Способ изготовления колец
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
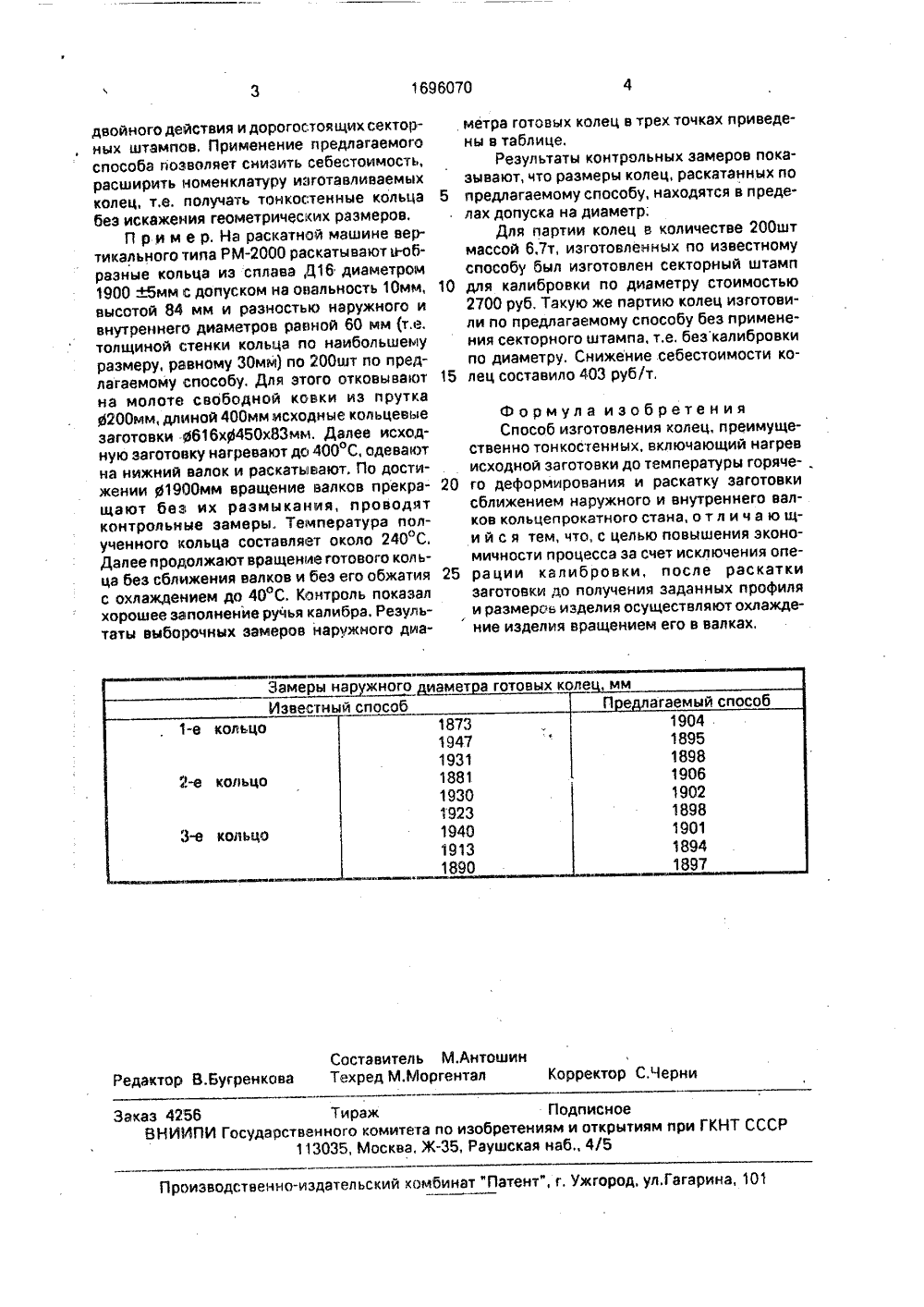
(56) Производствоностроительных дН ИИинформтяжма 45Метляков, В.А афаточных заготово талей прокатко ш. 1968, с. 184 - 1 и. - М.;85 Изобретен и таллов давление готовления преимущественЦелью изоб ние экономично чения операцииСпособ осу, про- обжаГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИПРИ ГКНТ СССР(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ (57) Изобретение относится к обработке металлов давлением, в частности к способам изготовления кольцевых заготовок, преимущественно тонкостенных. Целью изобретее относится к обработке мем, а именно к способам иэкольцевых заготовок, но тонкостенных.ретения является повышести процесса за счетисклюкалибровки.ществляют следующим обраКольцевую заготовку нагревают до температуры горячего пластического деформирования, Устанавливают на кольцераскатный стан и.осуществляют раскатку заготовки путем сближения наружного и внутреннего валков. В процессе раскатки получают заготовку с диаметром и профилем заданных размеров.После этого, не снимая с валков должают вращать заготовку, но беэ ее 1 б 9 б 07 О А 1 ния является повышение экономичности процесса за счет исключения операции калибровки. Нагретую кольцевую заготовку помещают в кольцепрокатный стан. При сближении наружного и внутреннего валков заготовку раскатывают до получения требу-. емых размеров, Затем продолжают раскатку заготовки без сближения валков и без изменения ее размеров, Заготовка при этом остывает, восстанавливается прочность изделия. Способ позволяет раскатывать тонкостенные кольца с наружным диаметром более 1 м, при этом не требуется дополнительная операция калибровки раскатанных колец. 1 табл. тия, охлаждая до восстановления прочно- ь стных свойств, После охлаждения и приоб, ретения кол ьцом и рочностн ых свойств 0 раскатку прекращают, готовое кольцо, сохранившее свою форму, которая в результате упрочнения кольца при охлаждении остается неизменной после прекращения 4 процесса, снимают с инструмента и отправ- О ляют на дальнейшую обработку, Способ приемлем для мелкосерийного и серийного производства колец, преимущественно тон- а костенных, диаметром более метра, которые при обычной раскатке или провисают в деформирующем инструменте, приобретая яйцевидную форму, или теряют ее при снятии с инструмента и транспортировке. Все это приводит к тому, что требуется дополнительная операция правки по диаметру с применением гидравлических прессов1696070 Замеры наружного Известный способ 1-е кольцо-е кольцо Составитель М.Антошиндактор В.Бугренкова Техред М.Моргентал Корректор С,Че аказ 4256 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям 113035, Москва, Ж, Раушская наб., 4/5 КНТ СССР роизводственно-издательский комбинат "Патент", г. ужгород, ул.