Система числового программного управления металлорежушими станками
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
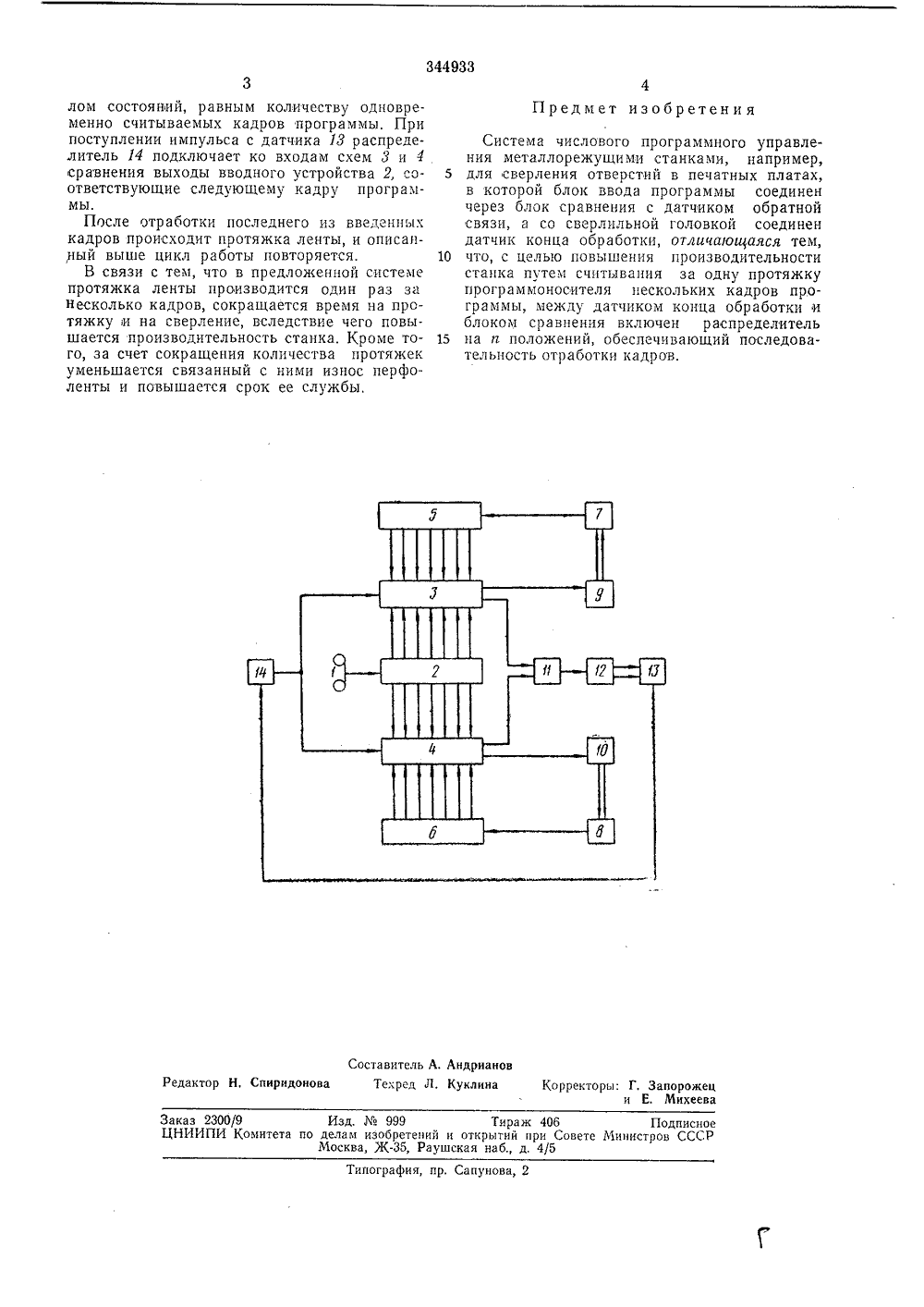
Союз Советоних Социалистических Республикс присоединением заявкиПриоритет Коыитет по делаю обретений и открыт ри Совете Министре СССРДК 62.503,55(0 Опубликовано 14.Ч 11,1972. Бюллетень2 Дата опубликования описания 4.ЧП 1.1972 Авторыизобретено, В. А. Широко ганов,Заявител ИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯЕТАЛЛОРЕЖУЩИМИ СТАН КАМИ СИСТЕ- уменьшениеов на эксплуат а с системой постояня в сисИзвестны системы числового программного управления металлорежущими станками, например, для сверления отверстий в печатных платах, в которых блок ввода программы соединен через блок сравнения с датчиком обратной связи, а со сверлильной головкой соединен датчик конца обработки.В известных системах, оснащенных вводными устройствами параллельного действия, кадр программы считывается за одну протяжку перфоленты. Таким образом, число пр зтяжек равно количеству кадров в программе, Кроме того, при отсутствии в системе запоминающих устройств время смены кадра входит во время цикла обработки и, таким образом, снижает производительность работы станка.Цель изобретения влияния указанных недостатк ационные характеристики станк программного управления.Достигается это путем считывания за одну протяжку нескольких кадров программы с последующей обработкой их в порядке, задаваемом распределителем, соединенным с датчиком сверлильной головки.На чертеже изображена блок-схема предлагаемой системы.Программа, записанниной длины на перфолен итс тему при помощи ьводцого устройства 2 параллельного действия, соединенного со схемами д, 4 сравнения координат, к другим входам которых подключены соответствующие разряды счетчиков 5 ц б, осуществляющих счет импульсов, поступающих от датчиков 7 ц 8. Датчики 7 и 8 кицематически связаны с ходовыми винтами соответствующих координат, приводимыми во вращение от двигателей 10 через однооборотные муфты 9 и 10, Перемещения по координатам происходят до совпадения кодов, заданных по программе, с кодами, поступающими на схемы д и 4 сравнения со счетчиков 5 и б,В моменты совпадения кодов ца однооборотцые муфты 9 и 10 от соответствующих схем сравнения поступают команды на останов, После окончания отработки коордцнагных перемещешш по обеим координатам схе ма И 11, соединенная со схемамц 8 и 4сравнения, выдает команду на сверлилыц ю головку 12 для осуществления цикла сверле,ния.