Способ размеренного хромирования и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 123818
Автор: Еремин

Текст
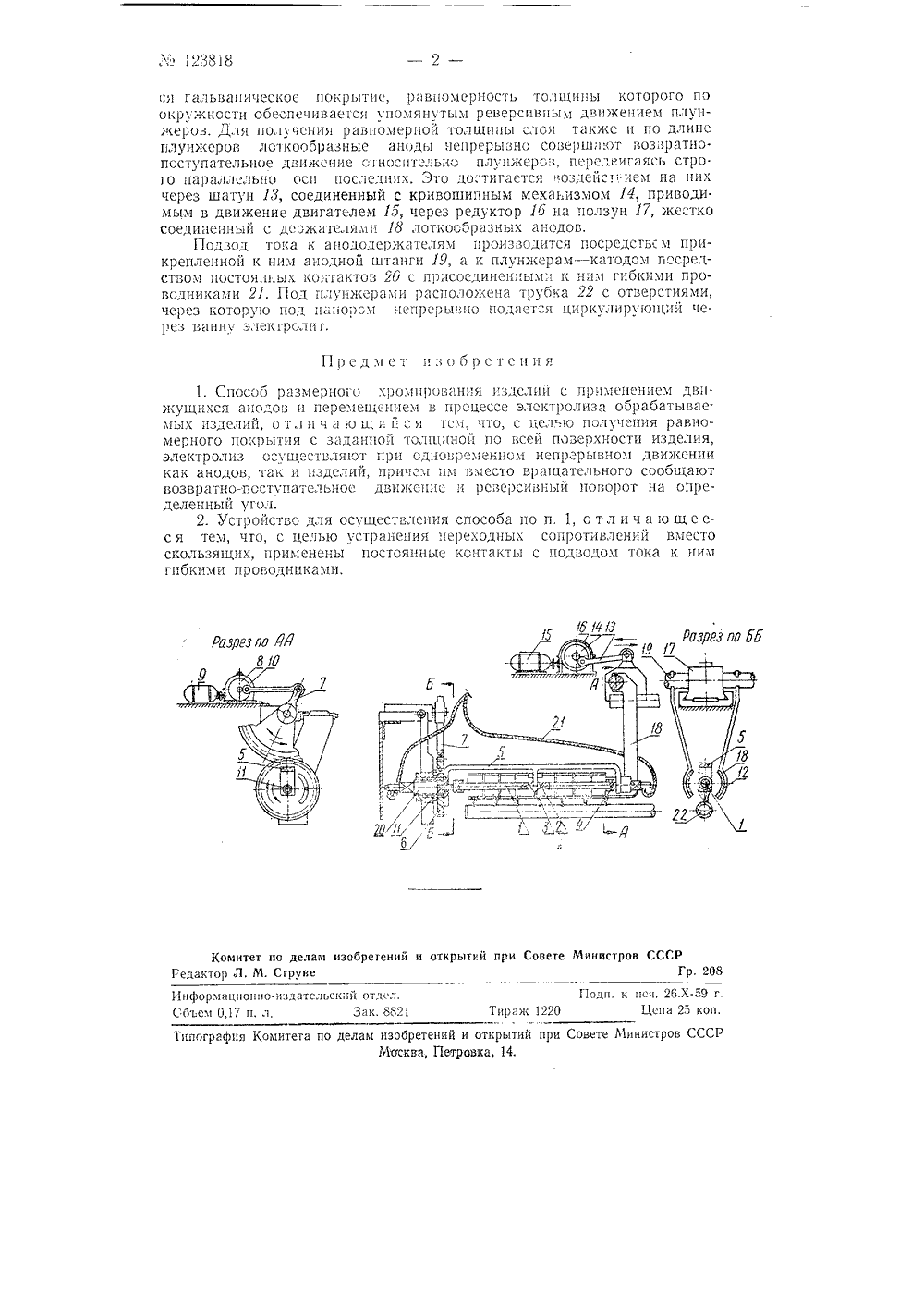
Класс 48 а, 6,4123818 гЕ ИЗОБРЕТЕНИЯОМУ СВИДЕТЕЛЬСТВУ К АВТОРС П, Ереми 1 ОСОБ РАЗМЕРНОГО ХРОМИРОВАНИЯ ИЗДЕЛИЙИ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ явлено 17 гивртв 1959 г зв и откоытие 9224 4,22 в 1,огиитепри Совете 1 ииистро по деляги изооретеиийСССР пбликоввио в Б ллетеие изооретеиий М 21 зв 1959 г. Изобрете 1 н 1 е отностся к облас 1 и техноло 1 чн 1 хромирования плунжеров топливных насосов тракторог.Применяемые способы размерного хромнрованпя не обеспечивают получения достаточно равномерного, заданной толщины покрытия изделий сложной конфигурации, что требует последующей доводки шлифованием и полированием,Описываемые способ размерного хромнрования с применением движущихся анодов и перемещением в процессе электролиза оорабатывасмых изделий и устройство для осуществления этого способа позволяют осушествлять размерное хромирование деталей сложной конфигурации, например плунжеров топливных насосов трактора, с заданнои толщиной покрытия по всей поверхности изделия, что устраняет неооходимость в последующей доводке шлифованием илн полированием до заданных размеров. Достигается это тем, что электролнз осуществляют при одновременном непрерывном движении как анодов, так и изделий, сообщая им возвратно-поступательное движение илн рсверсивный поворот на определенный угол, применяя для осуществления электролиза устройство с постоянными контактамн, снабхкенными гибкими проводниками.Подлежащие хромированию плунжеры 1 (см, чертеж) попарно устанавливают между центрами 2 экранной перегородки 3 и контактными гнездами 4 катодной полурамкн Б, закрепленной на шестерне 6; последняя находится в зацеплении с зубчатым сектором 7, совершающим качательное движение при помощи кривошипного устройства приводимого в движение от электродвигателя 9 через редуктор 10. Вследствие этого контактные гнезда 4, закрепленные 11 а оси 11, жестко соединенной с шестерней б, будут непрерывно совершать реверсивньи) поворот на соответствующии угол, поворачивая на тай же угол установленные в них хромируемые плунжсры 1.