Способ изготовления полуфабрикатов из никелевых и медно никелевых сплавов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
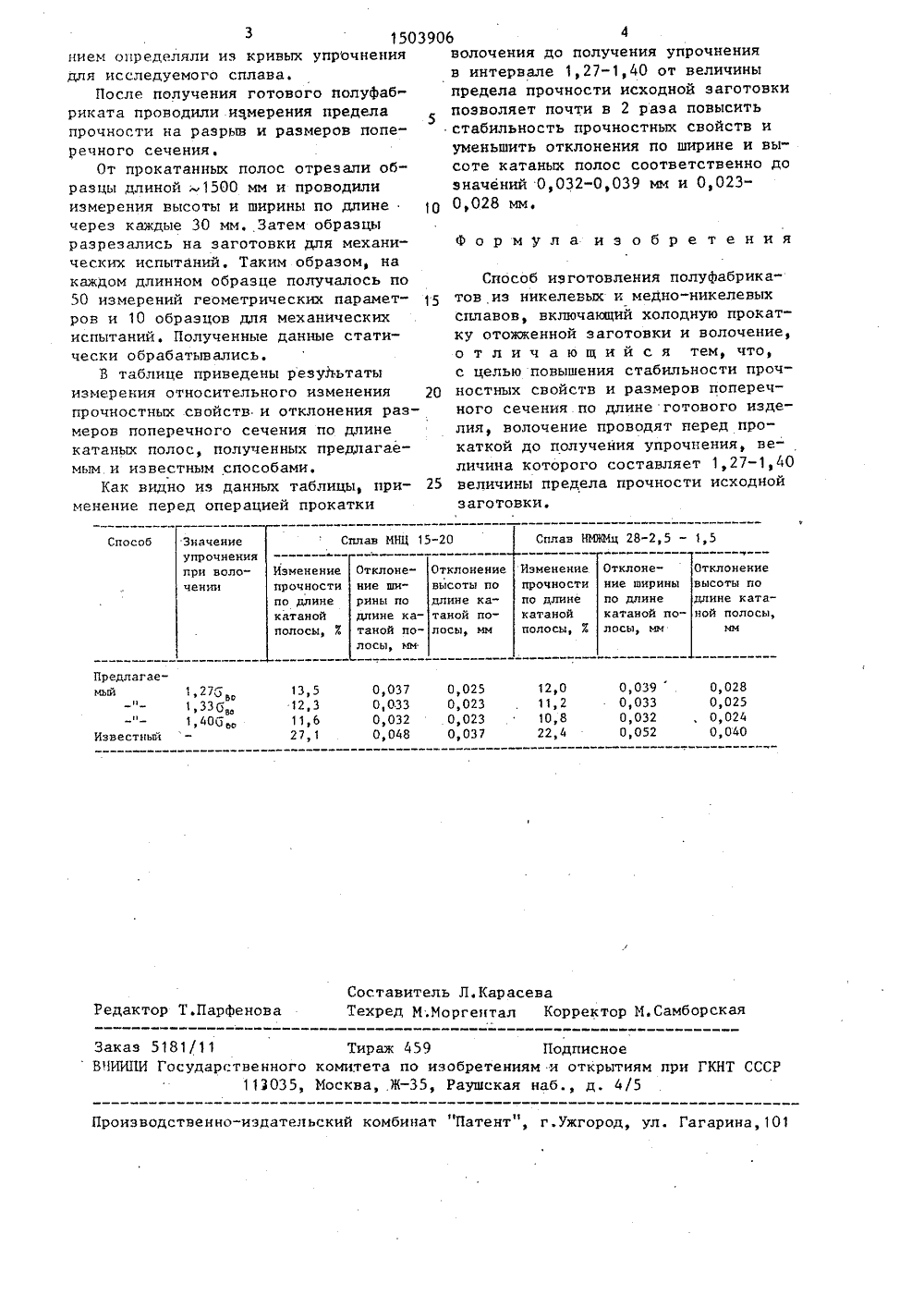
(21) 4239494/ (22) 04,05,87 (46) 30.08.89 (71) Государс вательский, п Ф 3 енныи аучно-иссл ктный и конструктори обработкиоцветметобракии институт авов.идр олщин и разно с лоднои технологияелябинск: Разработка т логии произ фасонных проф1981, Р 4, с ильбе1 ЖМц производмелких Изобретение отн ству полуфабрикато профилей, прутков, никелевыхи меднотс виде оло ент икелевых лав посредством хол но- и многоклет окатки, Целью изобре ния являе прочностн чного сеч я повыше свойств ние стабильности размеров попердлине готовогоПример,был осуществлен я по зделия.Предлагаем при произв й способ дстве ка ГОСУДАРСТВЕННЫЙ НОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТНРЬГГИЯМПРИ ГКНТ СССР цветных металлов Гипрботка"(56) Федосеенко А,С.,Уменьшение периодическности листа в условияхпрокатки. - Сб. Теорияпрокатки, 1972, Р 102,ЧПИ, с. 32.Шевакин Ю.Ф, и др,дства прецизионныхей, - Цветные металл1-82. ной прокатки на одых станах продольной 1,1 В 21 В 3/00, С 22 Е(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ ИЗ НИКЕЛЕВЫХ И МЕДНО-НИКЕЛЕВЫХСПЛАВОВ(57) Изобретение относится к способамизготовления полуфабрикатов из никелевых и медно-никелевых сплавов, Цельизобретения - повышение стабильностипрочностных свойств и размеров поперечного сечения по длине готового изделия. Способ заключается в проведении перед операцией холодной прокатки волочения до получения упрочнения,величина которого составляет 1,271,40 величины предела прочности исходной заготовки. Способ опробованпри производстве катаных полос изсплавов нейзильбер НМЦ 15-20 и монель-металл НМЖМц 28-2,5-1,5. Применение предлагаемого способа позволяетповысить стабильность прочностныхсвойств почти в 2 раза и уменьшитьотклонения по ширине и высоте полосысоответственно до значений 0,0320,039 мм и 0,023-0,028 мм. 1 табл. таных полос из сплавов неиз Р НМЦ 15-20 и монель-металл Н 128-2,5-1,5 еХолодной прокатке подвергали круглые заготовки диаметром 3 мм, причем