Система программного управления металлорежущими станками
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 144363
Авторы: Бараб-Тарле, Рашкович, Сойфер, Срибнер, Тростановский, Шраго
Текст
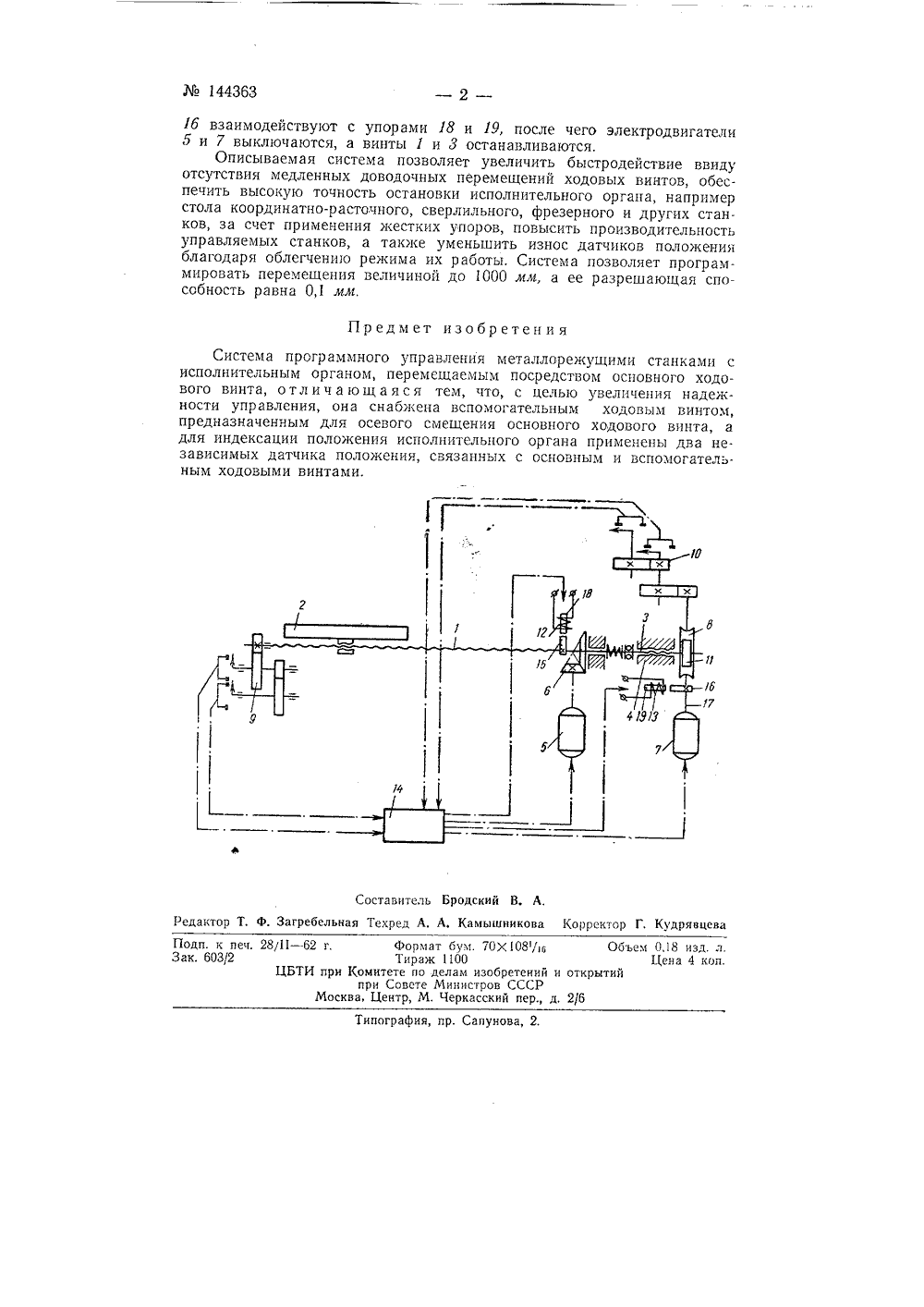
Эй 144363 Класс 49 Ь, 59СССРК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ 11 одписная группа Л 0 212 Б. А. Тростановский, Л, К. Шраго, Л, А. Срибнер, М, Е. Бараб-Тарле,М, П, Ращкович и Р, Д, Сойфер СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ МЕТАЛЛОРЕЖУЩИМИ СТАНКАМИЗаявлено 23 января 1961 г. за Уе 694594,25 в Комитет по делам изобретений и открытий при Совете Министров СССРОпубликовано в Бюллетене изобретений М 2 за 1962 г,Известны системы программного управления металлорежущими станками с исполнительным органом, перемещаемым посредством основного ходового винта. Однако такие системы недостаточно надежны.Описываемая система для увеличения надежности управления снабжена вспомогательным ходовым винтом, предназначенным для осевого смещения основного ходового винта. Для индексации положения исполнительного органа применены два независимых датчика положения, связанных с основным и вспомогательным ходовыми винтами, На чертеже изображена схема системы. Система программного управления металлорежущими станками состоит из основного ходового винта 1, перемещающего исполнительный орган 2, вспомогательного ходового винта 3, предназначенного для осевого смещения винта 1 и взаимодействующего со станиной 4 станка, электродвигателя 6, вращающего через коническую передачу 6 винт 1, электродвигателя 7, приводящего через червячную передачу 8 винт 3, двухразрядных датчиков 9 и 10 положения, контролирующих количество оборотов винта 1 и червяка 11 передачи 8, электромагнитов 12 и 13, а также узла 14 управления, имеющего две схемы совпадения.Программа в закодированном виде вводится в узел 14 управления, в результате чего начинают вращаться ходовые винты 1 и 3. Вращение винтов 1 и 3 продолжается до тех пор, пока в узел 14 управления не поступятот датчиков 9 и 10 сигналы совпадения, причем сигналы подаются в тот момент, когда вращающиеся упоры 15 и 16, установленные на винте 1 и на червячном валу 17, находятся над упорами 18 и 19, В момент подачи сигналов включаются электромагниты 12 и 3, выдвигающие упоры 18 и 19, что вызывает реверсированпе электродвигателей 6 и 7, При вращении в обратную сторону винтов 1 и 3 упоры 15 и144363 1 б взаимодействуют с упорами 18 и 19, после чего электродвигатели 5 и 7 выключаются, а винты 1 и 3 останавливаются,Описываемая система позволяет увеличить