Способ определения энергоемкости технологического процесса
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
(59 4 СГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ1:иЬНЛй,ОПИСАНИЕ ИЗОБРЕТЕНИК А 8 ТОРСКОМУ СВИДЕТЕЛЬСТВУ(71) Научно-исследовательскийинститут проблем машиностроения приМВТУ им. Н,Э.Баумана(56) Авторское свидетельство СС В 905736, кл. С 01 И 3/58, 1980(54) СПОСОБ ОПРЕДЕЛЕНИЯ ЭНЕРГОЕМКОСТИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА(57) Изобретение относится к испытательной технике и может быть использовано для определения технологичности режима обработки деталей. С целью повышения точности определенияэнергоемкости технологического процесса механической обработки лезвийным инструментом, в системе станокприспособления - инструмент - детальрегистрируют амплитуду, частоту и ин тенсивность электромагнитных волн вдиапазоне частот от 25 кГц до 72 мГц.Сначала регистрацию производят придвижениях заготовки детали и инструмента, соответствующих движениям приобработке, но для ситуации, когдасъем материала не производится. Параметры электромагнитного излученияизмеряют вдоль всей поверхности заготовки, которая будет подвергаться механической обработке. На участкахсопряжения поверхностей различнойформы имеют место зоны концентрацииэмиссии. Затем производят регистрацию параметров электромагнитных волнпри съеме материала, когда возникаетдополнительный источник электромагнитных волн - зона формообразующихявлений (разрушение материала, разрушение стружки, трение на контактных поверхностях инструмента) . Энер- .гоемкость .технологического процесса характеризует величина измененияпараметров электромагнитных волн, приэтом исключается влияние зон концентрации.подводится энергия, которая тратится на пластическое деформирование, интенсивное тепловыделение и последующее разрушение материала, прежде всего по линии среза, Изменение параметров (П -П ) электромагнитных волн11 1характеризует величину подв одимой энергии , т . е . энергоемкость технологич е с к о г о процесса . С учетом от ношения -1- значений указанных параметровП,без съема и со съемом материала по расчетной формуле Пв -П, Пн Э= --- -=1- --П, П, судят об относительной энергоемкости Э,технологического процесса, При этом устраняется влияние зон концентрации эмиссии, поскольку берется разница (П, -П,; ) . При окончательной обработке деталей сложной конфигурации на энергоненасьпценных режимах, например при резании с небольшой глубиной, точность определения энергоемкости повышается в 3-4 раза по сравнению с традиционными способами, основанными на непосредственном измерении усилий обработкии. Формула из обретения Способ определения энергоемкости технологического процесса механичес-. кой обработки лезвийным инструментом, по которому регистрируют в качестве параметров амплитуду и интенсивность электромагнитных волн с поверхности обрабатываемой детали при съеме материала и по ним судят об энергоемкости, о т л и ч а ю щ и й с я тем, что, с целью повьппения точности определения за счет устранения при регистрации искажений от зон концентрации, до обработки регистрируют указанные параметры при движениях детали и инструмента, соответствующих движениям при обработке, но без съема материала, параметры регистрируют в диапазоне частот от 25 кГц до 72 мГц, а об энергоемкости судят по соотношению значений указанных параметров без съема и со съемом материала. 1 1310 б 89Изобретение относится к определению механических свойств материалов и может быть использовано для определения энергоемкости технологического процесса механической обработки лезвийным инструментом.Цепль изобретения - повышение точности определения энергоемкости за счет устранения при регистрации электромагнитных волн искажений от зон 1 О концентрации.