Способ управления процессом ультразвуковой микросварки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1311887
Авторы: Гулай, Колешко, Кривоносов


Текст
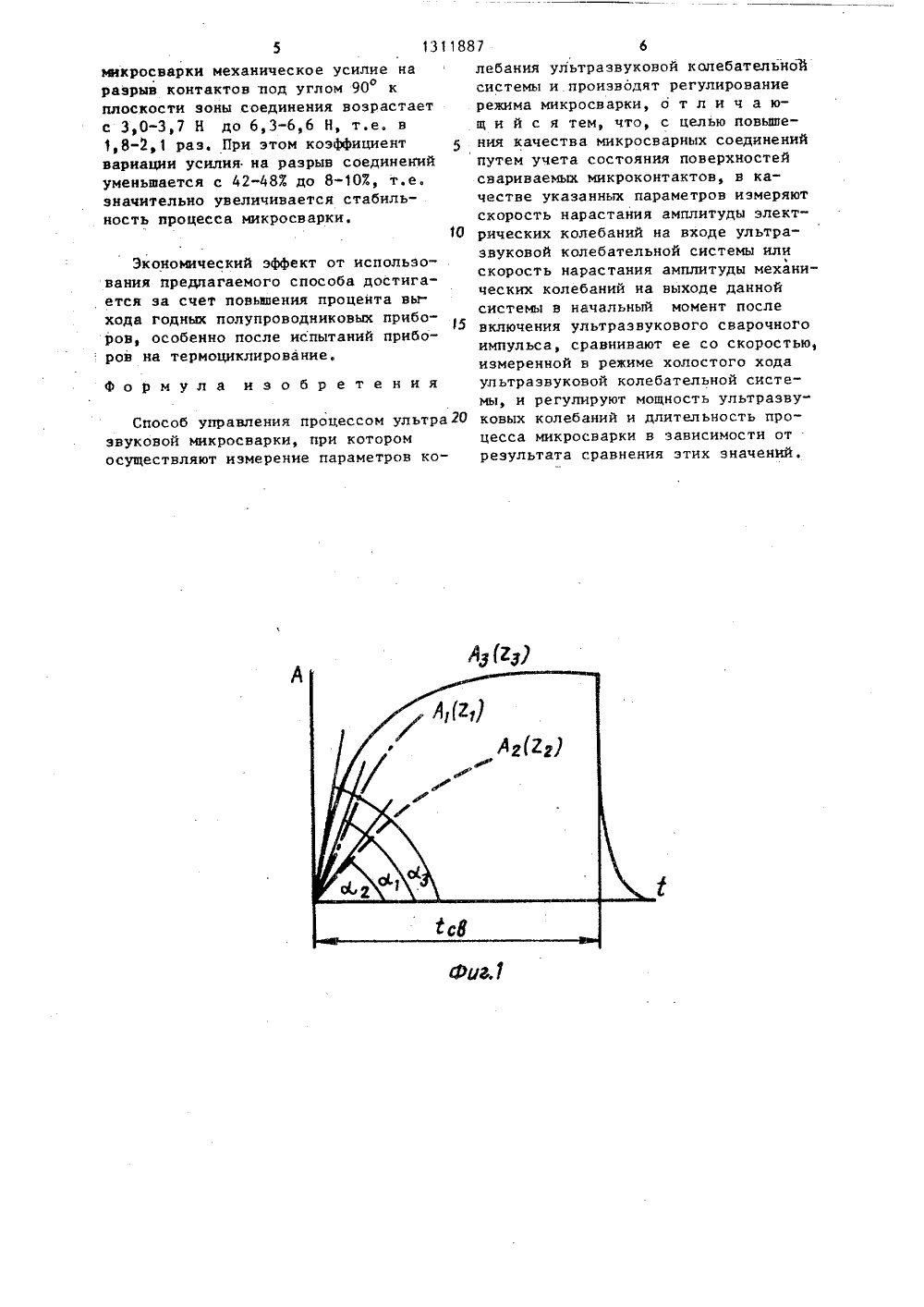
.8)льтраэвуковая Наука и технильство СССР 20/ 10, 1970. льство СССР 20/10, 1981. ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ ПИСАНИЕ И АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМУЛЬТРАЗВУКОВОЙ МИКРОСВАРКИ(57) Изобретение относится к технологсборки полупроводниковых приборови интегральных микросхем и повышаеткачество микросварных соединений,Сущность способа управления процессом микросварки заключается в регулировании длительности и мощностиультразвуковых колебаний в зависимости от качества поверхностей свариваемых микроконтактов, котороеоценивается по скорости нарастанияамплитуды электрических или механических колебаний ультразвуковойсистемы в процессе сварки и ее сравнения со скоростью нарастания в режиме холостого хода ультразвуковойсистемы. 3 ил.113118Изобретение относится к технологии микроэлектроники и может бытьиспользовано при сборке полупроводниковых прибрров и интегральных микросхем. 5Целью изобретения является повышение качества микросварных соединений путем учета состояния поверхностей свариваемых микроконтактов.На фиг.1 изображены кривые оценкисостояния свариваемых поверхностейпо скорости нарастания амплитудыэлектрических (А; ) или механических (Е;) колебаний, на фиг.2 и 3структурные схемы устройства для15реализации способа управления,Сущность способа управления заключается в том, что параметры режимаультразвуковой микросварки регулируют,используя информацию о переходных20процессах на входе ультразвуковойколебательной системы и в зоне микросварки. Переходные процессы при подагче электрических колебаний на входультразвуковой колебательной системыобусловлены электрическим импедансомданной системы и характеризуются ско-,ростью нарастания амплитуды электрических колебаний в начальный моментпосле выключения ультразвукового импульса. Переходные процессы в зоне микросварки обусловлены механическим импедансом зоны соединения и характеризуются скоростью нарастания амплитуды механических колебаний 35 на выходе ультразвуковой колебательной системы.В свою очередь, входной импеданс микросварного соединения, а также входной импеданс ультразвуковой 4 О колебательной системы зависят от качества формируемого микросварно го соединения. Например, при наличии в зоне микросварки окисных пленок, препятствующих быстрому и качественному схватыванию материалов микро- проволоки и контактной площадки, входной механический импеданс в начальный момент после включения импульса ультразвуковых колебаний ос О тается низким и амплитуда колебаний А(Е) быстро нарастает (Фиг.1),При быстром и качественном схватывании соединяемых материалов входной механический импеданс микросварного соединения имеет достаточнобольшое значение (за счет внесенияимпеданса подложки) и амплитуда ка 87 2 лебаний А(Е) нарастает медленнее(фиг.1). Следовательно, измеряя скорость нарастания амплитуды ультразвуковых колебаний на выходе колебательной системы, т.е. тангенс угла наклона переднего фронта ультразвукового сварочного импульса К М , можно регулировать параметры режима ультра" звуковой микросварки.