Способ электрошлаковой сварки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
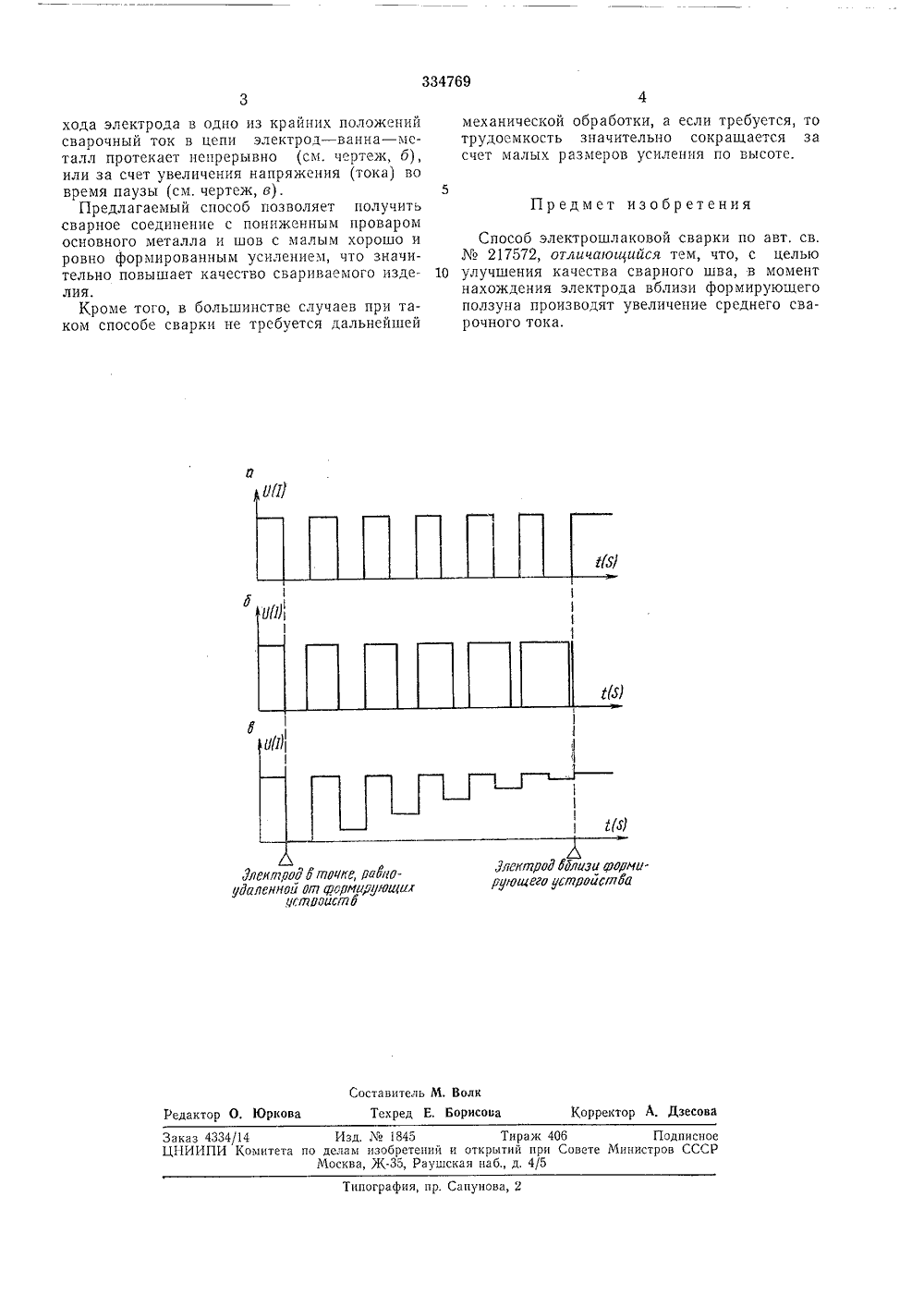
ОПИСАНИЕ ИЗОБРЕТЕН ИЯ К АВТОРСКОМУ СВИДЕ 1 ЕЯЬСТВУСс се Сосетскик Ссдналистическкк РеспубликЗависимое от авт, свидетельства217572 явлено 19,Х.1970 ( 1479527.25-2 1, Кл. В 231 с 25.00 м заявкиприсоединенриоритетпубликовано Комитет по деламмзобретений и открытилри Сосете МинистровСССР УДК 621.91.793(0.Х.1972. Бюллете Дата опубликования описания 13.1,1 Авторы изобретенявите СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАР Изобретение относится к элсктрошлаковой сварке и может быть использовано для возможности осуществления дозированной подачи мощности при электрошлаковой сварке проволочным электродом с колебаниями. При установившемся процессе электрошлаковой сварки количество теплоты, выделяемой в шлаковой ванне, должно быть равно количеству тепла, отдаваемого ванной. Распределение теплоты зависит от режима сварки. При этом наибольшую долю (более двух третей) в тепловом баллансе составляет расход тепла на плавление основного металла, в том числе и на бесполезный теплоотвод в массу основного металла. Для уменьшения величины провара и улучшения качества требуется обеспечение минимального проплавления основного металла, например, при сварке сравнительно тонких пластин с массивными деталями. По авт, св.217572 известен способ электрошлаковой сварки, использующий инерционность шлаковой ванны, Для поддержания необходимой для минимального проплавления сварочных кромок тепловой энергии шлаковой ванны производится заданное по времени, с интервалами, например, 0,5 - 5 сек ее охлаждение за счет плавления непосредственно самого сварочного электрода, непрерывно подаваемого с постоянной скоростью при полном отключении тока на этом электроде в момент охлаждения шлаковой ванны.Однако при реализации этого способа всвязи с уменьшением подачи энергии в зону 5 шлаковой ванны и уменьшением проплавления основного металла ухудшается формирование шва из-за усиленного теплоотвода в зоне водоохлаждаемых ползунов, Чтобы получить качественное сварное соединение, прп- О ходится значительно увеличивать размер усиления. Усиление получается бугристое, и требуется дальнейшая механическая обработка,Предлагаемый способ отличается от известного тем, что для улучшения качества свар ного шва в момент нахождения электродавблизи формирующего ползуна производят увеличение среднего сварочного тока.