Гагарина, 10 двойного действия и дорогостоящих секторных штампов, Применение предлагаемого способа позволяет снизить себестоимость, расширить номенклатуру изготавливаемых колец, т,е. получать тонкостенные кольца беэ искажения геометрических размеров.П р и м е р, На раскатной машине вертикального типа РМраскатывают о-образные кольца из сплава Д 16 диаметром 1900 +5 мм с допуском на овальность 10 мм, высотой 84 мм и разностьк) наружного и внутреннего диаметров равной 60 мм (т,е, толщиной стенки кольца по наибольшему размеру, равному 30 мм) по 200 шт по предлагаемому способу. Для этого отковывают на молоте свободной ковки иэ прутка у 200 мм, длиной 400 мм исходные кольцевые заготовки 6616 хф 450 х 83 мм. Далее исходную заготовку нагревают до 400 С, одевают на нижний валок и раскатывают. По достижении ф 1900 мм вращение валков прекращают без их размыкания, проводят контрольные замеры. Температура полученного кольца составляет около 240"С, Далее продолжают вращение готового кол ьца без сближения валков и без его обжатия с охлаждением до 40 С. Контроль показал хорошее заполнение ручья калибра, Результаты выборочных замеров наружного диаметра готовых колец в трех точках приведены в таблице.Результаты контрольных замеров показывают, что размеры колец, раскатанных по 5 предлагаемому способу, находятся в пределах допуска на диаметр;Для партии колец в количестве 200 штмассой 6,7 т, изготовленных по известному способу был изготовлен секторный штамп 10 для калибровки по диаметру стоимостью2700 руб, Такую же партию колец изготовили по предлагаемому способу без применения секторного штампа, т,е, беэкалибровки по диаметру. Снижение себестоимости ко лец составило 403 руб/т,Формула изобретения Способ изготовления колец, преимущественно тонкостенных, включающий нагрев исходной заготовки до температуры горяче- .20 го деформирования и раскатку заготовкисближением наружного и внутреннего валков кольцепрокатного стана, о т л и ч а ю щи й с я тем, что, с целью повышения экономичности процесса эа счет исключения опе рации калибровки, после раскаткизаготовки до получения заданных профиля и размеров иэделия осуществляют охлаждение изделия вращением его в валках.
СмотретьЗаявка
4656337, 01.03.1989
ПРЕДПРИЯТИЕ ПЯ М-5481, ПРЕДПРИЯТИЕ ПЯ Х-5539
НУРЕЕВ РАФАЭЛЬ МУХАМЕДОВИЧ, МЕТЛЯКОВ ВИКТОР ПИМЕНОВИЧ, АРАФАЛОВ ВАСИЛИЙ АФАНАСЬЕВИЧ, ЯКИМОВ СЕРГЕЙ ЕПИФАНОВИЧ
МПК / Метки
МПК: B21H 1/06
Метки: колец
Опубликовано: 07.12.1991
Код ссылки
<a href="https://patents.su/2-1696070-sposob-izgotovleniya-kolec.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления колец</a>
Устройство для установки заданного размера заготовки