относительное обжатие при прокатке составляло ЗОБ, При этом исходные заготовки для прокатки были получены с различной величиной упрочнения посредством предварительного волочения отожженной заготовки. Величину требуемого обжатия при волочении и исходный диаметр проволоки перед волочеФормула изобретения Сплав НМЖМц 28-2,5 - 1,5 Сплав МНЦ 15-20 Способ Значениеупрочнени при воло- чении Иэменение прочности Отклонениевысоты по клонени соты но клонее ширины Отклонение ширины подлине катакой полосы, мм вменение рочности о длине атаной олосы, Б длине катаой полосы,о и по длин катаной полосы,длине ка аной по таной полосы,лосы, мм ПредлапаеМый 0,02 0,02 0039 0,033 0,032 0,052 0,025 0,023 0,023 0,037 0,037 0,033 0,0320,048 13,5 12,3 11,6 27,1 1, 271,330,11 эвестныи1 О,22,Составитель Л.КарасеваТ.Парфенова Техред М.Моргентал Корректор М.Самборская дак Заказ 5181/ В 1 ИИПИ Госу 9 Тиражвенного комитета113035, Москва,Подписноеениям -и открытиям при ГКНТ Ская наб., д. 4/5 иэобр 5, Раушроиэводственно-издательский комбинат "Патент", г.ужгород, ул. Гагарина,10 3150 нием определяли ич кривых упрбчнения для исследуемого сплава.После получения готового полуфабриката проводили измерения предела прочности на разрыв и размеров поперечного сечения.От прокатанных полос отрезали образцы длиной; 1500 мм и проводили измерения высоты и ширины по длине через каждые 30 мм, Затем образцы раэрезались на заготовки для механических испытаний. Таким образом, на каждом длинном образце получалось по 50 измерений геометрических параметров и 10 образцов для механических испытаний, Полученные данные статически обрабатывались,В таблице приведены результаты измерения относительного изменения прочностных свойств и отклонения размеров поперечного сечения по длине катаных полос, полученных предлагаемым.и известным способами.