Автоматическая линия для изготовления полуосей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 547276
Авторы: Зильберберг, Лысенко, Натанзон, Темянко








Текст
устройствами для местного индукционного нагрева изделий на механизме транспорти ровки при высадке и термообработке. Участки направляющих в зоне действия передающего устройства выполнены в виде утапли вающихся и подпружиненных опор с роликами, взаимодействующими с копиром передающего устройства. Каждая из тяг выполнена из двух секций, связанных между собой рычажной передачей обеспечивающей 10 их противоположное в продольном направлении перемещение. Штыри, размещенные на первой и второй секциях тяг, раэориентированы между собой на угол поворота тяг,15С целью уменьшения габаритов линии иобеспечения удобства при загрузке штырив загрузочной зоне линии размещены с уменьшенным шагом на обоймах, продольно перемещающихся относительно тяг,20На фиг, 1 показана линия, план; на фиг,2 - транспортное устройство, разрезы; нафиг, 3 - передающее устройство в исходном положении (разрез по Б-Б на фиг, 2).на фиг. 4 - то же, в момент извлеченияизделия с высаженным фланцем из станкана фиг. 5 - станок для высадки утолщенияизделия под шлицы (разреэ В-В на фиг. 2).Линия состоит из станков 1 и 2 для механической обработки торцов изделия 3, 50разводного устройства 4 для индукционногонагрева конца иэделия для высадки фланца;передающего устройства 5, станка 6 длягорячей высадки фланца изделия, развод,ого устройства 7 для индукционного нагрева конца изделия под высадку утолщений.од шлицы.Кроме того, линия содержит станок 8гля горячей высадки утолщения изделияцод шлицы, разводные устройства 9 и 10 40цля индукционного нагрева высаженныхучастков изделия для нормализации, устойство 11 для водяного охлаждения, стан.и 12 для центрования изделия и устойства 13 для зажима изделий на тран:портном устройстве при механической обработке.Транспортное устройство линии (фиг, 2)состоит из стационарных направляющих14, смонтированных на стойках 15. В 50разгрузочной зоне линии направляющие имеют уклон. На направляющих 14 установленыпризмы 16 для базирования изделий, шаг1 асположения базирующих поверхностейкоторых определяет шаг расположения изделий на транспортном устройстве.На опорных роликах 17, закрепленныхиа направляющих 14, размещены тяги, каждая из которьх состоит из двух секций 1"и 19, Порпендикуляоно осям тяг попарно 60 крепятся штыри 20, Шаг между каждойпарой штырей на тягах соответствует шагу расположения изделий на транспортномустройстве.