Способ управления процессом ультразвуковой микросварки (его варианты) и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
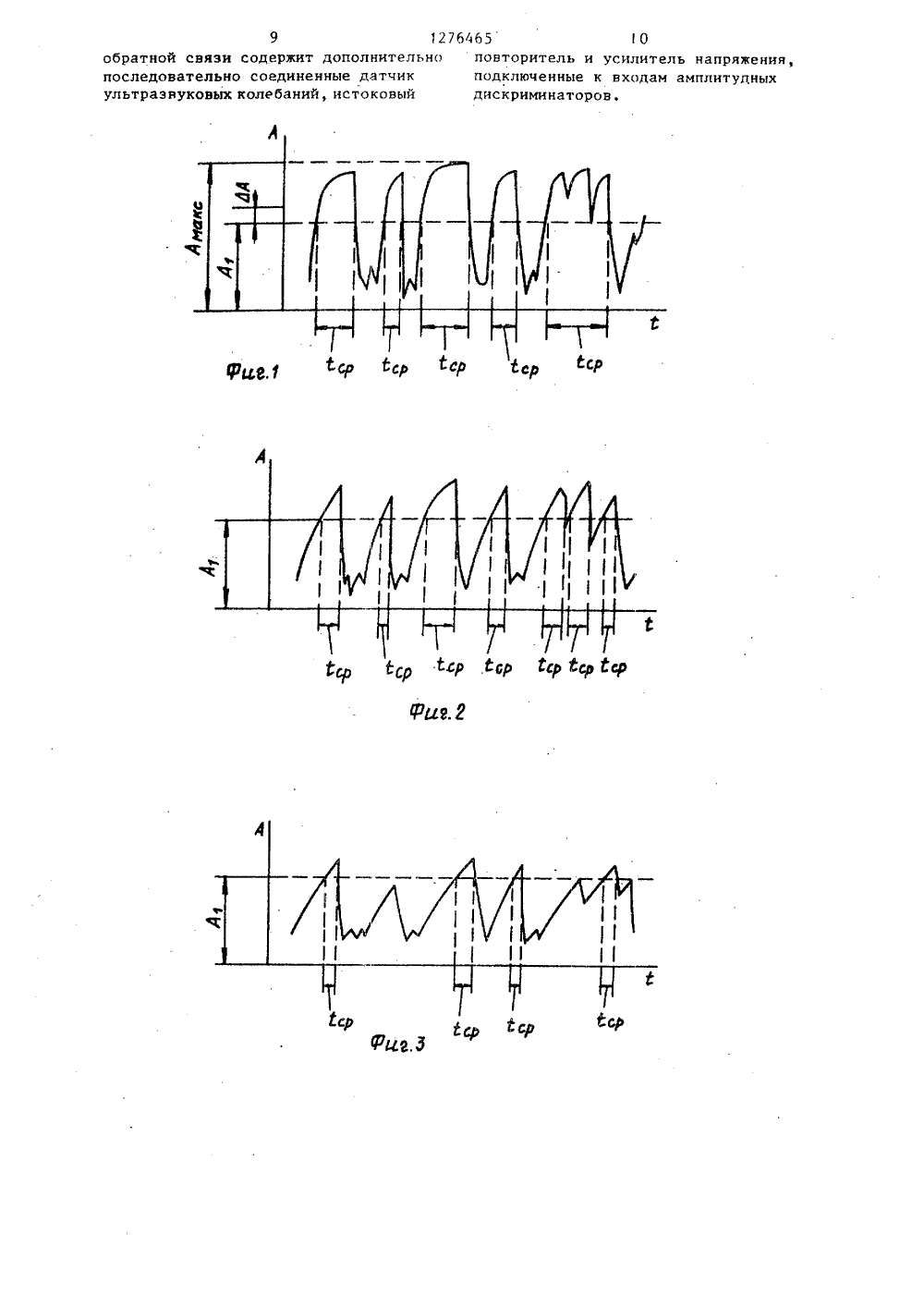
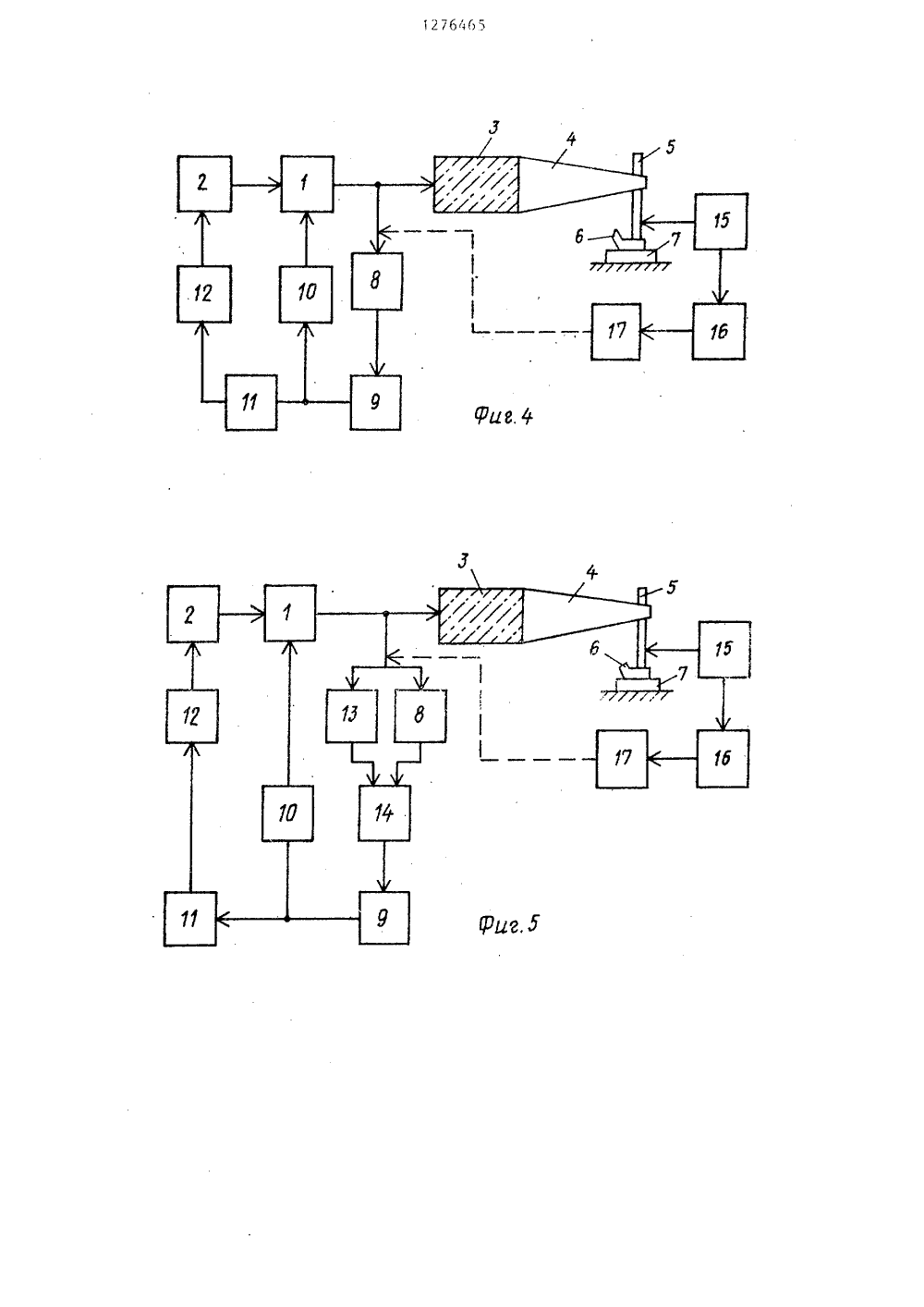
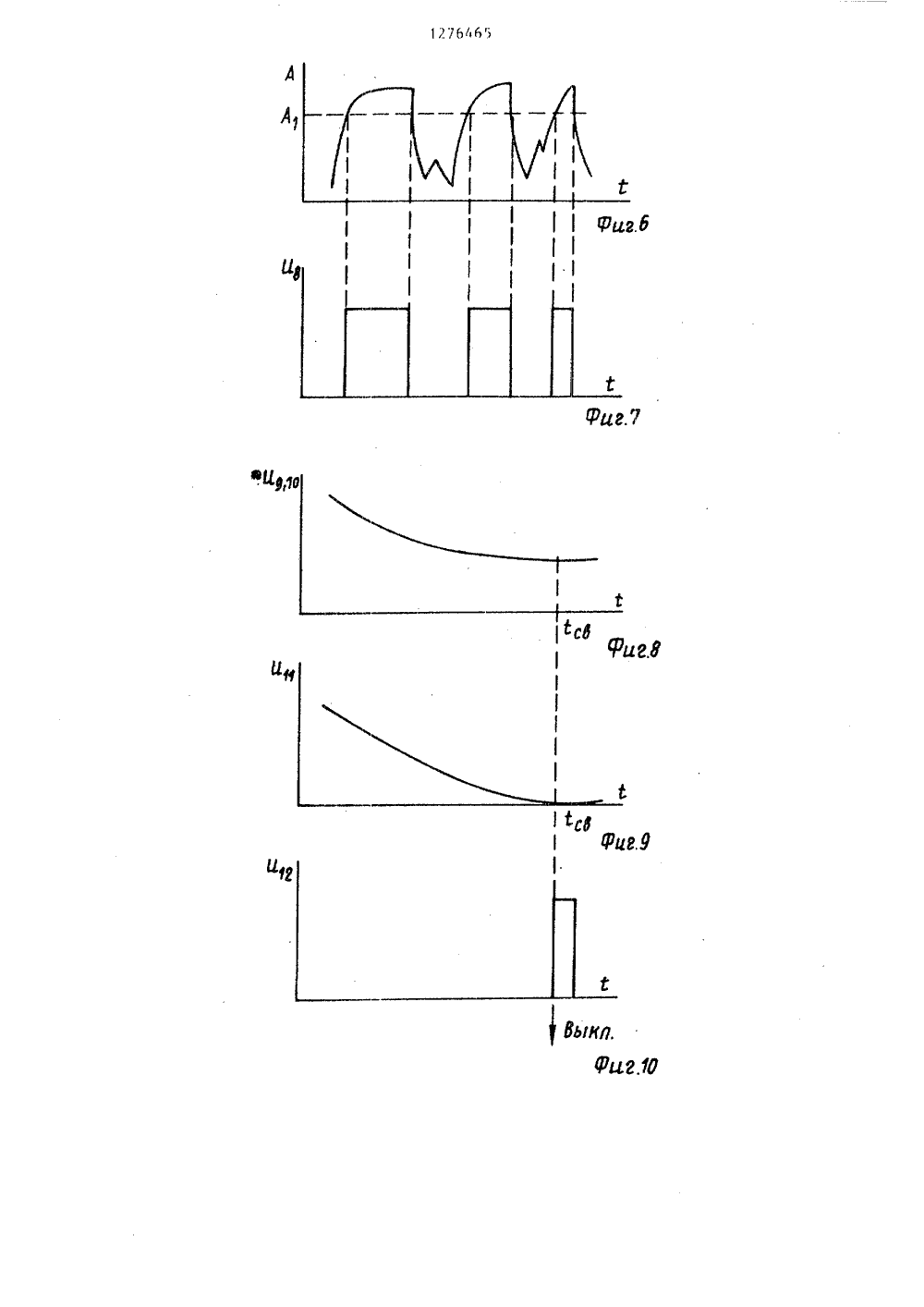
СОЮЗ СОВЕТСКИСОЦИАЛИСТИЧЕСКРЕСПУБЛИК 19 23 ГОСУДАРСТВЕННЫЙ К ПО ДЕЛАМ ИЗОБРЕТЕН ЕТ СССРОТКРЫТИЙ ОПИСАНИЕ ИЗОБРЕТЕНИ АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(54) СПО УЛЬТРАЗВ РИАНТЫ) СТВЛЕНИЯ (57) Изо логии ми дачу новь получени Б УПРАВЛЕНИЯ ПРОЦЕССОМ ОВОЙ МИКРОСВАРКИ (ЕГО В УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕ етение относ оэлектроники ехн шает заения и стабильно микросварных с рной плотности о времени наблю колебаний на вх ти качестваединений. По одноме ти или п ических вероя о- лектаде у 3922690/25-2728.06.8515.12.86. Бюл. Р 46Институт электроники АН БССРА.В.Гулай и В,М.Колешко621.791.16(088.8)Авторское свидетельство СССР190, кл. В 23 К 20/10, 1975.торское свидетельство СССР313, кл. В 06 В 1/02, 1974. звуковой колебательной системы илимеханических колебаний на выходеданной системы в определенном фиксированном диапазоне амплитуд регулируют мощность ультразвуковых колебаний и прекращают процесс микросваркипри отсутствии изменения укаэанных параметров колебаний,Цепьобратной связисодержит один или два дифференциальныхамплитудных дискриминатора, интегратор, преобразователь уровня, дифференцирующее устройство и компараторуровня, а также схему антисовпадений.Для управления процессом по параметрам механических колебаний устройствосодержит в цепи обратной связи датчик ультразвуковых колебаний, истоовый повторитель н усилитель, Изобретение может быть использовано присборке полупроводниковых приборови интегральных микросхем. 3 с.п. и2 з.п. ф-лы, 14 ил.Изобретение относится к технологии микроэлектроники и может бь.ть использовано при сборке полупроводниковых приборов и интегральных микросхем.Пелью изобретения является повышение качества и воспроизводимости качества микросварных соединений при использовании ультразвуковых колебаний широкого спектра частот.На фиг. 1-3 представлены эпюры генерируемых и преобразованных колебаний, а также принцип их селекции по амплитуде в способе управления; на фиг, 4 и 5 - блок-схемы устройств для реализации способа управления; на фиг. 6-14 - временные диаграммы напряжений в различных узлах устройств управления микросваркой.Сущность способа управления заключается в том, что параметры режима ультразвуковой микросварки регулируют, используя информацию о величине входного механического импеданса микросварного соединения, который характеризует качество формируемого контакта. Например, при наличии в зоне микросварки окисных пленок, препятствующих качественному схватыванию материалов микропроволоки и контактной площадки, входной импеданс имеет небольшое значение. При качественном схватывании соединяемых материалов входной механический импеданс имеет значительно большее значениеза счет внесения в его величину импеданса подложки.,Оценивая величину укаэанного импеданса, можно регулировать параметры режима микросварки, Входной механический импеданс микро- сварного соединения, т.