Как видно из данных таблицы, применение перед операцией прокатки 3906 4волочения до получения упрочненияв интервале 1,27-1,40 от величиныпредела прочности исходной заготовкипозволяет почти в 2 раза повыситьстабильность прочностных свойств иуменьшить отклонения по ширине и высоте катаных полос соответственно дозначений 0,032-0,039 мм и 0,023" О Ое 028 мм Способ изготовления полуфабрикатов из никелевых и медно-никелевыхсплавов, включающий холодную прокатку отожженной заготовки и волочение,о т л и ч а ю щ и й с я тем, что,с целью повышения стабильности проч 20 ностных свойств и размеров поперечного сечения по длине готового изделия, волочение проводят перед прокаткой до получения упрочнения, величина которого составляет 1,27-1,4025 величины предела прочности исходнойзаготовки,
СмотретьЗаявка
4239494, 04.05.1987
ГОСУДАРСТВЕННЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ, ПРОЕКТНЫЙ И КОНСТРУКТОРСКИЙ ИНСТИТУТ СПЛАВОВ И ОБРАБОТКИ ЦВЕТНЫХ МЕТАЛЛОВ "ГИПРОЦВЕТМЕТОБРАБОТКА"
ХАЗОВ ЛЕВ АНДРЕЕВИЧ, РЫТИКОВ АЛЕКСАНДР МИХАЙЛОВИЧ, БУЛАНОВ АНАТОЛИЙ ВАСИЛЬЕВИЧ, ЛЕЙКИН ДАВИД МЕЕРОВИЧ, БИЛОБЛОВСКАЯ ЛИДИЯ ГЕОРГИЕВНА, МОРОЗОВА ИРИНА ПАВЛОВНА
МПК / Метки
Метки: медно, никелевых, полуфабрикатов, сплавов
Опубликовано: 30.08.1989
Код ссылки
<a href="https://patents.su/2-1503906-sposob-izgotovleniya-polufabrikatov-iz-nikelevykh-i-medno-nikelevykh-splavov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления полуфабрикатов из никелевых и медно никелевых сплавов</a>
Устройство отмера длины заготовки

Номер патента: 531727
Опубликовано: 15.10.1976
Авторы: Губин, Мазалев, Серков
МПК: B27B 27/10
Метки: длины, заготовки, отмера
...включает раму 1, механическую передачу 2, вал 3 с упорами 4, 5 и 6, цилиндр 7 с храповым зубом 8, крепленный на раме и элементом, выполненнь Упоры помещены на в5 фиксаторами 12. На ва 13, по которой произво ров при отмере длины 6 установлены на валу другу а величина ходО такова, что при выдви полный ход вал повора Устройство работает следующим образом.Для опускания, например, упора 6 рабочее 15 тело подается в поршневую полость цилиндров 7 и 10. Шток цилиндра 7 выдвигается и через храповой зуб 8 приводит в движение механическую передачу 2, которая поворачивает вал 3, при этом упор 5 опускается. В то 20 же время цилиндр 10 через рычаг 9 прижимает зуб 8 к цепи передачи 2. Для подъема упора 5 рабочее тело подается в штоковую...
