Система управления процессом дуговой сварки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
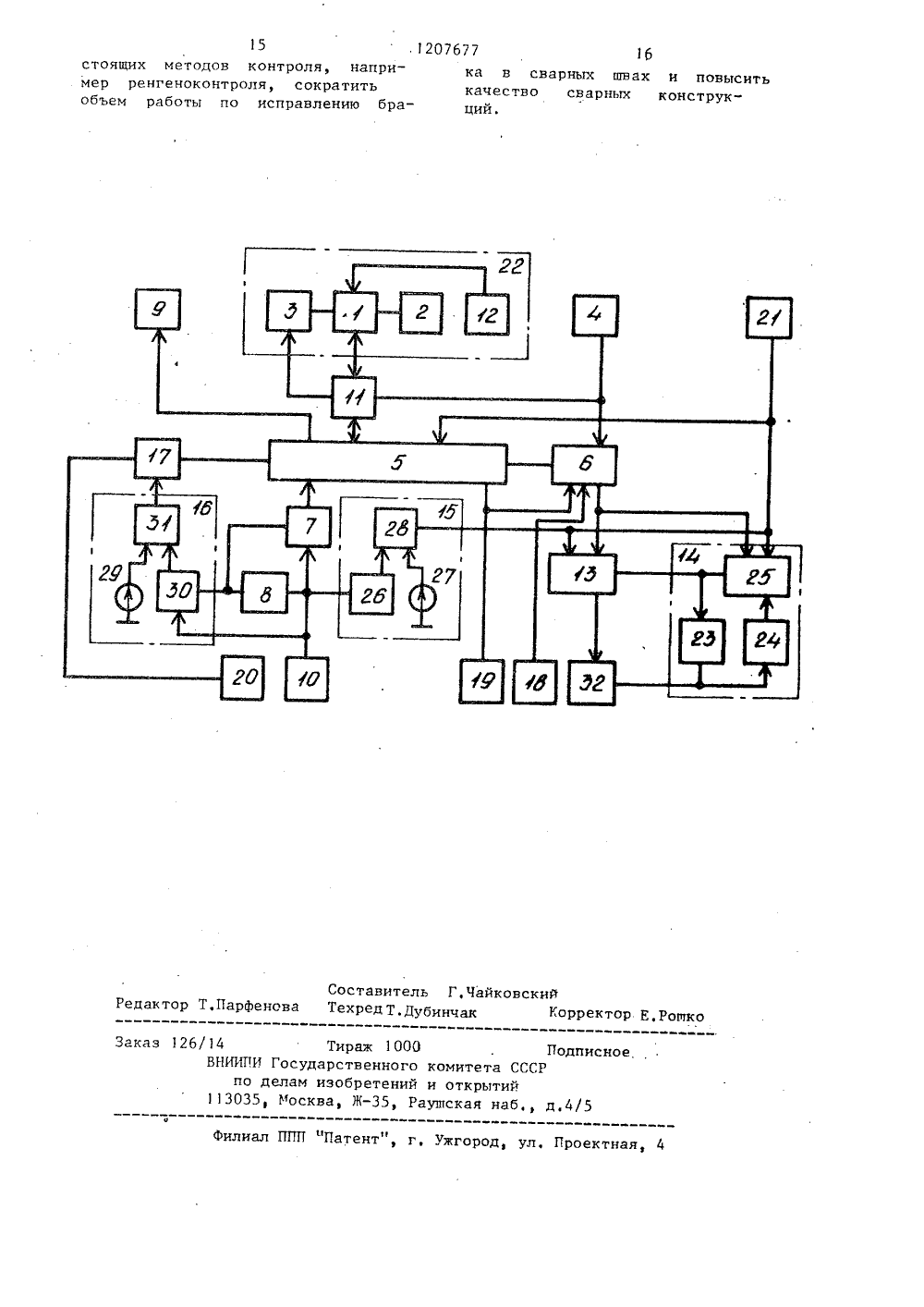
(19) (11)б 1) 4 В 23 К 9/1 О Е лектродетали соедин ыход послед входом блок пряторым ьим в женияровани т одом бл ми- тый анд ого соедин ризонтального и в е сварочнормирова блок оединен омму ой у ции це ановки вторымнала уп датч чер ин ния ов режима, копериода опро ежима соедине контроля пар вход блока ф ков па блок з тчико вторымров рерования параметров входом блок жима, второ м ломанд блока син питания с ч а ю щ а овышен утем по роцессом альваничательно ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ ИСАНИЕ ИЗ ВТОРСКОМ,/ СВИДЕТЕПЬСТ(71) Ордена Ленина и ордена Трудового Красного Знамени институт э сварки им,Е,О,Патона(56) Авторское свидетельство СССР У 969483, кл. В 23 К 11/24, 1981,Авторское свидетельство СССР 1 Ф 912441, кл, В 23 К 9/10, 1980, (54)(57) СИСТЕМА УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ, содержащая процессор, соединенный с оперативным запоминающим устройством и блоком прерывания, первый и второй выходы блока сопряжения соединены с входом блока сигнализации и входом блока формирования команд управления, пер вый вход блока сопряжения соединен с выходом блока аметров режима, при этом послед него соединен с а и авления соединен с выходом ронизации с сетью электроарочной установки, о т л ия с я тем, что, с цельюкачества сварных соединенийышения точности управлениясварки, в нее введены блокского разделения, последооединенные датчик ширины сварного шва и блок контроля ширины сварного шва, а также блок контроля транспортного запаздывания, блок кон троля включения сварочного тока, последовательно соединенные блок коммутации цепей управления сварочнойустановки и блок запоминания сигнала управления источником питаниясварочной установки, клавиатура длязадания параметров режима и управления положением сварочной горелки,постоянное запоминаюшее устройство,блок датчиков горизонтального и вертикального перемещения сварочной горелки, датчик касания поверхности управления, четверен с блоком гоертикального перей горелки, выбор ния команд управлепервым входом блока й управления сварочвходом блок ком питания сварочнои уст ки, третий вход последней соедин с выходом клавиатуры для задания параметров режима и управления п жением сварочной горелки с треть входом блока сопряжения, с вторым входом блока коммутации цепей уп ления сварочной установки и выхо дом блока контроля включения сва ного тока, вход которого соедин с выходом блока датчиков парамет режима и первым входом блока кон роля транспортного запаздывания, 1207 второй вход которого соединен с вторым входом блока контроля параметров режима выход блока контроля транспортного запаздывания через блок контроля ширины сварного шва соединен с четвертым входом блока сопряжения, выход блока гальванического разделения соединен с входом блока прерываний, второй вход блока формирования команд управления соединен с входом блока гальванического разделения, последний