е, импеданс нагрузки ультразвуковой колебательной системы, трансформируется к входу, поэтому входной электрический импе- данс системы также характеризует качество формируемых соединений,Одним из параметров, характеризующих входной механический импеданс микросварного соединения и входной электрический импеданс ультразвуковой колебательной системы при возбуждении колебаний широкого спектра частот, является одномерная плотность вероятности появления механических колебаний на выходе указанной системы или одномерная плотность вероятности появлеййя электрических колебаний на ее входе.Колебания широкого спектра частот возбуждение которых производится, на 5 20 2530 35 4050 приближаясь к треугольной (фиг, 2). Дальнейшее увеличение импеданса приводит также к уменьшению амплитуды импульсов (фиг. 3). При этом изменяется одномерная плотность вероятности появлений колебаний (А), как величина, пропорциональная среднему времени пребывания уровня сигнала выше определенного порогового значения А,. Измеряя величину одновременной плотности вероятности появления электрических колебаний на входе ультразвуковой колебательной системы или механических колебаний на выходеданной системы, с определенным пороговым значением амплитуды, регулируют мощность ультразвукового генератора.На начальной стадии микросварки, характеризующейся интенсивной пластической деформацией микровыступов и ростом фактической площади контакта за счет увеличения количества одиночных точек схватывания, происходит резкое изменение входного механического импеданса микросварного соединения (соответственно, импеданса ультразвуковой колебательной системы), т.е. наблюдается определенная скорость изменения одномерной плотности вероятности появления колебанийй(А). По мере стабилизации процессапластической деформации присоединяемого проводника при микросварке и замедления процесса роста площади контакта скорость изменения входного механического импеданса микросварного соединения становится равной нулю, следовательно, скорость измененияодномерной плотности вероятности появпения колебаний также равна нулю. Прекращение процесса подачи ультразвука в зону микросварки в данный момент времени обеспечивает получение соединений с высоким качеством, а также с высокой стабильностью качества.