Устройство коррекции мерной длины заготовки

Номер патента: 1438915
Опубликовано: 23.11.1988
Авторы: Антошин, Гаранькин, Зибрина, Сайкович
МПК: B22D 11/16
Метки: длины, заготовки, коррекции, мерной
...который включает схему 6 управления машиной газовой резки.Отрезанная вторая заготовка поступает на участок отводящих рольгангов.Как только передний конец сляба достигает первого датчика 7, состояние 45первого входа схема 9 управления изменяется иэ "0" в "1". Наличие потенциалов логических единиц на первом и третьем входах схемы 9 управления приводит к срабатыванию первой схемы И 21 и, так как на выходе второго КБ-.триггера 30 сигнал высокого уровня, то на первом выходе схемы 9 управления формируется второй схемой И 22 потенциал логической единицы. Кроме того, перепад напряжений с выхода первой схемы И 21 вызывает Формирования первым генератором 23 одиночных импульсов импульса, который 1 гчерез второй инвертор 24 переключает первый КБ -...
Узел валков универсальной клети для прокатки полос переменного сечения

Номер патента: 441049
Опубликовано: 30.08.1974
Авторы: Козлитин, Маслов, Меерович, Сиушев
МПК: B21B 13/12
Метки: валков, клети, переменного, полос, прокатки, сечения, узел, универсальной
...петли или обрыва полосы между вертикальными и горизонтальными валками прокатка полосы после ве 5 задачи в горизонтальные валки мо жет осуществляться вертикальнымивалками, как холостыми, за счет натяжения полосы со стороны горизонтальных валков, поскольку храповые механизмы дают возможность бандажам вертикальных валков вращаться с обгоном их осей. Для зтого катающий диаметр бандажей вертикальных валков выбирается таким, чтобы при вращении от привода окружная их скорость была равна или несколько меньше минимальной скорости входа полосы в горизонтальные валки.Для повышения производительности на валках могут быть нарезаны ручьи, содержащие несколько периодов, каждый из которых равен длине одной заготовки.ПРЕДМЕТ ИЗОБРЕТЕНИЯУзел...
Устройство для прокатки полос переменного сечения

Номер патента: 596308
Опубликовано: 05.03.1978
Авторы: Вавилов, Гарькавый, Изотов, Крупеник, Чабан, Щекин
МПК: B21B 31/12
Метки: переменного, полос, прокатки, сечения
...независимого от горизонтальныхвалков вращения,Вертютальные валки 4 снабжены шеотеренной клетью 5, приводом, выполненнымот прижимных роликов 6 через системузубчатых передач 7. Ролики 6 смонтированы между горизонтальными 1 и вертикальными 4 валками. В приводе вертикальных млков установлен маховик 8, амежду маховиком и роликамн 6 расположена обгонная муфта,9. Ролики 6 постоянно прижимаются к прокатываемой полосе 10 пружинами 11.Устройство работает следуюшим образом.Полоса 10 после прокатки в горизонталь- ных валках 1 приобретает переменное сече ние на участках 12, где образуется местное УШИРЕНЙЕе И ВЫХОДИТ В РОЛИКИ бе ПРИ ЭТОМ мощность от полосы 10 роликами 6 переда ется посредством зубчатых передач 7, муфты 5 9 и маховика 8 вертикальным...
Способ получения полосы периодического сечения

Номер патента: 856604
Опубликовано: 23.08.1981
Автор: Шаповал
МПК: B21C 1/00
Метки: периодического, полосы, сечения
...1 всегда в одном и том же месте - в калибрующей части волоки 2, так о как в калибрующен части металл заготовки на. ходится в объемном напряженном состоянии а условие пластичности для металла, пребывающего в этой части, записывается в виде11 = 8- 1 М15 где Бпродольное растятивающее напряжение, равное на выходе изволоки напряжению волочения;б. - . радиальное сжимающее напряжение; 20БВ - истинный предел текучести металла,Для металла, вышедшего из калибрунщей части волоки, условие пластического течения следующее 255 = 5Таким образом, пластическое течение метал. ла в калибруюшей части волоки происходит при более низких значештях продольного напрякения о, и зарождениешайки на заготовке всегда происходит в калибрующей части на вы. ходе из...
Предыдущий патент: Способ прокатки полос
Следующий патент: Прокатный стан
Случайный патент: Rc генератор синусоидальных колебаний