Поскольку входной механический импеданс микросварного соединения, т.е, импеданс нагрузки ультразвуковой колебательной системы, трансформируется к входу данной системы и оказывает влияние на переходные процессы на ее входе, следовательно, скорость нарастания электрических колебаний на входе системы также характеризует качество формируемого контакта.Учитывая, что ультразвуковая колебательная система обладает собственным входным импендасом и скорость нарастания амплитуды колебаний на ее входе и выходе в режиме холостого хода,т.е. без нагрузки на импеданс микросварного соединения, имеет конечное значение, указанное значение скорости А(7.з), измеренное например, перед началом процесса микросварки, принимается за эталонное (фиг,1),До результатам сравнения эталонногозначения и измеренного в начальный момент микросварки регулируют параметры процесса.Разработанный способ управления процессом ультразвуковой микросварки осуществляется следующим образом. Перед началом процесса микро- сварки на ультразвуковую колебатель - ную систему (в режиме холостого хода) подают импульс ультразвуковых колебаний и измеряют скорость нарастания амплитуды электрических колебаний на ее входе или скорость нарастания амплитуды механических колебаний на выходе данной системы в начальный момент после включения импульса колебаний, Вводят это измеренное значение скорости в устройство для ультразвуковой сварки, Затем осуществляют процесс ультразвуковой микросварки, например, проволочного проводника к тонкой пленке на полупроводниковом кристалле, нагружают ультразвуковую колебательную систему на импеданс микросварного соединения и включают ультразвуковые колебания. Измеряют величину скоростинарастания амплитуды электрическихили механических колебаний ультразвуковой колебательной системы. Сравнивают значения скоростей, измеренные в режиме холостого хода и в процессе микросварки, и по результатамсравнения регулируют длительностьпроцесса микросварки и мощность ультразвуковых колебаний. Чем меньше отклонение значений указанных скоростей, измеренных в процессе микросварки, от их величин, измеренныхв режиме холостого хода ультразвуковой колебательной системы, тем больше должна быть мощность колебанийи длительность процесса микросварки для того, чтобы обеспечить разрушение окисных пленок в зоне соеди",нения, пластическую деформацию микро выступов на соединяемых поверхностях и схватывание материалов в зонеконтакта.Схема устройства для реализации предлагаемого способа содержит ультразвуковой генератор 1,реле 2 времени, электромеханическийпреобразователь 3, ультразвуковойконцентратор 4, сварочный инструмент 5, проволочный вывод 6, контактную площадку 7, детектор 8, дифференцирующее устройство 9, схему 1 О сравнения,преобразователь 11 уровня, усилитель 12, датчик 13 ультразвуковыхколебаний.В случае управления процессом по;скорости нарастания амплитуды электрических колебаний (фиг.2) колебания, поступающие на вход ультразвуковой колебательной системы, подаются также на детектор 8. В начальный момент после включения ультразвуковых колебаний производится выделение огибающей данных колебаний детектором 8 и дифференцирование с помощью дифференцирующего устройства 9, Производная огибающей является мерой скорости нарастания амплитуды электрических колебаний. С помощью схемы 10:происходит сравнение эталонного сигнала Ад и сигнала с выхода блока 9, характеризующего качество формируемого контакта.