Поскольку плунжеры, являющиеся катодами, находятся между лоткообразными анодами 12 и погружены в электролит, на них осаждает) 18 ся гальваиическос покрытие, равномерность толщины которого по окружности обеспечивается упомянутым реверсивныэ двикеиием плуис(еров. Дл 5 ПО,учсни 51 172 ВНОЭ 1 ериОЙ толщины ело)1 таккс и гО длинс плункеров лсткообразные аноды непрерывно совершают возвратно- ПОСТУпс 1 ТЕЛЫ 10 Е ДВИЖСНИЕ Гт НОСИС,ЬНО ПЛНЖЕ 1)ОВ, ПСЭСДЕИГс 15 СЬ СТРО ГО пса 1)аллсльио Оси псслслних. Это ДОтиг 2 е 1 с 51 "Оз;1 СЙси ием н 2 них через шатун 13, соединенный с кривошипным мехаьизмом И, приводи. мым в движение двигателем 17, через редуктор 16 иа ползун 17, жестко соеДН 1 генныЙ с Дсэкстел 5 м 16 лотк 0001)сЗных с 1 ПОДОВ,ПодВОД тока к 2 иод)дс 17 кателям и 1 эсизВОдится пос 1 эсдстВ( Х 1 п 1 эикрепленной к 1 иэ анодной штанги 19, а к плунжерам - катодом г)осредством постояв:ых контактов 26 с п 1)нсосдииеииыми к ним гибкими про- ВОДНИК 2 МИ 21. Под ПГуннераМ 1 рс)СПОЛОКЕа Т 1)убК 2 22 С ОТВЕРСТИЯМИ, 1 С 1)сз кото)эУю под иа 1 ю)с.1 11 спРсРывио подаст Я ц 11)ксНРОи 1 й 1 чсрез ванну электро;шт,П 1)сдмст из) бэстсиия/б УФО Гарипп Ю8/О ИО с тений и открытий при Совете Министров СССРГр, 20 Комитет педактор Л. М. С лам изве Поди. к псп, 26.Х.89 гира)к 1220 Цспа 2 о кои Инфорзис)цповпо-пздательсСбт:ем 0,17 п. л. ин отлл ак. 882 ткрытий при Совете Министров СССка, 14. 1 итета по делам изобретенийМттсква, Петр 1 пографпя 1. СПОСОО Р 23 МЕРТ 10 ГО .1)ОХИ 1)ОВЧНИЯ 1 ЗДС,ИИ С П 1 ЭИЕИЕНИЕМ ДВИ- жущихся анодов и перемещением В процессе электролиза обрабатываемых изделий, о т л и ч а ю ц; и й с я тем, что, с целью получения равно- МЕ 1 ЭНОГО ПОСРЫТИЯ С зсДаспО 1 ТОИЦНОИ ПО ВССЙ ПОЗЕ 1 ЭХНОСТИ ИЗДЕЛИЯ электрол 1 З осщсствля 01 и 1)и сдиов;эсмениом непре 1 эывном дВижснии как анодов, так и изделий, причс.; им вместо врспцательного сообщают Возв 1 эатно-поступательное ДВП 2 кси:1 с и 1 эсвсэсивныи поворот н 2 ОП 1)еделенный угол.2. Устройство для осуществления способа по и. 1, о т л и ч а ю щ е ес я тем, что, с целью устранения переходных сопротивлений вместо скользящих, применены постсяиныс контакты с подводоэ тока к ним гибкими проводниками.
СмотретьЗаявка
622454, 17.03.1959