Подача инструмента осуществляется прг 25 помощи кулачкового механизма от однооборотной муфты, с которой связан датчик 18 сверлильной головки, вырабатывающий импульс в конце цикла сверлеция. Импульс с датчика 18 поступает на распределитель 14, 30 представляющци собой регистр сдвига с чцс344933 Предмет изобретения тавитель А. Андриано Редактор Н, Спиридонов Корректоры: Г. Запорожец и Е. Михееваклин Заказ 2300/9 Изд.999 Тираж 405 Подписное ЦНИИПИ Комитета по делам изобретений и открытий при Совете Министров СССР Москва, Ж, Раушская наб., д. 4/5Типография, пр. Сапунова, 2 лом состояний, равным количеству одновременно считываемых кадров программы. При поступлении импульса с датчика 13 распределитель 14 подключает ко входам схем 3 н 4 сравнения выходы вводного устройства 2, соответствующие следующему кадру программы.После отработки последнего из введенных кадров происходит протяжка ленты, и описанный выше цикл работы повторяется.В связи с тем, что в предложенной системе протяжка ленты производится один раз за несколько кадров, сокращается время на протяжку и на сверление, вследствие чего повышается производительность станка. Кроме того, за счет сокращения количества протяжек уменьшается связанный с ними износ перфоленты и повышается срок ее службы. Система числового программного управления металлорежущими станками, например, 5 для сверления отверстий в печатных платах,в которой блок ввода программы соединен через блок сравнения с датчиком обратной связи, а со сверлильной головкой соединен датчик конца обработки, отяичигогггаяся тем, 10 что, с целью повышения производительностистанка путем считывания за одну протяжку программоносителя нескольких кадров программы, между датчиком конца обработки и блоком сравнения включен распределитель 15 на и положений, обеспечивающий последовательность отработки кадров.
СмотретьЗаявка
1454092
Е. А. Каганов, Л. Н. Крейнин, В. М. Шапиро, В. А. Широков, А. А. Яншин
МПК / Метки
МПК: B23B 39/24, G05B 19/14
Метки: металлорежушими, программного, станками, числового
Опубликовано: 01.01.1972
Код ссылки
<a href="https://patents.su/2-344933-sistema-chislovogo-programmnogo-upravleniya-metallorezhushimi-stankami.html" target="_blank" rel="follow" title="База патентов СССР">Система числового программного управления металлорежушими станками</a>
Устройство для контроля системы