имеет двунаправленную связь с процессором и блоком сопряжения, постоянное запоминаютяее устройство соединено с вторым входом процессора,2. Система по п,1, о т л и ч а ющ а я с я тем, что блок запоминания сигнала управления источником питания сварочной установки выполнен на последовательно соединенных усилителе-Формирователе линии задержки и коммутационном ключе, при этом выход коммутационного ключа соединен с входом усилителя-формирователя и первым входом блока запоминания сигнала управления источником питания сварочной установки второй и третий входы которого соединены с вторым и третьим входами коммутационного ключа, выходблока запоминания сигнала управ: е:чяисточником питания сварочной установки соединен с выходом усилителяФормирователя,3, Система по п.1, о т л и ч а ющ а я с. я тем, что блок контролявключения сварочного тока выполненна усилителе, задатчике постоянногонапряжения и блоке сравнения выходпоследнего является выходом блокаконтроля включения сварочного тока,а вход соединен с входом усилителяьыход усилителя соединен с первымвходом блока сравнения, второй входкоторого соединен с выходом задатчика постоянного напряжения,4, Система по п,1, о т л и ч а ющ а я с я тем, что блок транспортногозапаздывания выполнен на интегратореузадатчике расстояния и блоке срав-.ения, при этом выход последнего соединен с выходом блока транспортногозапаздывания, первый и второй входыкоторого соединены соответственно спервым и вторым входами интегратора,:выход которого соединен с первым входом блока сравнения, второй вход которого соединен с выходом задатчикл расстояния.1Изобретение относится к сварочному производству и может быть использовано для контроля и управления сварочной установкой для автоматической дуговой сварки преимущественно неплавящимся электродом всреде зашитного газа,Целью изобретения является повышение качества сварных соединенийпутем повышения точности управления процессом сварки,На чертеже представлена Функциональная схема системы для управления процессом дуговой сварки.Система содержит процессор 1, опе. 5ративное запоминающееся устройство 2,блок 1 прерывания, блок 4 синхронизации с сетью электропитания сварочной установки, блок 5 сопряжения,)н.я, блок 7 контроля параметров режима, блок 8 задания периода опроса датчиков параметров режима, блок 9 сигнализации, блок О датчиков параметров режима, блок 11 гальванического разделения, постоянное запоминающее устройство 12, блок 13 коммутации цепей управления сварочной установки, блок 4 запоминания сигнала управления источником питания сварочной установки, блок 15 контроля включения сварочного тока, блок б контроля транспортного запаздывания, блок 17 контроля ширины шва, блок 18 датчиков горизонтального и вертикального перемещения сварочной горелки, датчик 19 касания поверхности "вариваемой детали, датчика 20 ширины шва, клавиатуру 21 для з; 1 ания параметров режима и уп40 45 50 55 равления положением сварочной горелки,Процессор 1, оперативное запоминающее устройство 2, блок 3 прерывания и постоянное запоминающее устройство 12 выполнены в виде однокристальной микро-ЭВМ 22, Блок 14запоминания сигнала управления источником питания сварочной установки состоит иэ усилителя-формирователя 23, линии задержки 24 и коммутационного ключа 25,Блок 15 контроля включения сварочного тока состоит из усилителя26, эадатчика 27 постоянного напряжения и блока 28 сравнения.