Предлагаемый способ поясняется чертежом.В каждом из крайних положений электро- О да, т. е. в момент нахождения его вблизи отформируюших ползунов, прекращают периодическое отключение сварочного тока и переходят на постоянное подключение электрода к сварочному трансформатору (см, четреж,а).5 Причем для повышения устойчивости шлакового процесса и более равномерного распределения энергии в зоне сварки этот переход происходит или за счет постепенного увеличения длительности импульса и уменьшения О длительности паузы так, что к моменту под334769 Предмет изобретения у1 3 иип род йпцзи дорна.щюшего сщроися 5 а алеитроа" а щацюе, райоудаленнаа Ощ цариируашит чепгройси ФСоставитель М. Волк Редактор О. Юркова Корректор А. Дзесова Техред Е. Борисова Заказ 4334/14 Изд,1845 Тираж 406 ПодписноеЦНИИПИ Комитета по делам изобретений и открытий при Совете Министров СССРМосква, Ж, Раушская наб д. 4/5 Типография, пр. Сапунова, 2 хода электрода в одно из крайних положений сварочный ток в цепи электрод - ванна - металл протекает непрерывно (см, чертеж, б), или за счет увеличения напряжения (тока) во время паузы (см, чертеж, В).Предлагаемый способ позволяет получить сварное соединение с пониженным проваром основного металла и шов с малым хорошо и ровно формированным усилением, что значительно повышает качество свариваемого изделия.Кроме того, в большинстве случаев при таком способе сварки не требуется дальнейшей механической обработки, а если требуется, то трудоемкость значительно сокращается за счет малых размеров усиления по высоте. Способ электрошлаковой сварки по авт. св,217572, отличаощийся тем, что, с целью 10 улучшения качества сварного шва, в моментнахождения электрода вблизи формирующего ползуна производят увеличение среднего сварочного тока.
СмотретьЗаявка
1479527
Л. А. Искра, А. А. Галигузов, И. И. Сущук Слюсаренко, Г. Г. Андрианов, В. П. Малеваный Институт электросварки Е. О. Патона
МПК / Метки
МПК: B23K 25/00
Метки: сварки, электрошлаковой
Опубликовано: 01.01.1972
Код ссылки
<a href="https://patents.su/2-334769-sposob-ehlektroshlakovojj-svarki.html" target="_blank" rel="follow" title="База патентов СССР">Способ электрошлаковой сварки</a>
Способ электрошлаковой сварки