Еремин А. П
МПК / Метки
МПК: C25D 17/00, C25D 5/00, C25D 5/04, C25D 5/08
Метки: размеренного, хромирования
Опубликовано: 01.01.1959
Код ссылки
<a href="https://patents.su/2-123818-sposob-razmerennogo-khromirovaniya-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ размеренного хромирования и устройство для его осуществления</a>
Способ поворота одногусеничной машины с опорными поворотными колесами

Номер патента: 668842
Опубликовано: 25.06.1979
Автор: Трубников
МПК: B62D 11/24
Метки: колесами, одногусеничной, опорными, поворота, поворотными
...при ново ия являетс ос шие потери мош Нелью изобре ние потерь моцнугол.Для осушествле с помошью гидроци принимая на себя 1 и поворачиваютс еса 2 ия по уменьшете маши 3 о каютсяницы линдров сть вес пово сти гусй ы. Это достигсть гусени угол, при усилиеереднююпереноса чтоют для ся тем ворота тяговоеваться гусеничн этом во время продолжает пер цы и одни мгусеницы ым асти в е колеса Государстеенный комитет СССР оо делам мзобретеней я открмтеНедостатком это ьшая сложность Известен также ничной машины и колесами, рас леса.рота одногусеничтва путем попех катков 1,особа является рукции.поворота однорнымы поворотенными по обеим а одногусеничная ворота,вид сбоку; сверху,одержит гусениса 2, распологусеницы Коленли подниматьсяСоставитель В....
Ходовая часть горного комбайна

Номер патента: 976060
Опубликовано: 23.11.1982
Автор: Щербаков
МПК: E21C 29/22
Метки: горного, комбайна, ходовая, часть
...7, Ось 6 крепления отвала к каретке 5 расположе-15 на между горизонтальной осью 8 крепления домкрата 9 к отвалу и упором 10, установленным на каретке 5. Другой проушиной домкрат 9 посредством грризонтальной оси 11 соединен со стопором 12, 20 который выполнен в виде двуплечего рычага. Стопор 12 посредством горизонтельной оси 13 закреплен на раме 2 ходовой части и одним плечом соединен с домкратом 9. Между другим плечом сто пора. 12 и направляксцей, закрепленной на раме 2, размещены траки гусениц,Предложенная ходовая часть горного комбайна работает следующим образом.При раздвижении домкрата 9 отвал 7 зо поворачивается относительно оси 6 до соприкосновения отвала верхней частью с упором 10, установленным на каретке 5, а затем стопор 12...