Блок 16 контроля транспортногозапаздывания состоит из эадатчика29 расстояния, интегратора 30 и блока 31 сравнения. Позицией 32 на чертеже обозначена сварочная установка,на которой установлены блок 10 датчиков параметров режима, блок 14запоминания сигнала управления питания сварочной установки, блок 18 датчиков горизонтального и вертикального перемещения сварочной горелки,датчик 19 касания поверхности свариваемой детали, датчик 20 ширины щва.Элементы устройства соединены следующим образом. Один вход процессорасоединен с выходом оперативногозапоминающего устройства 2, второй -с выходом блока прерывания 3, третийс выходом постоянного запоминающегоустройства 12 и двухнаправленнойсвязью с блоком 11.гальваническогоразделения, первый вьжод которогосоединен с входом блока 3 прерывания,Выход блока 4 синхронизации с сетьюэлектропитания сварочной установкиподключен к первому входу блока 6формирования команд управления ипервому входу блока 11 гальванического разделения, Блок 5 сопряженияпервым выходом соединен с вторымвходом блока 6 формирования командуправления, вторым выходом - с входом блока 9 сигнализации и двунаправленной связью с блоком 11 гальванического разделения, первым входом.с выходом датчика 19 касания поверхности свариваемой детали и третьимвходом блока 6 Формирования командуправления, вторым входом - с выходом блока 7 контроля параметроврежима, третьим входом - с выходомблока 7 контроля ширины шва и четвертым входом - с выходом клавиатуры 07677 121 для задания параметров режима иуправления положением сварочной горелки. Блок 6 формирования командуправления четвертым входом подключен к выходу блока 18 датчиков горизонтального и вертикального перемещения сварочной горелки, а выходомс первым входом блока 13 коммутациицепей управления сварочной установки 0 и первым входом блока 14 запоминания сигнала управления источникомпитания сварочной установки, Блок 7контроля параметров режима первымвходом соединен с выходом блока 1 Одатчиков параметров режима, входомблока 8 задания периода опроса датчиков параметров режима, входом блока15 контроля включения сварочного тока и первым входом блока 16 контроля транспортного запаздывания, а вторым входом - с выходом блока 8 задания периода опроса датчиков параметров режима и вторым входом блока16 контроля транспортного запаздывания, Блок 13 коммутации цепей управления сварочной установки вторымвходом подключен к выходу блока 15контроля включения сварочного токаи второму входу блока 4 запоминания сигнала управления источникомпитания сварочной установки, а такжек выходу клавиатуры 21; первым выходом - к сварочной установке 32, вто-рым выходом - к третьему входу блока14, выход которого также соединен сосварочной установкой 32,Блок 7 контроля ширины сварочного шва первым входом подключен к выходу блока 16 контроля транспортного запаздывания, а вторым входом - к выходу датчика 20 ширины шва.