Номер патента: 503655
Опубликовано: 25.02.1976
Авторы: Авдеев, Мищенко, Пащенко
МПК: B23D 33/10
Метки: заготовки, заданного, размера, установки
...3, В траверсе установлены разъемная гайкв 4, внутри которой находится винт 5 механизма передвижения, и механизм фиксации положения упора, Механизм фиксации б состоит из двух цилиндрических стержней6, установленных в опорах 7, выполненных нв корпусах упоров, На одном конце каждого стержня закреплен маховик 8, а второй конец через соединительную муфту 9 связан со стержнем 10, ввинченным в соответствукапую половину разъемной гайки, На стержне 6 выполнены участки с левой и правой резьбой, на которых смонтированы сухари 1 1, За ножницами установлено несколько таких упоров, имеющих один винтовой механизм передвижения.Устройство работает следующим образом.Врвшвя маховички в соответствующемнаправлении, раздвигают сухари, освобождая тем самым...
Способ изготовления кольцевыхдеталей c профилированнойнаружной поверхностью

Номер патента: 801945
Опубликовано: 07.02.1981
Авторы: Агасьянц, Баранов, Дризин, Малявкин
МПК: B21H 1/06
Метки: кольцевыхдеталей, поверхностью, профилированнойнаружной
...по впадинам зубчатого колеса 154,5 мм, ширина заготовки равна ширине готовой детали 60 мм, авнутренний диаметр заготовки вычисляется по следующей зависимости13 р 1 р 2 уХЬн.Заг = хоть над срприменяются большими, при раскаткедеталей шириной более 60 мм - меньшими.На фиг. 1 изображена схема начала раскатки; на фиг. 2 - крайнее левое положение валка при его колебании; на фиг. 3 - крайнее правое положение валка.Заготовку 1 устанавливают в матрицу 2 и подводят к ней раскатной валок3. Валок вдавливают в заготовку, приэтом ось валка параллельна оси заготовки (фиг. 1). Вращение валка и за,готовке передается за счет вращенияматрицы, После этого включают колебания раскатного валка за счет принудительного возвратно-поступательного...
Устройство автоматического контроля размеров изделия в процессе ковки на прессах

Номер патента: 778887
Опубликовано: 15.11.1980
Авторы: Гусев, Левашов, Нистратов, Прозоров
МПК: B21J 5/00
Метки: изделия, ковки, прессах, процессе, размеров
...21 находитсяна той же отметке, как при установкенуля.Измерение параметроваего кольца производится о Измерение толщины стенки Ь. Боек пресса опускается на кольцо 20. Пе= реключатель узла 14 режима измерения устайавливается в положение Ь. При этом на вход сумматора 13 поступает информация в виде набора электрических сигналов, соответствующйх"велйчине Ь, с блока 12 преобразования датчика 1, а также информация с пере ключателей установки нуля Ь узла 15 в виде набора электрических сигналов, соответствующих величине Ьо . Сумматор 13 реализует алгоритм Ь = (, + Ьо и результат суммирования также вф виде йаббра электрических сигналов,соответствующих Ь, выдает на блок преобразования двоично-десятичногокода в десятичный код и с блока 18на...
Контактный пневматический прибор для контроля линейных размеров деталей в процессе обработки

Номер патента: 377614
Опубликовано: 01.01.1973
МПК: G01B 13/08
Метки: контактный, линейных, пневматический, прибор, процессе, размеров
...диаметра отверстия. Принцип действия обоих приборов 15 одинаков.Контактный пневматический прибор дляконтроля линейных размеров деталей в процессе обработками (фиг. 1) состоит из измерительного рычага 1, подвешенного на плоских 23 пружинах 2, пружины 3, создающей измерительное усилие, измерительного сопла 4 и компенсационного сопла 5, пневмоэлектрического дифференциального датчика б, с камерой 7 которого соединены сопла 4 и 5, коррек: тирующего рычага 8, подвешенного на плоских пруиинах 9, пружинны 10, создающей измерительное усилие, корректирующего сопла 11, соединенного с каналом питания Р=сопз 1 и через запорный кран 12 с камерой 13 датчп- ЗЭ ка б. Измерительный рычаг 1 контактирует с377614 Фиг. 1 внутренней обрабатываемой...
Устройство для определения формы и размеров заготовки для вытяжки деталей сложной формы

Номер патента: 1738430
Опубликовано: 07.06.1992
Авторы: Коваленко, Слоневский, Стеблюк, Сушко
МПК: B21D 22/20
Метки: вытяжки, заготовки, размеров, сложной, формы
...выравнивания. уровня вязкой жидкости в упомянутом зазоре до начала выдавливания последней взазор между прижимом и рабочей плоскостью матрицы. Цель изобретения - уменьшение поПоставленная цель достигается тем, чтов известном устройстве, содержащем мат 30 35 разующей боковой поверхности 3 закреплен на месте установки винтом 12; составной элемент пуансона с криволинейной образующей боковой поверхности 4 соединен с прикимом 5 винтом 13, Базирование, составных элементов пуансона относительно матрицы осуществляют при помощи штифтов. 1 з.п. ф-лы, 3 ил.1738430 5 6координатной сеткой 6 и, установленный ределения формы и размеров заготовки длянад рабочей плоскостью матрицы 1 с заза- вытяжки коробчатой детали прямоугольнойрам 7,равным зазору...
Предыдущий патент: Инструмент для раскатки колец
Следующий патент: Устройство для калибрования профильных канавок на заготовках
Случайный патент: Затвор