Результирующим сигналом через преобразователь 11 уровня производится ре гулирование длительности процессамикросварки путем воздействия нареле 2 времени и мощности ультразвуковых колебаний генератора 1. Преоб 1311887 4разователь 11 уровня в данном случаеслужит для согласования по уровнювыходного сигнала схемы 1 О сравненияи сигнала управления ультразвуковымгенератором 1 и реле 2 времени.В случае управления процессом ультразвуковой микросварки по скорости нарастания механических колебаний(фиг.3) механические колебания навыходе ультразвуковой колебательнойсистемы, например вблизи рабочеготорца сварочного инструмента 5, улавливаются датчиком 13, сигнал с выхода которого через усилитель 12, детектор 8 и дифференцирующее устройство 9 поступает на схему 10 сравнения.Достоинство способа заключаетсяв том, что при управлении процессомультразвуковой микросварки по переходным процессам в элементах ультразвуковой системы, т.е, фактическипо величине механического импедансамикросварного соединения, более полно учитываются механические свойсзва соединяемых материалов и состояние контактирующих поверхностей, влияющие на процесс формирования качественного соединения. Это приводитк повышению качества и воспроизводимости качества контакта, в Частностиего механической прочности.П р и м е р, Производят микросварку алюминиевой микропроволоки диаметром 300 мкм к алюминиевой пленке толщиной 5 мкм на кремниевомкристалле, Ультразвуковая колебательная система представляет собой пьезокерамический преобразователь с ос"новной рабочей частотой 70 кГц, сту пенчатый концентратор с акустической(четвертьволновой развязкой и свароч,ный инструмент из сплава ВК 19.Соединяемые элементы (проволочныйвывод и металлическую пленку на кремниевом кристалле) сжимают с усилием3,0 Н и подают в зону соединенияультразвуковые колебания. По скорости нарастания амплитуды электрических колебаний, лежащей в пределах(2-10) 10 В/с, и скорости нарастанияамплитуды механических колебаний,равной 60-300 мкс/с, регулируют длительность процесса микросварки впределах 0,5-1,5 с и мощность ультразвуковых колебаний в диапазоне27-35 Вт, При использовании предлагаемого способа автоматического регулирования процесса ультразвуковойСпособ управления процессом ультразвуковой микросварки, при которомосуществляют измерение параметров комекросварки механическое усилие наразрыв контактов под углом 90 кплоскости зоны соединения возрастаетс 3,0-3,7 Н до 6,3-6,6 Н, т.е. в1,8-21 раз. При этом коэффициентвариации усилия на разрыв соединенийуменьшается с 42-487 до 8-107, т.е.значительно увеличивается стабильность процесса микросварки. Экономический эффект от использования предлагаемого способа достигается эа счет повьвпения процента вью. хода годных полупроводниковых приборов, особенно после испытаний приборов на термоциклирование,Формула изобретения 11887 блебания ультразвуковой колебательнойсистемы и производят регулированиережима микросварки, о т л и ч а ющ и й с я тем, что, с целью повышения качества микросварных соединенийпутем учета состояния поверхностейсвариваемых микроконтактов, в качестве указанных