Управление процессом ультразвуковой микросварки лри использовании пример, с использованием лавинногошума р-п-перехода в полупроводнике,на временной оси имеют вид импульсов(фиг, 1). При увеличении импедансацепи, по которой проходят импульсы,например, импеданса колебательнойсистемы, нагружаюшей ультразвуковойгенератор колебаний широкого спектра1276465 40 колебаний широкого спектра частот производится также по величине относительного времени нахождения амплитуды электрических или механических колебаний ультразвуковой колебательной системы в определенном диапазоне с шириной ОА А , где А максимальное значение выбросов колебаний данной системы. Относительное время нахождения амплитуды колебаний 1 О равно отношению суммарного времени колебаний в интервале от А до А +6 А1 к полной продолжительности интервала измерения. Измеряя величину указанного относительного времени, регули руют мощность ультразвуковых колебаний и при отсутствии изменения амплитуды в относительное время процесс микросварки прекращают,Выбор 6 А сс Аобусловлен 20 следующими обстоятельствами. При уменьшении интервала ьА относительно максимального значения выбросов колебаний чувствительность контроля величины относительного времени повышает ся, Увеличение ь А приводит к сниже нию чувствительности контроля и к уменьшению качества формируемых микросварных контактов.Способ управления процессом ультра- ЗО звуковой микросварки по величине относительного времени нахождения амплитуды является вариантом способа управления по величине одномерной плотности вероятности, так как относительное время соответствует одномерной функции плотности распределения вероятности появления колебаний, однако эти способы по-разному реализуются аппаратно. Устройство для управления процессом ультразвуковой микросварки по.величине одномерной плотности вероятности появления электрических колебаний (фиг. 4) содержит ультразвуко вой генератор 1, реле времени 2, ультразвуковую колебательную систему, состоящую, например, из электромеханического преобразователя 3, ультразвукового концентратора 4 и свароч ,ного инструмента 5,и нагруженную на импеданс контакта проволочный вывод 6 - контактная площадка 7.В уСтройстве цепь обратной связи содержит дифференциальный амплитуд ный дискриминатор 8, интегратор 9, преобразователь уровня 10, дифференцирующее устройство 11, компаратор уровня 12, причем вход днффенциального амплитудного дискриминатора 8соединен с входом ультразвуковой колебательной системы 3, 4 и 5, а выходего подключен через интегратор 9 ипреобразователь уровня 10 к управляющему входу ультразвукового генератора 1, при этом выход интегратора 9через дифференцирующее устройство 11и компаратор уровня 12 соединен среле времени 2.Цепь обратной связи устройствадля управления процессом ультразвуковой микросварки по величине отно.сительного времени появления колебаний в диапазоне от Адо А, +АА (фиг, 5)содержит второй дифференциальный.