Номер патента: 404058
Опубликовано: 01.01.1973
МПК: G05B 23/02
Метки: системы
...отключения его при обнаружении неисправности. В согласованном положении 30 следящей системы обе обмотки элсктромаг404058 Г. Лебедев орисова Составнтел Техред Батыгин орректор В. Жолудева 98 Тираж 780ого комитета Совета Министровизобретений и открытий35, Раугнскан наб., д, 4/5 ПодписноеСР Заказ 611/13ЦНИИПИ Изд.сударственг по делам Москва, Жшографня, пр. Сапунова, 2 нитного клапана 7 обтекаются токами, с.1 винутыми по фазе на 180 и со скважностью у=05.При обработке рассогласования системой в одной из оомоток электромагнитного клапана 7 длительность импульса тока увеличивается (скважность возрастает от у = 0,5 до умакс, в другой - уменьшается (скважность изменяется от у = 0,5 до умпп).Принцип работы устройства для контроля заключается в...
Устройство для запуска программного блока

Номер патента: 631872
Опубликовано: 05.11.1978
Авторы: Евтодьев, Шеховцев, Ярочкин
МПК: G05B 19/02
Метки: блока, запуска, программного
...соводинен с другим выводом резистора 11 иодним концом входной обмотки 14 траноформатора б, к другому концу которой через элемент 4 подключен( другой выводэлемента 12. Импульсный трансформатор6 содержит обмотки 7, 14 и дополнительную обмотку 15, один конец которой через элементы 5 соединен соответственнос другими выводами элементов 12, а дру-гой конец - с минусом источника питания13,На чертеже точками отмечены началаобмоток 7, 14, 15 трансформатора 6.Устройство работает следующим образом.35В исходном состоянии программныйблок 10 выключен,При замыкании контакта датчика 1 через обмотку 14 трансформатора 6 протекает ток заряда конденсатора 12 по цепи: плюс источника 13, конОтакт датчика 1, конденсатор 12, элемент4, обмотка 14...
Устройство для отладки программ систем с числовым программным управлением

Номер патента: 1288701
Опубликовано: 07.02.1987
Авторы: Колосов, Нурулин, Туккель
МПК: G06F 11/28
Метки: отладки, программ, программным, систем, управлением, числовым
...выходов ЭВМ 1. Слово состояния релейных выходов блока 1 передается в блок 2 через выход 16 блока 1 и вход 19 блока 2 (фиг. 1) На основе принятого слова и слова состояния модели релейной части станка формируется слово состояния релейных выходов блока 2 (блок 24), которое через выход 17 блока 2 и вход 18 блока 1 (фиг. 1) передается в блок 1 как реакция модели релейной части станка на принятые сигналы управления электроавтоматикой.Если есть запрет движения со стороны модели релейной части станка (блок 35), происходит переход к блоку 36 для выдачи запрета движенияв блок 1, а блок 2 переходит в режим диагностики (блок 37), позволяющий выяснить причину и место останова. В блоке 26 формируется величина реальной координаты Ощ на основе...
Система двухкоординатного программного управления с коррекцией программы

Номер патента: 451059
Опубликовано: 25.11.1974
Автор: Рудов
МПК: G05B 19/16
Метки: двухкоординатного, коррекцией, программного, программы
...блоки считывания 1, 2 и 3, выходные сигналы которых поступают соответственно на детекторы 4 и 5 отклонения, а опорный сигнал через датчики обратной связи 10 и 11 и блоки 12 и 13 ввода коррекции - на вторые входы детекторов 4 и 5 отклонения. При совпадении управляющих и опорных сигналов, т. е. при отсутствии перемещений по программе, сигнал с выходов детекторов отклонения равен нулю, С выходов блоков 6 и 7 управления в этом случае также нет сигналов, и приводы не перемещаются.При появлении сдвига фазы в какой-либо из координат по отношению к опорному сигналу на выходе детектора отклонения соответствующей координаты появляется сигнал, пропорциональный этому сдвигу фаз, и блок управления соответствующей координаты начинает перемещать...
Программный позиционный датчик

Номер патента: 1051607
Опубликовано: 30.10.1983
Авторы: Воробьева, Масальская, Семенов
МПК: H01H 43/00
Метки: датчик, позиционный, программный
...30 и колец 31 с пазами 32 и зубчатым венцом с внутренними зубцами.Между группами 27 установлены разделительные шайбы 33 с выступами 34,располагающимися в пазу 10. Трубка23 установлена на зажимном валике30 17 таким образом, что каждый изупругих элементов 25 взаимодействуетс соответствующим выступом 34. Диски28 и шестерни 30 всех групп 27 иразделительные шайбы 33 закрепленына валу 5 с помощью гайки 35 и фланца 16 насадки 7,На фиг, 2 показаны кулачок 36с роликом 37 и пружиной 38 и толкатель 39 рычажно-кулачкового механизма 4, осуществляющие кинематическуюсвязь пазов 29 дисков 28 с приводными элементами микропереключателей2, а также центрирующие ролики 40с осями 41 задающего механизма 3.Рама поворотного стенда (фиг. 3)45 соединена с...
Предыдущий патент: Мембранный зажимной патронвсесоюзная
Следующий патент: Торцевально-расточный станок
Случайный патент: Приспособление для контроля приведенного среднего диаметра внутренней резьбы