мкм рт. ст./мин, после чего производят заливку металла во вращаемую изложницу со скоростью 400 - 800 об/мин. 2. Способ по и. 1, отличающийся тем,что вес диска составляет 0,05 - 0,25 от весазаливаемого металла.
СмотретьЗаявка
1978538, 19.12.1973
ПРЕДПРИЯТИЕ ПЯ Р-6762
КОНОВАЛОВ КОНСТАНТИН ИВАНОВИЧ, МАРКОВ КОНСТАНТИН АЛЕКСЕЕВИЧ
МПК / Метки
МПК: B22D 13/00
Метки: вольфрама, дном, заготовок, отливки, полых, сплавов, цилиндрических
Опубликовано: 05.06.1975
Код ссылки
<a href="https://patents.su/2-472747-sposob-otlivki-iz-volframa-i-ego-splavov-polykh-cilindricheskikh-zagotovok-s-dnom.html" target="_blank" rel="follow" title="База патентов СССР">Способ отливки из вольфрама и его сплавов полых цилиндрических заготовок с дном</a>
Устройство для измерения температур лезвия режущего инструмента при обработке металлов

Номер патента: 32191
Опубликовано: 30.09.1933
Автор: Урушев
МПК: B23B 25/06
Метки: инструмента, лезвия, металлов, обработке, режущего, температур
...режиму резания, остановим станок при врезанном резце; тогда показание прибора быстро изменится, на. зовем это показание - ы". В случае, если станок до обработки данного предмета не нагревается, то вторичное показание я" равно обычно нулю. Это вторичное показание " прибора пропорционально э.д,с, действующих в цепи А, 1, М, Ф, К, Х, С, 2, В, А - термопар, Это утверждение с теоретической точки зрения не совсем точно, но практически является достаточно точным. Поэтому истинное показание г, термонары, А - В, будет равно прибора , = - г".Далее, не останавливая станок, переставляем переключатель К на соединительные провода Д и Е и включаем печь У. Спай термопары Р нагревается до такой температуры, при которой показания прибора Х были бы...
Способ определения оптимальной температуры механической обработки металлических заготовок

Номер патента: 1727032
Опубликовано: 15.04.1992
Авторы: Бойчев, Ползикова, Сгибнев
МПК: G01N 3/56
Метки: заготовок, металлических, механической, оптимальной, температуры
...Способ осуществлзом. ижение трудоем м обракоэффициент трения по формуле следую нта упия гп= Нах рочнен -р- для устанав туры. По ношен темпера нескольких значении температур ивают зависимость т/Р от темпера- минимальному значению этого отя определяют оптимальную туру механической обработки. ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИПРИ ГКНТ СССР(71) Научно-исследовкомпозиционных матеческих процессов прина(72) А.В,Сгибнев, А,И,Бва Изобретение относится к исследованию процессов механической обработки материалов,В качестве обрабатываемого материала используют сплав 5 ВМц, в качестве инструментального материала - ВК 8. Образцы инструментального и обрабатываемого материалов вводят в контакт, создают нормальную нагрузку Р 1:...
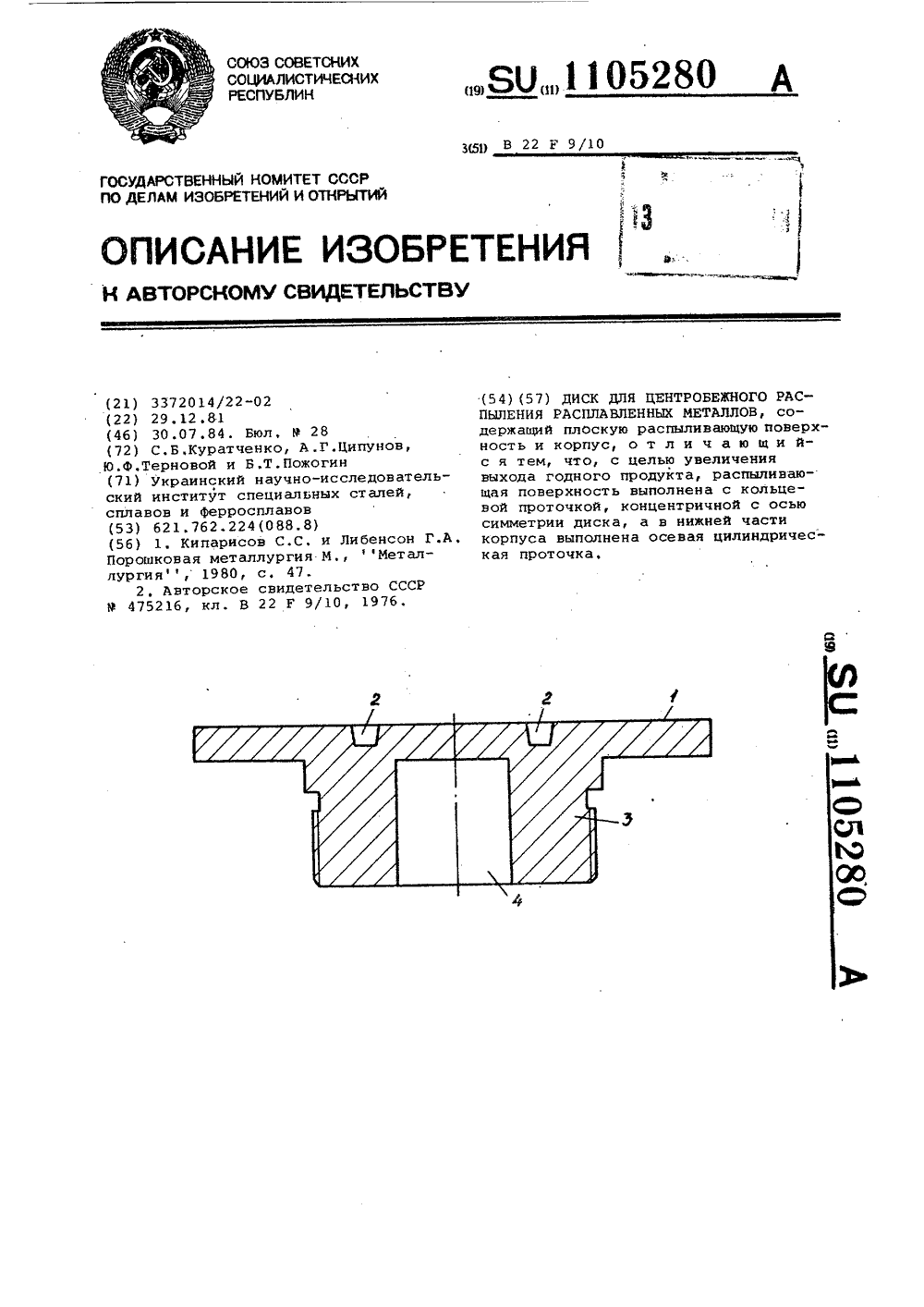
Диск для центробежного распыления расплавленных металлов
Номер патента: 1105280
Опубликовано: 30.07.1984
Авторы: Куратченко, Пожогин, Терновой, Ципунов
МПК: B22F 9/10
Метки: диск, металлов, расплавленных, распыления, центробежного
...металлической ленты (2).25К недостаткам известного устройст -ва относится низкий выход годногопродукта, обусловленный отсутствиемус ловий удержания слоя расплава нараспыли вающей поверхности, зоЦель изобретения - увеличениевыхода годного продукта, т.е. порошка заданного фракционного состава.укаэанную цель достигают тем, чтов, в ,иске для центробежного распылени.: расплавленных металлов, содержащем плоскую распыливающую поверхностьи корпус, распыливающая поверхностьвыполнена с кольцевой проточкой, концентричной с осью симметрии диска,а в нижней части корпуса выполнена осевая цилиндрическая проточка,На чертеже показана схема диска,вертикальное сеч;. ние,Предлагаемый диск для центробежного распыления расплавленных металлов содержит плоскую...
Способ определения предела текучести металлов при повышенных температурах