параметров измеряютскорость нарастания амплитуды злект рических колебаний на входе ультразвуковой колебательной системы илискорость нарастания амплитуды механических колебаний на выходе даннойсистемы в начальный момент после 15 включения ультразвукового сварочногоимпульса, сравнивают ее со скоростью,измеренной в режиме холостого ходаультразвуковой колебательной системы, и регулируют мощность ультразву ковых колебаний и длительность процесса микросварки в зависимости отрезультата сравнения этих значений.1311887 оставитель В.Грибов ехред А. Кравчук орректор М,Демчик едактор С.Патрушев 7 аз 1921/1 одписное го комитет и открытий д. 4/5 аушская н оизводственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4 ВНИИПИ Гпо делам113035,Тираж ударственнзобретений сква, Ж
СмотретьЗаявка
3862513, 04.03.1985
ИНСТИТУТ ЭЛЕКТРОНИКИ АН БССР
КОЛЕШКО ВЛАДИМИР МИХАЙЛОВИЧ, ГУЛАЙ АНАТОЛИЙ ВЛАДИМИРОВИЧ, КРИВОНОСОВ СЕРГЕЙ СЕРГЕЕВИЧ
МПК / Метки
МПК: B23K 20/10
Метки: микросварки, процессом, ультразвуковой
Опубликовано: 23.05.1987
Код ссылки
<a href="https://patents.su/5-1311887-sposob-upravleniya-processom-ultrazvukovojj-mikrosvarki.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом ультразвуковой микросварки</a>
Способ определения силы сухого трения в колебательной системе с параллельным соединением элементов

Номер патента: 1613934
Опубликовано: 15.12.1990
Авторы: Лушников, Магоне, Цыфанский
МПК: G01N 19/02
Метки: колебательной, параллельным, силы, системе, соединением, сухого, трения, элементов
...вибростенда 8 (например, УВЗ 10/5000), усилитель 9 и генератор 10 синусоидальных сигналов (например, 15 УС 1 - 002) со встроенным частотомером 11, датчик 12, .вибропреобразователь 13 (например, ,3%1 Ч) и датчик 14 момента разблокировки фрикционной связи, выполненный в виде лепестка, чувствительного к горизонтальному движению воздуха, выходящего из внутренней полости пневмоклапана.Способ реализуется следующим образом.)Возбуждают кинематически по гармоническому закону вынужденные колебания пневмоклапана 1 с помощьювибростенда 8, при заблокированнойпаре (5 и 6) трения плавно увеличивают частоту Я колебаний генератором10 до момента ее разблокировки, фиксируемого датчиком 14, реагирующимна горизонтальный ток воздуха, вызываемый...
Способ регистрации равномерности колебания поверхности ультразвукового излучателя

Номер патента: 340461
Опубликовано: 01.01.1972
Автор: Химунин
МПК: B06B 1/06
Метки: излучателя, колебания, поверхности, равномерности, регистрации, ультразвукового
...и тп., разбавленный до концентрации 1:7 - 1;15 от номинальной. Температура раствора комнатная.Излучатель электрически соединяют с питающим его выстхтоочастотным генератором и при напряжении на излучателе, соответствующем удельной акустической мощности 0,1 - 10 вт(см, происходит процесс проявления предварительно засвеченного рассеяннььм светам слоя фотоэмульсии до появления окружностей почернения на участке фотослоя, контактирующем с излучателем. После о бр азования визуально р азличимого изобр ажения фотоэмульсию фиксируют в растворе фйисажа обычното состава до полного растворения бромистого серебра. Отфиксированный, промытый и высушенный фотослой является объективным документом, со,держащим и сохраняющим длительное время результаты...