Способ осуществляют следующим образом.В системе станок - приспособление - инструмент - деталь (система СПИД) регистрируют в качестве параметров амплитуду, частоту и интенсивность электромагнитных волн в ди апазоне частот от 25 кГц до 72 мГц,Эмиссия волн напряжений, вызываю щая электромагнитное излучение, начинается с 25 кГц, а при частотах свыше 72 мГц амплитуда интерферирующих волн очень мала.Сначала регистрацию производят25 при движениях заготовки детали и инструмента, соответствующих движениям при обработке, но для ситуации, когда съем материала не производится. Электромагнитное излучение возникает в результате движений заготовки детали и инструмента, а также вследствие наличия контактных усилий и дефектов в материале заготовки детали.Параметры (Пу.) электромагнитного 35 излучения измеряют вдоль всей поверхности заготовки, которая будет подвергаться механической обработке. На участках сопряжения поверхностей различной формы имеют место зоны 40 концентрации эмиссии, поскольку движение (например, вращение) заготовки вызывает создание собственных электромагнитных полей каждого из участков и происходит наложение этих по лей. Затем производят регистрацию параметров П ; электромагнитных волн с поверхности обрабатываемой детали при съеме материала, когда возника.ет дополнительный источник электро магнитных волн - зона формообразую. щих явлений при механической обработке леэвийным инструментом (разрушение материала, разрушение стружки, трение на контактных поверхностях ин струмента), При этом в зону резания
СмотретьЗаявка
3706318, 29.02.1984
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ПРОБЛЕМ МАШИНОСТРОЕНИЯ ПРИ МВТУ ИМ. Н. Э. БАУМАНА
КАМАЛОВ ВИЛЬСОН САХАПОВИЧ, БАРЗОВ АЛЕКСАНДР АЛЕКСАНДРОВИЧ, ВДОВИН АНАТОЛИЙ АЛЕКСАНДРОВИЧ, ЗАРУБИНА ОЛЬГА ВАСИЛЬЕВНА, ЛОГИНОВ ВЛАДИМИР ПАВЛОВИЧ
МПК / Метки
МПК: G01N 3/58
Метки: процесса, технологического, энергоемкости
Опубликовано: 15.05.1987
Код ссылки
<a href="https://patents.su/2-1310689-sposob-opredeleniya-ehnergoemkosti-tekhnologicheskogo-processa.html" target="_blank" rel="follow" title="База патентов СССР">Способ определения энергоемкости технологического процесса</a>
Устройство для обработки или разрушения различных материалов электромагнитными волнами

Номер патента: 693005
Опубликовано: 25.10.1979
Авторы: Заварин, Перов, Шевченко
МПК: E21C 37/18
Метки: волнами, различных, разрушения, электромагнитными
...6(который соединяют с источником СВЧполя) в рабочее пространство камеры 1 54в ее нижней части, а вторая перегородка 8 установлена на выходе дополнительного рупора 7 в верхней части камеры 1. Такое расположение перегородок позволяет иметь наибольшую длину зоны взаимодействия обрабатываемого материала 2 с СВЧ-полем.Рупор 6 с помощью фланца 9 соединяют с источником СВЧ-поля, а рупор 7 с помощью такого же фланца 9 соединяют с камерой 10 эквивалентной нагрузки, через которую пропущено транспортирующее материал 2 приспособление 3. Перегородка 8, рассположенная на выходе волновода-рупора 6, наклонена под углом 100-130 к нижней поверхности камеры 1, Транспортирующее устройство 3, выполненное из теплостойкого материа- ла с малыми...
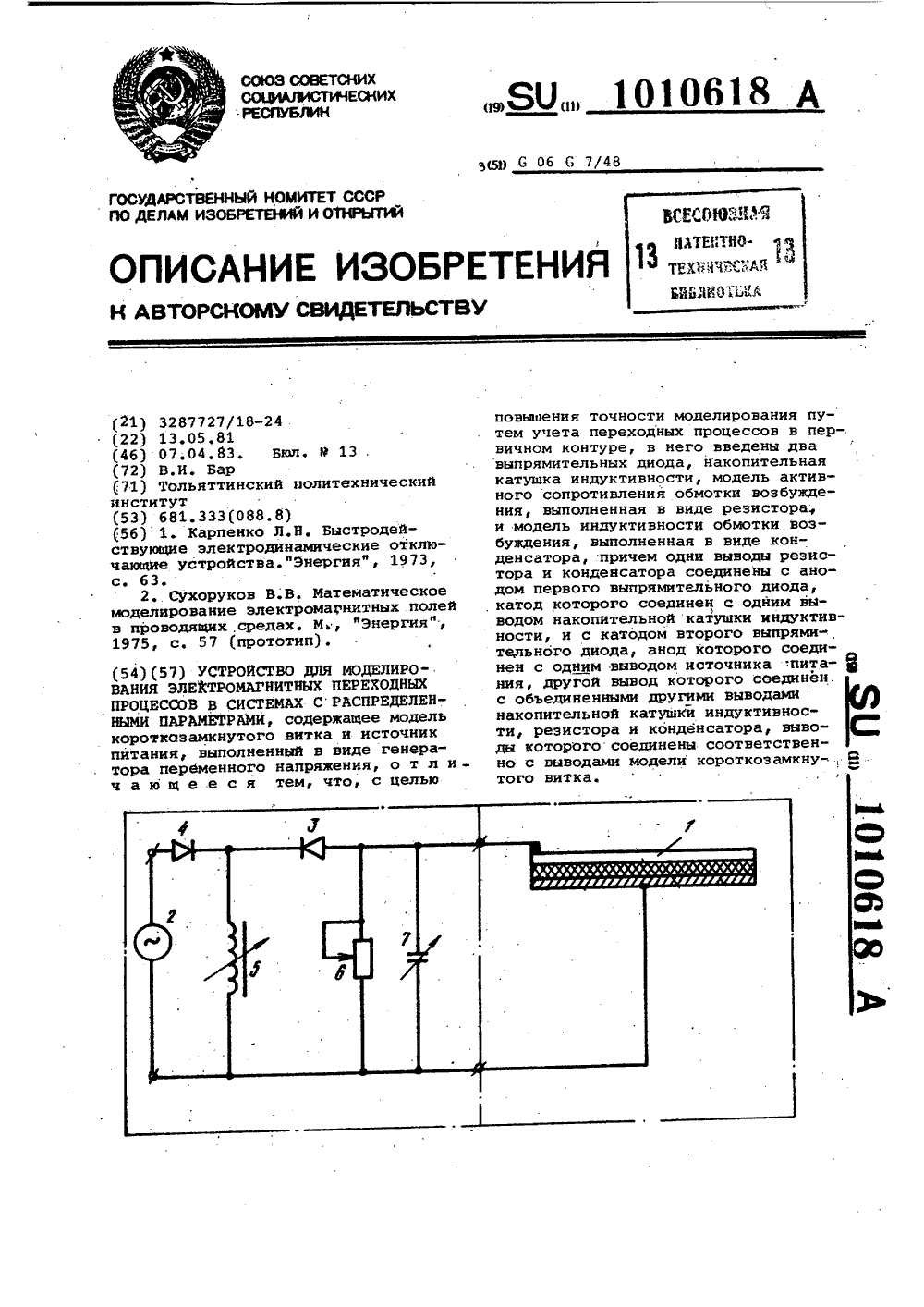
Устройство для моделирования электромагнитных переходных процессов в системах с распределенными параметрами
Номер патента: 1010618
Опубликовано: 07.04.1983
Автор: Бар
МПК: G06G 7/48
Метки: моделирования, параметрами, переходных, процессов, распределенными, системах, электромагнитных