Для поворота тяг, в данном случае наугол 90, предназначен пневмоцилиндр 21и шарнирно-рычажная система 22, Продольное перемещение тяг на ша: расположения изделий на транспортном устройстве осуществляется гидроцилиндром 23 ишарнирно-рычажной системой 24, обеспечи:вающей противоположное в продольном направлении перемещение секций 18 и 19,Шток гидроцилиндра 23 жестко связанс пневмоцилиндром, 21. Шарнирно-рычажнаясистема 24 допускает возможность осуществления уменьшенного шага продольногоперемещения секций 19 по отношению к секциям 18,Каждая из секций 18 и 19 связаны между собой посредством пальца 25, жесткозакрепленного в секции 18 и входящего впрорези утолщенной части секции 19. Штыри,расположенные на первой и второй секцияхтяг, разориентиряваны между собой на уголповорота тяг 90,В загрузочной зоне линии тяги обхватываются обоймами 26, на которых перпечдикулярно к их осям также попарно, но с уменьшенным шагом закреплены штыри 20 с такой же ориентацией, как на секциях 18, Каждая из тяг и обойм. 26 связаны между собой пальцем 27, жестко закрепленным всекции 18 и входящим в прорези обоймы 26,Продольное перемещение обойм 26 ограничено упорами 28.Планки 29 (фиг. 1) служат для ограничения поперечных перемещений изделий натранспортном устройстве.Передающее устройство (фиг, 3) состоитиз пневматического толкателя 30, на штокекоторого закреплены копиры 31 с подпружиненными захватами 32 и упор 33, Участки направляющих транспортного устройствав зоне действИя передающего устройствавыполнены в виде подпружиненных опор 34,снабженных роликами 35. Передающее устройство также снабжено стационарны чиупорами 36 и 37, Между опорами 34 проходят тяги транспортного устройства,Станок 6 для горячей высадки фланца изделия содержит горизонталыгый ползун 38 сматрицей 39 и вертикальный ползун 40с матрицей 41, Матрицы 39 и 41 предназначены для высадки фланца изделия,Станок 8 для горячей высадки утолщения изделия под шлицы (фиг. 5) снабженгидроцилиндром 42, на штоке которогокрепятся матрицы 43 для высадки утолще 5472 16 6ния чзделия под щлчцы и копир 44, имеющий также опору в корпусе 45Станок 8 снабже 1 стационарными призмами 46, составля 1 ощчми одн из позцпцтра 1 чс 1 лортного устройства подпоужцпен 11 ь 1 мп"узажчмпой пвизмой 47. упором 48 ., съем 11 иком 49. )сэ э:е:,Опты са 1 ка смонт 11 ровань:ца корпусе 45, в котором также 1 ьмеютсявые 1.;к 1 длярасположе 111 я тяГ трапспоотного устройстьа,Раоота лчпци осуществляется следус 1 цц м О бр аз с 1,1,10 20 После подъема ползупа 40 и частцч:ого выталкивания изделия с высаженным сПа 1- цем чз матрицы 39 с помощью специально предусмотренных для этого в станке 6 средств осуществляется перемен;ение пнсв мотолкателя к станку 6. При этом подпру. - жиненные захваты 32 вытапкиваются на высаженный фланец изделия, заключая его между копирамч 31.При обратном дви 1 кении пневмотолкателя 50 30 изделие с флапцем извлекается из станка 6 и перемещается по опорам. 