амплитудный дискриминатор 13, подключенный к входу ультразвуковой колебательной системы 3, 4 и 5, при этомвыходы дифференциальных амплитудныхдискриминаторов соединены с входамисхемы антисовпадений 14, а выход последней подключен к входу интегратора 9Для управления процессом ультразвуковой микросварки ло аналогичнымпараметрам механических колебанийустройство дополнительносодержитдатчик ультразвуковых колебаний 15,истоковый повторитель 16 и усилительнапряжения 1, при этом выход датчика 15 через истоковый повторитель 16и усилитель напряжения 17 соединен свходами дифференциальных амплитудныхдискриминаторов 8 и 13.Устройство работает следующимобразом.Электрические колебания ультразвуковой частоты с выхода ультразвукового генератора 1 подаются наультразвуковую колебательную систему,т,е. на вход электромеханическогопреобразователя 3, механические колебания которого через ультразвуковойконцентратор 4 и сварочный инструмент5 вводятся в зону соединения элементов 6 и 7. Длительность процессамикросварки задается с помощью релевремени 2.В случае управления процессом повеличине одномерной плотности вероятности электрических колебаний(фиг. 4) данные колебания, поступающие на вход ультразвуковой колебательной системы, подаются также надифференциальный амплитудный дискри,минатор 8. На выходе дискриминатора 8образуются прямоугольные импульсы;яникизых амплитуд с длительностями, равными длительностям выбросов колебаний широкого спектра частот за определенньй уровень А (фиг, б, 7).Далее сигнал подается на интегратор 9, на выходе которого образуетсяпостоянное напряжение, пропорциональное одномерной плотности вероятности ы 1(А), по величине которого регулируется мощность генератора 1 (фиг 8), 10 Согласование уровней выходного сигнала интегратора 9 и сигнала управления ультразвуковым генератором 1 осуществляется с помощью преобразователя уровня 10, в качестве которого может 15 быть использован усилитель постоянного тока (например, для управления усилителей мощности ультразвукового генератора 1 на мощных кремниевых транзисторах необходим ток до 220 мА, 20 в то время как выходные уровни сигналов интегратора на операционном усилителе имеют пределы по току 2-5 мА). Сигнал о интеграторе 9 подаетсятакже на дифференцирующее устройст во 11, на выходе которого образуется сигнал, пропорциональный скорости изменения одномерной плотности вероятности (фиг. 9). При равенстве нулю указанной скорости компаратор уров- з ня 12 вырабатывает сигнал, поступающий на реле времени 2, для отключения ультразвукового генератора 1 и пре;ращения процесса микросварки (фиг, 10)В сггуае управления процессом мик росварки по величине относительного времени пребывания колебаний в интервале от А, до А (фиг. 5) устройство работает следующим образом. Колебания с выхода ультразвукового генератора 1 подаются на входы дифференциальных амплитудных дискриминаторов 8 и 13. 