Номер патента: 274279
Опубликовано: 01.01.1970
Авторы: Егорова, Искра, Макара, Новиков
МПК: B23K 25/00
Метки: сварки, электрошлаковой
...шва.На чертеже приняты условные обозначения: 1 - металлическая ванна, 2 - шлаковая ванна, 3 - закристаллизовавшцйся металл шва, а - ,снарочный зазор, б - толщина металла.Стойкость металла шва против образования горячих трещин при неизменном его химическом составе в основном зависит от формы металлической ванны. С увеличением скорости сварки, т. е. с увеличением скорости, подачи электродов, и следовательно, силы сварочного тока, глубина металлической ванны увеличивается, ухудшается коэффициент формы сварочной ванны и возрастает склонность металла шва к образованию горячих трещии.5 Предлагаемый способ отличается от известных расположением электродов непосредственно у охлаждаемых устройств вне свариваемых кромок, что приводит к...
Способ регулирования глубины пог-ружения электродов b ванну руднотер-мической электропечи

Номер патента: 839076
Опубликовано: 15.06.1981
Авторы: Александров, Капелянов, Овчарук, Попов, Ткач
МПК: H05B 7/148
Метки: ванну, глубины, пог-ружения, руднотер-мической, электродов, электропечи
...партииплавок на печи мощностью 140 кВт боль- З 0ше 36 г пылевидной части коксика наЪ1 м вдуваемого газа задать в ванну неудалось,из-за забивания трубопроводов,Вдувание пылевидного материала менее18 грамм на 1 м газа экономически не оправдано, так как на печи не используются все отсевы кокса, задаваемого с основной шихтой, Этим определены пределывдуваемой смеси газа и пылевидных материалов в обьемном соотношении ее как50-100:1, При выплавке ферросплавовшлаковым процессом электросопротивление.ванны печи в течение плавки меняетсякак в сторону увеличения (выплавка сили45комарганца), так и в сторону уменьшения(выплавка феррохрома). Поэтому подборэлектросопротивления, необходимого дляравномерной и оптимальной посадки электродов в ванне печи,...
Способ импульсной аргонодуговой сварки с шаговым перемещением неплавящихся электродов

Номер патента: 1379036
Опубликовано: 07.03.1988
Авторы: Буренов, Дергалев, Кузьмичев, Ротштейн, Фролов
МПК: B23K 9/16
Метки: аргонодуговой, импульсной, неплавящихся, перемещением, сварки, шаговым, электродов
...электроды 1 и 2 располагаютопод углом 100-200 к горизонтальнойплоскости. 11 оперечные электроды 1 и 2не участвуют в создании необходимойглубины проплавления и предназначеныдля создания формы сварного шва торцового соединения без натекания металла на наружные кромки. 11 ределы угла наклона поперечных электродов выбраны из следующих соображений. 11 риоугле наклона менее 100 изменениеФормы шва не наблюдается. 11 ри углеонаклона более 200 затрудняется переплавление кромок вблизи сварногошва, полученного центральным электородом 3. Угол наклона 135-200 рекомендуется для толщин кромок менеео3 мм, а 100-150 - для толщин кромок более 3 ммВ зависимости от величины угланаклона и толщины свариваемой кромки для улучшения оплавления...
Способ соединения контактной сваркой деталей из разнородных металлов внахлестку

Номер патента: 1815073
Опубликовано: 15.05.1993
Автор: Наумов
МПК: B23K 11/14
Метки: внахлестку, контактной, металлов, разнородных, сваркой, соединения
...Рэ и нагреваются, После выдержки под током происходит быстрая осадка вкладыша, при которой образуется "сварная заклепка" 7.П р и м е р ы (выполнение способа). 1.На рабочую поверхность электрода диаметром 30 мм машины для точечной сварки типа МТ-.1210 устанавливают арматурный стержень Я 6 мм А-Ш. На него "внахлест" накладывают пластину толщиной 0,8 мм из нержавеющей стали марки 10 х 14 АГ 35 с просверленным отверстием Яб мм. Центр отверстия должен совпадать с продольной осью стержня, В отверстие поперек стержня вставляют вкладыш, нарубленный иэ арматурного стержня Я 6 мм А-Ш. Вкладыш представляет собой усеченную цилиндрическую заготовку (с трапецией в продольном сечении), Длина меньшего и большего оснований трапеции равна...
Прибор для отбора проб жидкого металла из сталеплавильной ванны

Номер патента: 106258
Опубликовано: 01.01.1957
Метки: ванны, жидкого, металла, отбора, прибор, проб, сталеплавильной
...трубка 3 снабжается приемником 4 металла.Приемник металла (фиг. 2) выполнен в виде кварцевой трубки 5, помещенной внутри защитной металлической трубы 6, которая укрепляется в пробоотборной трубке 3. Одно из оверстий кварцевоЙ трубки 5 открыто и служит для отвода воздуха из трубки, Другое входное отверстие закрыто алюмнпиевои пробкой 7, предотвращающей проникновение металла в трубку до расплавления алюминия.Отбор проб предлагаемым прибором осуществляется следующим образом. Труба 1 с приемниками металла погружается в ванну, прн. чем в момент продвижения прибора сквозь ш,а конь Й спок входные от Л" 106258верстия приемников закрыты алюминиевыми пробками 7 После установки прибора в ванне через 30 - 50 сск.) алюминиевые пробки...
Предыдущий патент: Способ диффузионной сварки металла с керамикой
Следующий патент: Устройство для базирования и вращения изделий в форме кольца
Случайный патент: Способ прямой магнитной записи-воспроизведения