34, При этом опоры 34 в зоне нахождепчя фланца чздепия отжчмаются копчрамч 31 и не препятствуют перемешенчю фланца. В конце об ратного хода пиевмотолкателя 30 упоры 36 воздействуют на захваты 31, которые освобождают фпанец изделия, Дальнейшее движение изделия по инерции предотвращает упор 37, воздействующий на его фланец. Издепчя 3 укладываются на призмы 16в загрузочной зоне линии и с помощьютоанспорте 10 О устооистВа 11 ередаются с -О -зиьци на позицию. Первоначально торцы изделия подвергаются механической обработке в станках 1 ч 2. Далее за трч перехода Осуществляется индукционный нагревконца изделия для высадки фланца в разводном устройстве 4,Нагретое изделие попадает на утапливающиеся Опопы 34. Пневматический толкатель 30, переме 1 цаясь и воздействуя 25Упором 33 .а цаГретый торец изде11 я, перемещает его по опорам 34 встанок 6 для горячей высадки фланца издеП 1 Я.При этом нагретый конец чздепия находцтся между копчрами 31, которь 1 е, воздейст- З 0ьуя па ролики 35, отжимают поочереднопо ходу перемещения изделчя Опоры 34, благодяря чему контакт между чагретым концом изделия и опора,ли 34 отсутствует.Нагретое изделие попадает в полость гори- З 5зонтапьного ползуна 3 8, а пневмотолкатель30 выводится из зоны станка 6, После опускания вертикального ползуна 40 осуществляетсявысадка флыца цзделця в матрицак 39 и 41,40 При дальнеишем перемещении изделия 11 а тра 11 споргпом устройстве за три перехода осуществляется цндукш 1 О 1 пый нагрев ксл 111 а 11 зделця для В 1 садк 1 у толО 1 пья под Л 1 ЛЦЦЬ 1 В ОазводОх Сф"3 ойСТВО (,а. ВСТОС1:зделце попадает 1:а ста 1 п 1 опарп.1 с пьцзм .46 ста 11 ка 8 для горячси Всадкц у.тол- ЩСН 1 И ЦЗДЕЛ 1,Я ПОД ЩЛ 1 ЦЬ 1,При перемещепъ.ц штокаПдроц 11 лппдра 42 кспчр 44 воздействуя па Скосы зажцмной призмы 47, пере.:ещаст ее вниз, а матрица .3 осуществляет Высадку утолще 1 шя изделия под щлиш 1, Прц этом изделие прот,"воположным торцом опцрается в упор 48 ц буду 111 заключеннь 1, между поцзмами 46 ; 47, защц 11 гается От позде ВНОГО;1 згчоа.1 рц Ооратт 1 О.,; ход тока гцдроццлцпдра 1 зделие удерживается съе 1,пиком 49 па поизмах 46 маттиа о:деляется ст высаженного утопше 1 пя 1 зд - .".я призмь 47 подимаются в цскодпоо положение.Далее изделие 1 с.:адает в разводные Уст"ойства 9 и 10, Г,О за трп перехода ОСУШЕСТВ,1 ЯЕТСЯ 1.- О В 1 СажЕПЬЫ 1 Х Участщ ков изделця для пор:. а;Зацц 11, которая осулествляется па Воздухе при дальнейшем пере 1 ешегп 111 1 зде.:и па тра 1 спортно Уст-600 С цздс:п 1 е подвергается местномуводяному охпаждению в устройствах 11 идалее - пентрован 111 с В станкак 12 Готовоеизделие скатывается с транспортного устройства по наклонному участку направляющих 14,Работа тра 11 спортного устройства лцьниосушествляе=.,я следующим образом.