11 а выходах дискриминаторов образуются прямоугольные импульсы олинаковых амплитуд с длительностями, равными длительностям выбросов колебаний за два соответствующих уровня А и А +ЛА (фиг. 11, 1, 13). Эти импульсы подаются на схему антисовпадений 14, которая пропускает сиг нал на выход тогда, когда входные напряжения неодинаковы (фиг. 14).Сигнал с выхода схемы антисовпадений подается на интегратор 9, на выходе которого образуется постоянное напряжение, пропорциональное относительному времени пребывания колебаний в интервале ьА, по величине которого ре улируется мощность ультразвукового генератора 1, При равенстве нулю скорости изменения этого относительного времени происходит отключение ультразвукового генератора 1 и прекращение процесса микросварки.В случае управления процессом ультразвуковой микросварки по аналогичным параметрам механических колебаний на выходе ультразвуковой колебательной системы устройство работает следующим образом. Иеханические колебания на выходе системы, например вблизи рабочего торца сварочного инструмента 5, улавливаются датчиком 15, сигнал с которого через истоковый повторитель 16 и усилитель напряжения 17 поступает к входам дифференциальных амплитудных дискриминаторов 8 и 13, При этом управление процессом микросварки производится как по величине одномерной плотности вероятности, так и по величине относительного времени пребывания механических колебаний.При управлении процессом ультразвуковой микросварки по величине механического импеданса в случае использования колебаний широкого спект" ра частот более полно учитываются механические свойства соединяемых материалов и состояние контактирующих поверхностей влияющпг на процесс формирования качсственного контакта. Это приводит к повышению качестваи воспроизводимости качества контакта, в частности его механической прочности,П р и м е р, Производили микро- сварку алюминиевой микропроволоки диаметром 300 мкм к алюминиевой пленке толщиной 5 мкм на кремниевом кристалле. При этом использовали ультразвуковой генератор, задающий каскад которого выполнен на шумовом диоде 2 Г 401 А, включенном в цепь базы транзистора КТ 312 Б, и который соединен через компаратор с усилителем, работающим в ключевом режиме. Ультразвуковая колебательная система представляет собой пьезокерамический преобразователь с основной рабочей частотой 70 кГц. Использовались ступенчатый концентратор с акустической четверть- волновой развязкой и сварочный инструмент из сплава ВК 19.Соединяемые элементы (проволочный вьнзод и металличес.