быстродействие ввиду отсутствия медленных доводочных перемещений ходовых винтов, обеспечить высокую точность остановки исполнительного органа, например стола координатно-расточного, сверлильного, фрезерного и других станков, за счет применения жестких упоров, повысить производительность управляемых станков, а также уменьшить износ датчиков положения благодаря облегчению режима их работы, Система позволяет программировать перемещения величиной до 1000 млю, а ее разрешающая способность равна 0,1 мм,Предмет изобретения/11 - 62 г. ЦБТИ пр ФорматТиражомитете по дпри Совете Ма, Центр, М. ткры 2 ос Типография, пр. Сапунова, 2 Система программного управления металлорежущими станками с исполнительным органом, перемещаемым посредством основного ходового винта, отличающаяся тем, что, с целью увеличения надежности управления, она снабжена вспомогательным ходовым винтом, предназначенным для осевого смещения основного ходового винта, а для индексации положения исполнительного органа применены два независимых датчика положения, связанных с основным и вспомогательным ходовыми винтами.
СмотретьЗаявка
694594, 23.01.1961
Бараб-Тарле М. Е, Рашкович М. П, Сойфер Р. Д, Срибнер Л. А, Тростановский Б. А, Шраго Л. К
МПК / Метки
МПК: B23Q 15/00
Метки: металлорежущими, программного, станками
Опубликовано: 01.01.1962
Код ссылки
<a href="https://patents.su/2-144363-sistema-programmnogo-upravleniya-metallorezhushhimi-stankami.html" target="_blank" rel="follow" title="База патентов СССР">Система программного управления металлорежущими станками</a>
Устройство программного управления положением исполнительного органа металлорежущего станка

Номер патента: 699491
Опубликовано: 25.11.1979
Автор: Козинов
МПК: G05B 11/01
Метки: исполнительного, металлорежущего, органа, положением, программного, станка
...19 поперечного хода устаЗоновлен в гнезде поперечного винта иштоком закреплен в гнезде маточной гайки поперечного хода.Устройство работает сдедуюшим образом,При вкл 1 очении шпинделя станка включается насос .20 гидравлики. При этом, давление через фильтры очистки. 21 и 22поступает в золотниковый электропереклю 40чатель 23 цилиндра 19 и далее на сливпо трубопроводу 24.Кроме того, по трубопроводу 25давление поступает в цилиндр 18, в штоковую полость 8. При этом продольный45стол передвигается подводя делительныйшаблон 12 к фланцу 16, который упирвется в первую ступень шаблона 12.Золотник датчика 6 перемешается,уменьшая размер шелевого канала датчика.В цилиндре 18 уравновешивается давление. Жидкость через жиклер 26 поршня поступает в...