В процессе перемеепця штока гпдроцилндра 23 ервая секция 1; тяг перемецается От заГрузочной зон П 11 н 1 и к разГрузочной, а секцц;- В прот 11501 юЛожномпа,.равлепц 11 с ук;епьщеппым Нагом, В первойфазе движения пальць 27 скользят В прорезях обойм 6 во второй - ьоздействуютна обоймь. . Пе емешают цх до сопрпкос 11 овенця с у 1 оЛами 28, В результате ходобоимы оказ Ь 1 ется мецьшс хода сскцц 1118,В процессе 1.-еремеОпия секцц 11 18 чобойм 26 пако,:,", исоя на нцх штыри воздсйствукт на цзделця П 1 рвой половины линчич перекатВают цк с 1;озицчи па позчцц 1 О,Штыри, накодяшцеся:а секь 01 ях 19, будучиразориентирова 11 ы и штырям секций 18 пао90, перемешаются 1 ьцхлс цздепцй, лежащихпа призмах 16 второй ЛОПОВцпы линчи цче воздействуют на зтц изделия,После завершения кода гцдрощь нпдра23 осушествляется поворот секц;1:, 18 исБЯзэнных с 1:имц Врез па:ЬП 1: 22соответственно се 1:1; й 19 и О.:ой. 2. паоугол 90, При обратном движении штока гидроцилиндра 23 осуществляется перемешение изделий второй половинь 1 линии с помошью штырей на секциях 19 в направлении к разгрузочной зоне, а штыри секций 18 и обойм. 26 беспрепятственно перемешаются ниже изделий, лежащих на призмах 16 гервой половины линии. Перемешение обоймы 26 в исходное положение осуществляется так же, как при рабочем ходе.После завершения обратного хода штокагидроцилиндра 23 поворотом тяг осушествляется очередная смена положений штырей20, и цикл возобновляется. В результатетакой работы транспортного устройства возможно осуществлять нагрев концов изделияна первой половине линии в момент перемещения изделия на второй и наоборот. Этопозволяет питать устройства для индукционноО нагрева от общего источника питаля,подключая его поочередно к нагревательным устройствам первой и второй половинылинии,Результатом такой работы является снижение установленной мошности линии. Обеспечение уменьшенного шага перемещенияизделий в загрузочной зоне линии сокрашаетгабариты и облегчает ее загрузку.ЗОформула изобретения1. Автоматическая линия для изготовления полуосей, содержащая последователь но размещенные по ходу технологического процесса станки для механической обработки и транспортное устройство, вьпслНЕЕПСЕ В ВИДЕ Иаец гав Я.тт, г Е-,;Зг,; СЕГЕЛЯ ОаЗРСВа 11 Я иДРЧ 1 " т;, Сас,г-, РЕМЕШаЮШИХСЯ и ПОВСРЕЦВа"ЬГСЯ ЕЯГ С ЕРПЕНдИКупярНО Срис.т.гова МЕ;- СепгШТЕ 1 РЯМтг О Т Е и Ч а ОГ с г";, -,ЧТО С 01.О С СЗДЬЛ 1;.1 1,атиЗЕРОВанис 1 О т-. - , -хацическую обработку Г 0111 ч,;.:;. 00;:.абс 1 уДавпет 011; ТЕ, ЬЕЕг -г . Ос-.аб 0гцй ттсвг 1 НЕЕ Я 1 реЗг СД;11" 1",т 0, г т-"же 1 Я установленю 1 -цг: г.,се гг сн.- стаб.жЕЕ,. СтаЛОГ. Дпя Г,.,101. .я, К, : 1 даИЗ,10111 и, СВЯ а 11 Ь.Х С ГСХДЬЗМС г . т ,. 01 С.