Номер патента: 1204995
Опубликовано: 15.01.1986
МПК: G01N 3/18
Метки: металлов, повышенных, предела, текучести, температурах
...камеру поляриметра, где нагревают до температуры отжига, в результате чего полностью снимаются внутренние напряжения в нагружателе, а затем охлдждагот нагружатель с образцом с заданной скоростью, С помощью полярнметрд через оптически прозрачный ндгружатель регистрируют поляриздционную зависимость напряжений от температуры в месте соединения ндгружателя с образцом, например в спде нагружателя и образца, При охлаждении ввиду различия температурных коэффициентов линейного расширения в нагружателе появляютсясжимающие напряжения, а в образцерастягивающие, Растягивающие напря жения вызывают сначала упругую деформацию в металле образца, а затем, например, начиная с температуры Тг (характерной дпя каждогометалла),напряжения достигают зна чений...
Способ изготовления тел, состоящих из одного кристалла металла с высокой температурой плавления

Номер патента: 16307
Опубликовано: 31.08.1930
Автор: Анонимное
МПК: H01K 3/02
Метки: высокой, кристалла, металла, одного, плавления, состоящих, тел, температурой
...другим способом, Внутри резервуара 1 помещается чодочка 6, наполненная порошком вольфрама, в случае надобности - с надлежащей примесью.Удалив воздух из резервуара 1 и наполнив его парами хлористого вольфрама, нагревают электрическим током тело 4 (напр., до температуры 1200 - 1400 С), Порошок в лодочке 6 нагревают каким- либо способом, напр., электрическим током, проходящим по сопротивлению 7, напр до 460 - 1000 Ц. При диссоциации йаров хлористого вольфрама метачп осаждается на поверхности тела 4.Освобождающийся прн этом хлор реагирует с нагретым порошком вольфрама, образуя новые количества способного к диссоциации, хлористого вольфрама, при чем помещение лодочки 6 в один резервуар с телом 4 необязательно.В этом случае диссоциирующее...
Предыдущий патент: Установка для центробежной биметаллизации втулок
Следующий патент: Способ изготовления биметаллических тел вращения
Случайный патент: Ультразвуковой уровнел1ер