ую пленку на кремниевй подложке) сжимали с усилием40 7 12763,0 Н и подавали в зону соединенияультразвуковые колебания широкогоспектра частот. По величине одномерной плотности вероятности колебаний на уровне 20 В и величине отно 5сительного времени пребывания коле-баний в диапазоне 20-22 В регулировали мощность ультразвуковых колебанийв диапазоне 27-35 Вт. Длительностьпроцесса микросварки регулировалась 1 Ов пределах 0,5-1,5 с. При использовании предлагаемого способа автоматического регулирования процесса ультразвуковой микросварки механическоеусилие на разрыв контактов под углом 1590 к плоскости зоны соединения возрастает с 3,0-3,7 (без использованияописанного способа) до 5,9-6,4 Н,т.е. примерно в 2 раза. При этомкоэффициент вибрации усилия на разрыв соединений уменьшается с 42-483до 7-127, т.е. значительно увеличивается стабильность процесса микросварки.Экономический эффект от использования способа и устройства достигается в основном за счет повышенияпроцента выХода годной продукции, вчастности полупроводниковых приборов,особенно после испытаний приборов натермоциклирование,Формула изобретения 1. Способ управления процессомультразвуковой микросварки, при котором осуществляют измерение параметров колебаний ультразвуковой колебательной системы и производят регулирование режима микросварки, о тл и ч а ю щ и й с я тем, что, сцелью повьппения качества и воспроизводимости качества микросварного соединения при использовании ультразвуковых колебаний широкого спектра 45частот, измеряют одномерную плотностьвероятности превьппения заданногозначения амплитуды электрических колебаний на входе ультразвуковой колебательной системы или механическихколебаний при выходе данной системы,по величине которой регулируют мощность ультразвуковых колебаний, ипрекращают процесс микросварки приравенстве нулю скорости измененияэтой плотности,55 2. Способ управления процессом ультразвуковой микросварки, при кото 465 8ром осуществляют измерение пярамет ров колебаний ультразвуковой колебательной системы и производят регулированйе режима микросварки, о тл и ч а ю щ и Й с я тем, что, с целью повышения качества микросвараного соединения, измеряют относительное время нахождения амплитуды электрических или механических колебаний ультразвуковой колебательной системы в фиксированном диапазоне амплитуды от определенного значения А до А+4 А где б А(АА иА, максимальное значение амплитуд колебаний данной системы, по величине этого относительного времени регулируют мощность ультразвуковых колебаний и прекращают процесс .микросварки при ,равенстве нулю скорости изменения величины этого времени. 3. Устройство для управления процессом ультразвуковой микросварки, содержащее ультразвуковой генеРатор, реле времени, ультразвуковую колебательную систему и пепь обратной связи, о т л и ч а ю щ е е с я тем, что, с целью повьппения качества и воспроизводимости качества микро- сварного соединения, цепь обратной связи содержит дифференциальный амплитудный дискриминатор, интегратор, преобразователь уровня, дифференцирующее устройство и компаратор уровня, при этом вход амплитудного дискриминатора соединен с входом ультразвуковой колебательной системы, а выход через интегратор подключен к входам преобразователя уровня и дифференцирующего устройства, выход пос-. леднего через компаратор .