-. ТИРОВКИ ПСРСДаЮЦПГМ УСТРО:.".:-,ТВО,1:;Ь.:сгл 1:Е 1 - .1 ЫМ В ВИДЕ ТОЛКаТЕЬЯ С 001 Ватаг 1 Н Кс 1;1=.00 СтанКО 1 ДЛЯ ГС";ЯтГ тт В Гса т И -", ИЕЦИЯ ИЗДЕЛИЯ ПОД 1 ДИЕТ и 1 авВСдЬг. И СТРОЕства:Ц ДЛЯЕСТг 0 0 ЦНДУ:;гИО.ПЕСГСГРЕВа ИЗДЕЛИЙ 1 а МЕХаПЗМЕ ТРаНС. - ,ОРТРОВки при Вьсадке ц тегмсэбрабс "1 е гц ц 1011УчаСТК 1 аПРаВЛЯ 1 ЕШИХ В ЗОЕЕ гайс ВИПстсс. -ДасиОГО СТРОгС ТВ а вь ПОЛН 01 Ы Ь В ИВ 0утаПЛ 1 ваС 1 Ц 115 Г И 1 ОДЕЕртК 1 тЕтттЬХ 0 "ОВ СрОЛККам Ит ВЗа 11 МОДЕ 1 ствуОДЕМИ С КОПИГ-ОтгпередаюшеГО устройства, а каждая из тяГтРапСПОРтНОГС УСТРСЙСТВат ВЫОЛгЕа ИЗ ДВУХ СЕКЦИЙ С РаЗСРЕЕ 1 ТИРОВятЬ:М 1; На ГС, - Их поворота Штыряг"." 1. Связа.гпы мегигтсг собой рычахной передачей, Об ее ге чив а ю 1 ей цх прстивсполсж 1:.Ос ь цродслыом на-.ПР:1 ВГЕЕтш,1;ЕРЕЬЕ;,-1,В 01,1 тд 10" " 11О ГЛ И Ч а 10 Ш :, Я С 51 ТЕМТС. С 11 Е.ЕЬ 10умецьшец Ея ег-. Г бари:св Обес;. г гия ДООСТва При а. Я КО ИТЫВ В,ИГ) "ЗСЧ ц 011 00 ИЕ;1111 ни ООЗМЕШЕ 1 С,г.ГЕШЕГ.Ь:Г ШаГОМ 1 а 00011 МДХ 111 ОДОЛЬО ГЕ Е."г".ЕГЕД - ШИХСЯ ОТЦОСИТЕ.Ь:,О ТЯГ,547276 Составитель Ю. АртемовРедактор Л, Народная Техред М. Левицкая Корректор А, Гриценко аз 913/85 ТирЦНИИПИ Государственн по делам13035, Москва, Ж о, Раущская лиал ППП фПатент", г, Ужгород, ул, Проектная, 4 1080о комитета Со зобретенийПодписноеета Министров СССткрьпийнабд. 4/5
СмотретьЗаявка
2010071, 29.03.1974
ГОРЬКОВСКИЙ АВТОМОБИЛЬНЫЙ ЗАВОД
НАТАНЗОН ЕВСЕЙ ИСААКОВИЧ, ЗИЛЬБЕРБЕРГ ВЕНИАМИН ИОСИФОВИЧ, ЛЫСЕНКО ВАСИЛИЙ ФЕДОСЕЕВИЧ, ТЕМЯНКО ЛЕОНИД СОЛОМОНОВИЧ
МПК / Метки
МПК: B21J 5/08
Метки: автоматическая, линия, полуосей
Опубликовано: 25.02.1977
Код ссылки
<a href="https://patents.su/9-547276-avtomaticheskaya-liniya-dlya-izgotovleniya-poluosejj.html" target="_blank" rel="follow" title="База патентов СССР">Автоматическая линия для изготовления полуосей</a>
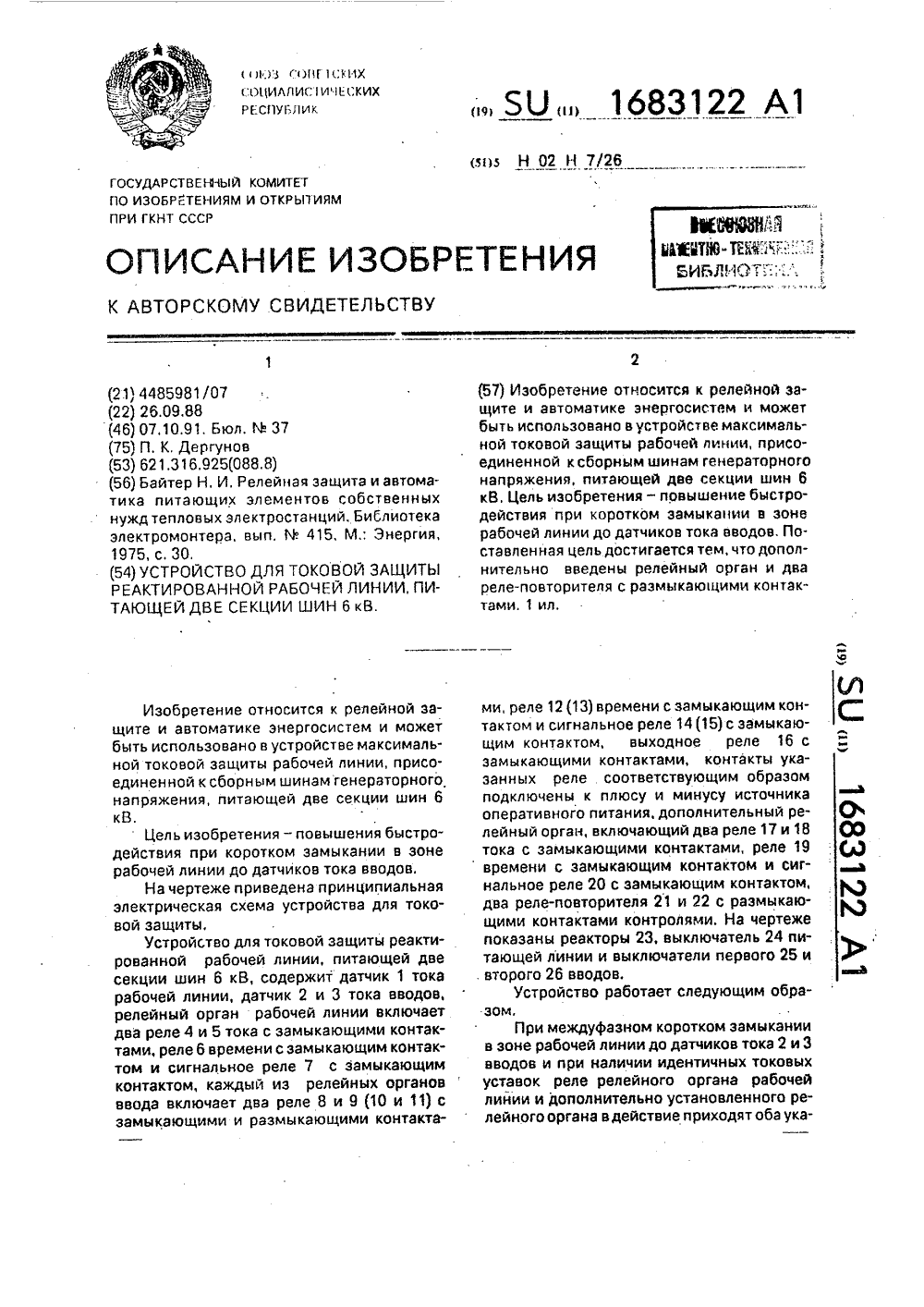
Устройство для токовой защиты реактированной рабочей линии, питающей две секции шин 6 кв
Номер патента: 1683122
Опубликовано: 07.10.1991
Автор: Дергунов
МПК: H02H 7/26
Метки: две, защиты, линии, питающей, рабочей, реактированной, секции, токовой, шин
...контакты, блокируя импульс на реле 19 времени от замыкающих контактов реле 17 и 18 тока дополнительного релейного органа, одновременно замыкаются замыкающие контакты реле 10 и 11 тока, второго ввода и выдается импульс на срабатывание реле-повторителя 22, которое, размыкая размыкающий контакт, блокирует импульс на реле 19 времени, предупреждая ложную роботу устройства посредством замкнутой последовательной цепи размыкающих контактов реле 4 и 5 тока релейного органа первого ввода, с задержкой в 1 с релейный орган второго5 накладки 28 и 27 для исключения ложного блокирования дополнительного релейного 10 ЭО 40 вующего релейного органа, второй вывод 20 25 45 50 ввода отключает свой выключатель 26, схема возвращается в исходное...