Система обогрева фланцевых соединений цилиндров паровых турбин

Номер патента: 254526
Опубликовано: 01.01.1969
Авторы: Галацан, Иоффе, Кос, Прокопенко, Шилин
МПК: F01D 25/10
Метки: обогрева, паровых, соединений, турбин, фланцевых, цилиндров
...в сиредм ет изобретен п я единении циенним и нафланцами и роводы дляам и шпильдохр анптел- ьотлича,аяи эффективтранство соом трубопроИзвестны системы обогрева фланцевых соединений цилиндров паровых турбин с внутренним и наружным корпусами, разъемными фланцами и шпильками, содержащие трубопроводы для подвода греющего пара к фланцам и шпилькам, раздаточный коллектор, предохранительную и регулирующую арматуру.В этих системах греющий пар подается либо от источника, не связанного непосредственно с пускаемой турбоустановкой, либо при помо щи специальных устройств от паропроводов свежего пара или промежуточного перегрева данного блока. Однако температура лара, подаваемого на обогрев, обычно намного превышает температуру фланцев, шпилек и внут...
Устройство для возбуждения колебаний в ультразвуковых преобразователях при калибровке

Номер патента: 533862
Опубликовано: 30.10.1976
Авторы: Алексеев, Байков, Иванов, Рык
МПК: G01N 29/04
Метки: возбуждения, калибровке, колебаний, преобразователях, ультразвуковых
...с волокнами, изготовленными сиз разных материалов,На чертеже схематически изображено описываемое устройство для возбуждения колебаний в ультразвуковых преобразователях при калибровске.Оно содержит ультразвуковой преобр тель 1, механически воздействующий н 5 стро"1 стго рдбо 1".Ст слс;1 у 1 оц 1 цх ООрдзом, На ул тразвуко 1 сд црсобрдзоватсль 1 мсхтццссоки 1:О.;де т 11 с 1 ткссткдя ц 1 сткд 2, црдсцаюцд 51 С 51 Отцо цГс,1111;5 црсобрдзо 1 атсл 51 цод дсЙсгвцсх мсхд 1:ссеко О 1;ц 1 од 1,с, 1 срц хсхаццческом цоздсцс 11 ц 1 ц 1 сгкц цд црсООрдзовдтель отделхц.с эгс.,1 сцг. щс кц - волокцд перемещаются с:рсццсм ц ударами по повс 1)хцостц г 1 рсобрдОвдтеля. Трсццс во.1 око 111 и многочисленные ударь волокон О 1 овсрхность...
Система управления автотормозами соединенных поездов

Номер патента: 614982
Опубликовано: 15.07.1978
Автор: Либин
МПК: B60T 7/02
Метки: автотормозами, поездов, соединенных
...сообщена с тормозной магистральюпереднего поезда, а полость над диафраг"мой - с уравнительной камерой кранамашиниста заднего поезда,На чертеже представлена предлагаемая система управления, Она состоит издиафрагмы 1, нагруженной пружиной 2,и двухседельного клапана 3. Полость 4,в которой размещена пружина, сообщенатрубопроводом 5 с магистралью переднего поезда, а полость 6 над диафрагмой614982 аз 38 НИИ ппгт оп г,и ътщам сообщена трубопроводом 7 через трехходовой кран 8 с уравнительной камерой9 крана машиниста заднего поезда, пита,юшим магистраль. Полость 10 над, кда.,паном 3 сообщена трубопроводом 11 снапорной магистралью 12,Работа системы управления закдюча,ется в следующем, Пониженное давлениевоздуха в хвостовой части...
Предыдущий патент: Способ регулирования процесса дуговой сварки
Следующий патент: Инструмент для ультразвуковой сварки
Случайный патент: Устройство для обработки отверстий на заданную глубину