уровня соединен с реле времени, а выход преобразователя уровня соединен с управляющим входом ультразвукового генератора. 4. Устройство по п. 3, о т л ич а ю щ е е с я тем, что цепь обратной связи дополнительно содержит второй амплитудный дискриминатор и схему антисовпадений, при этом входы амплитудных дискриминаторов подключены к входу ультразвуковой колебательной системы, а выходы - к входам схемы антисовпадений, к выходу последней подключен вход интегратора.5. Устройство по пп3 и 4, о тл и ч а ю щ е е с я тем, что цепь9 127 б 465 10обратной связи содержит дополнительно повторитель и усилитель напряжения,последовательно соединенные датчик подключенные к входам амплитудныхультразвуковых колебаний, истоковый дискриминаторов,Составитель В. Т Техред Л.Олейни чен ректор И. Муск дактор М, Банду аказ 6618/1 ираж 10 одписно ПИ Государственного комитета ССС делам изобретений и открытий Москва, Ж, Раушская наб д. Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная,
СмотретьЗаявка
3922690, 28.06.1985
ИНСТИТУТ ЭЛЕКТРОНИКИ АН БССР
ГУЛАЙ АНАТОЛИЙ ВЛАДИМИРОВИЧ, КОЛЕШКО ВЛАДИМИР МИХАЙЛОВИЧ
МПК / Метки
МПК: B23K 20/10
Метки: варианты, его, микросварки, процессом, ультразвуковой
Опубликовано: 15.12.1986
Код ссылки
<a href="https://patents.su/9-1276465-sposob-upravleniya-processom-ultrazvukovojj-mikrosvarki-ego-varianty-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом ультразвуковой микросварки (его варианты) и устройство для его осуществления</a>
Способ контроля качества ультразвуковой микросварки

Номер патента: 1574406
Опубликовано: 30.06.1990
Авторы: Зеленов, Подлесных, Смирнов, Ткачев
МПК: B23K 20/10
Метки: качества, микросварки, ультразвуковой
...ССР 113035, Москва, Ж, Раушская наб., д. 4/5Производственно-издательский комбинат "Патент", г. Ужгород, ул, Гагарина, 101 кение вывода с контактной площадкой и одновременно происходит прихватывание инструмента к выводу. При отводе инструмента рабочий столик с изделием перемещается вслед за инструментом под действием силы прихватывания. Сигнал о перемещении рабочего столика, пропорциональный усилию прихватывания, поступает на блок сравнения с эталонной величиной, соответствующей заданному усилию отрыва инструмента. При достижении равенства между ними подается команда . на повторное включение ультразвукового генератора сварочной установки. При этом нарушается прихватывание инструмента к выводу, т.е. происходит отрыв инструмента от детали...