Устройство соединительных линий между автоматическими телефонными станциями

Номер патента: 180636
Опубликовано: 01.01.1966
Авторы: Голубцов, Научно, Савин, Сельской
МПК: H04M 7/10
Метки: автоматическими, линий, между, соединительных, станциями, телефонными
...соответствующих сигнальныхреле, обычно входящих в комплекты РСЛ,работающих в шлейфном режиме.Когда в процессе установлеция соединенияначинается переход к трансляции цабора цомера, серийное реле 1 перестраивает реле ис 18 О 636ходящего комплекта РСЛ на выдачу транслирующих импульсов в батарейном симметричном режиме, При этом импульсное реле с обмотками 2, 3, переведенное на оатарейный режим работы, в момент трансляции импульсов набора номера работает одной своей обмоткой по одному проводу 4 соединительной линии от батареи 5 своей станции, а другой обмоткой по другому проводу б от батареи 7 другой станции. Эта особенность батарейного режима работы импульсного реле при трансляции импульсов набора номера обеспечивает преимущества...
Устройство для перемещения изделий через ванны гальванической линии

Номер патента: 560801
Опубликовано: 05.06.1977
Авторы: Будиловский, Зубченко, Решетько, Рыскин, Сланкснене
МПК: B65G 49/04
Метки: ванны, гальванической, линии, перемещения
...щеке 8, и соединяющую звездочки цепь 21. Четырехгранный вал 15 проходит через четырехгольное отверстие в ступице ведущейзвездочки 17, благодаря чему вал 15 может приводить в движение цепь 21, Держатели подвесок выполнены в виде штанг22-24. Штанга 22 с помощью лвп 25 50скреплена со швеллерами 10, а штвнгй23 и 24 скреплены соответственно с двумяпарами лап 26 и 27, Каждая пара лвп26 и 27 соединены стяжкой, твк что лапы 26 со своей стяжкой образуют тележку 28, а лапы 27 со своей стяжкой образуют тележку 29, Тележки 28 и 29 смонтированы с возможностью перемещения пошвеллерам 10 для чего они могут бытьгснабжены, например, четырьмя роликами ф 30 каждая, Тележка 28 скреплена с нижней ветвью цепи 21, е тележка 29 скреплена с верхней ветвью цепи...
Устройство для сортировки изделий по шагу винтовой линии

Номер патента: 611107
Опубликовано: 15.06.1978
Метки: винтовой, линии, сортировки, шагу
...с преобразоввтепей 2 и 3 соответственно, установленных на фиксированном расстоянииодин от другого, например Ь = 8 таким образом, что рри прохождениииздепия с шагомвыходные напряжения преобразователей изменяются синфвзно, т. е. импульсы с блоков 4 и 10 появляются одцовременно, Если швг винтовой линии Ь ) Ь о, то импульс с блока 10 по времени появляется раньше, чем импульс с блока 4, При шаге винтовой линииСом импульс с блока 4 появляется раньше чем импульс с блока 10, По временным интервалам между импульсами с блоков 4 и 10 определяются отклонения шага винтовой пинии от номинапьного,В момент входа в зону контроля ребра иэделия могут быть ориентированы относительно преобразователей рвзпичным образом, поэтому временные интервалы...
Транспортное устройство автоматической линии

Номер патента: 1042959
Опубликовано: 23.09.1983
Авторы: Астапов, Галочкин, Иноземцев, Михайлов, Паско
МПК: B23Q 41/02
Метки: автоматической, линии, транспортное
...устройства, на одну большечисла групп параллельно работающих станков автоматической линии. 1На чертеже показано транспортное устройство автоматической линии, общий вид.Транспортное устройство автоматической линии состоит из двух групп 1 и 2 параллельно работающих станков 3 - 5 и 65 и содержит конвейер 7 с закрепленнымипризмами 8-9, 10 на каждой позиции, причем в зоне станков 3 и 4 призма 8 предназначена для заготовок, а призма 9 дляобрабатываемых деталей. В зоне станковО5 и 6 призма 9 предназначена для заготовок, а призма 10 - для обрабатываемыхдеталей. На позиции загрузки-выгрузки станков 3-5 и 6 установлен шибер 11 и подъемник 12. Подъемник 12 снабжен призмами13 и 14, расположенными внутри несущих15 цепей 15 конвейера 7, ниже...
Предыдущий патент: Штамп для горячего деформирования
Следующий патент: Ручной инструмент для клепки
Случайный патент: Сопловой наконечник горелки для газопламенного напыления