...2. При этом процессы в модели витка не влияют на изменение этого напряжения, что снижает точность моделирования. Цель изобретения - повышение точности моделирования.Для достижения поставленной цели 45 в устройство для моделирования элект. ромагнитных переходных процессов в системах с распределенными параметрами, содержащее,модель короткозамкнутого витка и источник питания, выполненный в виде генератора переменного напряжения, дополнительно введены два выпрямйтельных диода, накопительная катушка индуктивности,модеЛь активного сопротивления обмотки возбуждения выполненная в виде резистора, и модель индуктивности обмотки возбуждения, выполненная в виде конденсатора; причем одни выводы резистора и конденсатора соединены с анодом первого...
Способ обработки цилиндрических деталей вращающимся инструментом

Номер патента: 880706
Опубликовано: 15.11.1981
Авторы: Кузнецов, Подзей, Семенов, Шкурко
МПК: B24B 39/04
Метки: вращающимся, инструментом, цилиндрических
...- внд Аиа фнг, .На вращающемся корпусе 1 инструментальной головки 2 (фиг. 1) закреплены обрабатывающие подпружиненные элементы 3,представляющие собой круглый стержень,рабочая часть которых выполнена из сверхтвердого материала (алмаза рубина, боро зона и т,д.) и имеет сферическую поверхность. Количество обрабатывающих элементов, устанавливаемых на инструментальную головку, определяет производительностьобработки на данной операции,Головка в сборе устанавливается в шпин-дель станка эксцентрично по отношению к обрабатываемому валу 4 и фиксируется под углом Ч к оси вращения вала.геометрическими параметрами микронеровностей. Использование предлагаемого способа повышает износостойкость рабочей поверхности вала, обесдечивает надежную...
Способ обработки отверстий раздвижными абразивными инструментами и устройство для его осуществления

Номер патента: 1593931
Опубликовано: 23.09.1990
Авторы: Гайдуков, Демин, Ковалев, Цибик
МПК: B24B 49/06
Метки: абразивными, инструментами, отверстий, раздвижными
...производительности иэ-за увеличения неравномерности раскалывания абразивных зерен и катастрофически ухудшает качество доведенной поверхности, а уменьшение зернистости абразива эа 0,3 мкм предъявляет недостижимые требования к точности измерения и регулирования величины рабочего зазора порядка 0,05 мкм, Увеличение рабочего зазора вплоть до 90 от величины абразивных зерен обеспечивает длительную работоспособность абразивных зерен, но увеличение рабочего зазора сверх 900 из-эа погрешностей его установки и уменьшения силы взаимодействия абразивных зерен с рабочими поверхностями детали и притиров приводит к резкому уменьшению съема обрабатываемого материала (оптимальная величина рабочего зазора в 50 от величины абразивных зерен позволяет...
Станок для обработки тел вращения многолезвийным инструментом

Номер патента: 1779484
Опубликовано: 07.12.1992
Автор: Рогов
МПК: B23C 3/02
Метки: вращения, инструментом, многолезвийным, станок, тел
...8, на валах которых установлены инструменты 9, например фре 5 10152025 30 35 зы, Призма 6 и передняя бабка 2 выполненыиз композиционного материала на полимерной основе. Моторы-шпиндели жестко закреплены на суппортах, выполненных ввиде салазок 10, установленных с возможностью поперечного перемещения поддействием приводов 11. Во избежаниеопрокидывания, на станке выполнены ограничительные направляющие 12, Движениеот привода 7 призме 6 может осуществляться от ходовых валов 13 (показаны условно),Обрабатываемая деталь обозначена поз.14,Одна из инструментальных головок снабжена механизмом стопорения инструмента 9,который может быть выполнен, например,установленного соосно на валу 15 порошкового тормоза 16; закрепленного в призме...
Предыдущий патент: Устройство для испытания материалов на контактную прочность
Следующий патент: Способ оценки износа сверла на металлорежущих станках
Случайный патент: Устройство для регулирования продол-жительности вулканизации резиновыхизделий