Установка для ультразвуковой микросварки

Номер патента: 1079386
Опубликовано: 15.03.1984
Авторы: Акимов, Васенко, Головин, Драгилев, Петухов, Рыдзевский
МПК: B23K 20/10
Метки: микросварки, ультразвуковой
...сварочной головки, кинематически связанный с -первым плечом двуплечего Г-образного рыча: га, блок контроля деформации, имеющий несколько входов, выходом и первым входом соединенный с ультразвуковым генератором, бесконтактный датчик, подключенный к второму входу ультразвукового генератора, и датчик линейных перемещений сварочной головки,состоящий из постоянного магнита и элемента Холла, подключенного к второму входу блока ,контроля деформации, и источник опорного напряжения, снабжена установленными на корпусе подвижным штоком и фиксатором штока, элемент Холла смонтирован на верхнем конце штока, нижний конец которого связан с меха. низмом вертикальных перемещений сварочной головки, постоянный магнит датчика линейных перемещений сварочной...
Система автоматического управления периодическим процессом ферментации

Номер патента: 1102813
Опубликовано: 15.07.1984
Авторы: Бабаянц, Лубенцов, Юсупбеков
МПК: C12Q 3/00
Метки: периодическим, процессом, ферментации
...заданного оптимального значения, на выходе первого сумматора 12. возникает рас согласование, поступающее на третий сумматор 14, входы релейного регулятора 18 и блока 21 управления. Сигнал с выхода датчика 11 поступает также на выход обратной модели 19, 55 значения параметров которой равны усредненным значениям параметров передаточной функции канала управле 813 Ьния процессом ферментации по величине рН. Сигнал с выхода обратной модели 19 поступает через второй сумматор 20 на вход блока 21 управления, где формируется результирующий сигнал, который сравнивается с заданным пороговым значением. При отклонении текущего значения результирующего сигнала от установленного порогового значения в блоке 21 управления Формируется командный сигнал,...
Способ управления процессом ультразвуковой микросварки

Номер патента: 1311887
Опубликовано: 23.05.1987
Авторы: Гулай, Колешко, Кривоносов
МПК: B23K 20/10
Метки: микросварки, процессом, ультразвуковой
...ультразвуковой колебательной системы. Сравнивают значения скоростей, измеренные в режиме холостого хода и в процессе микросварки, и по результатамсравнения регулируют длительностьпроцесса микросварки и мощность ультразвуковых колебаний. Чем меньше отклонение значений указанных скоростей, измеренных в процессе микросварки, от их величин, измеренныхв режиме холостого хода ультразвуковой колебательной системы, тем больше должна быть мощность колебанийи длительность процесса микросварки для того, чтобы обеспечить разрушение окисных пленок в зоне соеди",нения, пластическую деформацию микро выступов на соединяемых поверхностях и схватывание материалов в зонеконтакта.Схема устройства для реализации предлагаемого способа содержит...
Способ управления процессом ультразвуковой микросварки

Номер патента: 719835
Опубликовано: 05.03.1980
МПК: B23K 19/04
Метки: микросварки, процессом, ультразвуковой
...ультразвука.Н аиболее близким решением к изобретениюявляется способ управления процессом ультразвуковой микросварки, прикотором осуществляют введение в сварочную систему перед сваркой сигнала эталонной величины, получение в процессесварки активной составляющей сигнала 1обратной связи, пропорционального амплитуде колебаний инструмента, и выключение ультразвукового генератора в момент,соответствующий определенному соотношению указанных. сигналов 3,Недостатком этого способа являетсянизкая воспроизводимость прочности сварочных соединений.Цел. изобретения - увеличение воспроизводимости прочности соединений иоблегчение выбора оптимального режима сварки,Поставленная цель достигается тем,что формируют второй сигнал обратнойсвязи;...
Предыдущий патент: Инструмент для ультразвуковой микросварки
Следующий патент: Способ диффузионной сварки
Случайный патент: Шпоночное соединение