Устройство для программного управления металлорежущими станками

Номер патента: 172174
Опубликовано: 01.01.1965
Авторы: Варакса, Железн, Стельман
МПК: G05B 19/00
Метки: металлорежущими, программного, станками
...станками с бо чеством рабочих органов с приме пульсных датчиков обратной связ гчеесл тем, что, с целью уменьше количества датчиков обратной св шеция точности их работы, с раб нами связаны только задающие общий для всех рабочих органов ватной связи выполнен в виде дву. положенных сельсинов-приемнико из которых (основном) закреплен мер, с отверстиями, а ца другом тельном) - соответственно диск ментом. одггисная гругггга Ло 212 1В известных устройствах программного управления станками с импульсными датчиками обратной связи и с большим количеством рабочих органов с каждым рабочим органом связан свой датчик.Описываемое устройство отличается от известных тем, что с рабочими органами станка связаны только задающие сельсины, а общий для всех...
Способ контроля точности взаимного положения и направления перемещения основных узлов металлорежущих станков

Номер патента: 405257
Опубликовано: 15.01.1983
Автор: Салов
МПК: B23B 25/00
Метки: взаимного, металлорежущих, направления, основных, перемещения, положения, станков, точности, узлов
...в одной плоскости, перпендикулярной оси контрольной оправки 2, в двух взаимно перпендикулярных направлениях измерения, в горизонтальном и вертикальном. Попарно соосные датчики соединены с двумя дифференциальными приборами 3, которые позволяют определить точку, лежащую на оси вращения шпинделя.Контроль взаимного положения и направления перемещения узлов станка осуществляется по показаниям отсчет405257 3ных приборов при перемещении узла с щения основных узлов металлорежущих контрольно устройством в направлениИ станков посредством закрепленной в оси шпинделя. шпинделе контрольной оправки и приспоКонтроль с помощью восьми датчиков, соблений с измерительными приборами расположенных в двух плоскостях, про- о т л и ч а ю щ и й с я тем, что,...
Способ контроля точности взаимного положения и направления перемещения основных узлов металлорежущих станков

Номер патента: 745095
Опубликовано: 30.05.1983
Автор: Салов
МПК: B23B 25/00
Метки: взаимного, металлорежущих, направления, основных, перемещения, положения, станков, точности, узлов
...шпинделя; 35и - скорость вращения шпинделя.оСоставитель В, ПлатоновТехреа М.Гергель Корректор А. Повх Редактор Л. Утехина Заказ 6651/3Тираж 1106 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035 Москва, Ж 35, Раушская наб., д. 4/5филиал ППП "Патент, г. Ужгород, ул, Проектная, 4 С увеличением скорости вращения шпинделя. за счет влияния инерционнос 40 ти уменьшается чувствительность изме-, рительных приборов к быстро изменявшимся величинам. При определенных соогношейиях скорости вращения шпинделя в инерционности или соответственно45 чаСтоты вращения шпинделя и собственной 5 2частоты измерительных приборов радиальные погрешности перестают практически отслеживаться измерительными при-,борами,В...
Способ контроля точности взаимного положения и направления перемещения основных узлов металлорежущих станков
Номер патента: 1302549
Опубликовано: 27.04.1997
Автор: Салов
МПК: B23B 25/06
Метки: взаимного, металлорежущих, направления, основных, перемещения, положения, станков, точности, узлов
1. Способ контроля точности взаимного положения и направления перемещения основных узлов металлорежущих станков по авт. св. N 405257, отличающийся тем, что, с целью повышения точности контроля неперпендикулярности осей вращения шпинделей, измерительный прибор устанавливают шарнирно на цилиндрическую поверхность контрольной оправки, вращаемой с одним шпинделем, и перемещают его вдоль оси оправки, при этом взаимодействует с торцевой поверхностью контрольного фланца, вращаемого с другим шпинделем.2. Способ по п.1, отличающийся тем, что, с целью повышения точности контроля траектории перемещения осей вращения шпинделей относительно друг друга, измерительный прибор перемещают поступательно с вращающимся шпинделем.3. Способ по п.1,...
Предыдущий патент: Следящая система с электроразрядным копировальным прибором
Следующий патент: Устройство для программного управления пневмоприводами
Случайный патент: Устройство для изучения фильтрационных свойств волокнистых масс