Способ электролитического рафинирования благородных металлов

Номер патента: 1840853
Опубликовано: 10.03.2013
Авторы: Барабошкин, Бычков, Пирогов, Салтыкова, Смирнов, Тимофеев
МПК: C25C 3/34
Метки: благородных, металлов, рафинирования, электролитического
Способ электролитического рафинирования благородных металлов в расплаве хлоридов щелочных металлов, содержащем 1-8 вес.% благородного металла, при 400-850°C, с использованием в качестве анода рафинируемого металла, отличающийся тем, что электролиз ведут в герметичных условиях, в электролите, взятом в количестве 0,5-100 весовых частей на 1 весовую часть анода, при этом соотношение общего количества примесей в аноде (в г-атомах) к общему количеству ионов металла в расплаве (в г-ионах) поддерживают в пределах 0,001-0,4.
329242

Номер патента: 329242
Опубликовано: 01.01.1972
Авторы: Волков, Всесоюзный, Григорьев, Зайцев, Магниевой, Проектный, Рыбкин, Смелова, Электродной
МПК: C25C 3/10
Метки: 329242
...ней, и немного стола 6, редукторов ы 9 и коническо ватель ный на приемостоит 7 ив,1, кораменыйизэлектерн и шесИзвестна уевых чушек,ящая из лоткукладчика иПредложенчто приемныйчередования еящим из зубчщается в 1 1/два воздействтель упора,обеспечиваетвыступами вворотом одноряда относитекруг вертикал Поворотная площадка 11 приемного стола5 установлена иа плите 12 с коническим зубчатым колесом, входящим в зацепление с шестерней 10. Устройство для фиксации приемното стола содержит электромагнит 13, якорь которого связан с одним концом рычага 14; на втором конце этого рычага смонтирован ролик 15. Площадка 11 имеет четыре упора 16, В тормозное устройство приемного стола 10 входит электромагнитная муфта 17, Механизм И управления приемного...
Шахтная перемычка

Номер патента: 1624187
Опубликовано: 30.01.1991
Авторы: Алексеев, Куроченко, Сахновский, Торяник
МПК: E21F 5/00
...Пм 2 з,и Ф-лы,ее,ности предус.дтрееье ребра 13 жесткоСтн, При ПОВОрлтЕЭС Нрущцвгс ПО- лотна 1 Дея сгопора 6 предусмотрен пяз 14 и арке 7,.11 Яхтнаее еремо:ее Я е Я бэт Я ет сиедуке 1 м образо.В сети гор, О: еаб ток определяют место для установки гяхтцоц иерем 1 чки. В этом месте Оборудуется арка 7 с проемом 8 и буфером-уплотнителем 9, По ходу ударной ноэдугееесй волны у боковой стенки нее; яботкц 5 устаявив- ют вертикальу о Ось , я которой с помощью шарниров 2 з якреилены из ОлиРУЮПРЕ ПО.ОТЕСЕ ОРОПУСКЕЕОЕ ПОЛОТ - цо 3. 1 я упТяЕлеия но духораспре- Д це:И.м яегб:сдмо цэсяцруюцее поното 1 ряс 1 оложить царялен цо боковои стенке ееырябстке, я прогеускное полотно 3 уста:свить цсд т ебуемым углом к езо црующему цол гну, темЯмьеье...
Предыдущий патент: Способ выделения cro3 из отсасываемых из ванны хромирования газов
Следующий патент: Способ введения графита натиранием при металлизации стальных изделий
Случайный патент: Генератор импульсов для электроэрозионной обработки материалов