В блоке 4 запоминания сигнала управления источником питания сварочной установки вход усилителя-формирователя 23 соединен с выходом блока 13 коммутации цепей управления и выходом коммутационного ключа 25, а выход - со сварочной установкой 32 и входом линии 24 задержки. Вьжод линии 24 задержки подключен к третьему входу коммутационного ключа 25, первый вход которого соединен с выходом блока 6 Формирования.-команд управления и второй вход - с выходомблока 15 контроля включения сварочного тока, входом блока 13 коммутации цепей управления и выходом клавиатуры 21, 1207677В блоке 15 контроля включенияварочного тока усилитель 26 соединен входом с выходом блока 1 О датчиков параметров режима, а также входами блоков 7, 8 и 6, а выходомс первым входом блока 28 сравнения,Второй вход блока 28 сравнения соединен с выходом задатчика 27 постоянного напряжения, а.его выход - с вто Орым входом блоков 14 и 13 и выходом клавиатуры 21,В блоке 16 контроля транспортногозапаздывания первый вход интегратора30 подключен к выходу блока О датчиков параметров режима и входомблоков 7, 8 и 15, второй вход егосоединен с выходом блока 8 заданияпериода опроса датчиков параметроврежима и входом блока 7 контроляпараметров режима, а выход интегратора 30 подключен к первому входублока 31 сравнения, второй вход которого соединен с выходом задатчика 29 расстояния, а выход блокасравнения 31 соединен с первым входом блока 17 контроля ширины шваСистема работает следующим образом,Программа контроля и управлениясварочной установкой хранится в постоянном запоминающем устройстве 12,Оперативное запоминающее устройство2 используется для хранения параметров режима сварки, установок кон 35троля и регулирования процесса, атакже результатов промежуточных расчетов, Режим сварки может задаваться по сложной циклограмме, Количество программируемых участков цикло 4 Ограммы определяется в основном объемом оперативного запоминающего устройства 2, числом управляемых параметров режима и дискретностью, с которой эти параметры необходимо зада 45вать в процессе сварки,При включении питания процессор1 согласно программе, хранящейся впостоянном запоминающем устройстве12, через блок 11 гальваническогоразделения и блок 5 сопряжения вы 50дает в блок 6 формирования командуправления сварочной установкой команду включения блока 13 коммутациицепей управления сварочной установкой, нулевые значения величины сва-рочного тока, скорости сварки, скорости подачи присадочной проволокии перемещения сварочной горелки по вертикали и горизонтали, а также команду разрешения подачи напряжения питания сварочной установки,Палее процессор 1 через блок 11 гальванического разделения и блок 5 сопряжения выдает на блок 9 сигнализации команду готовности сварочной установки к работе и в режиме сканирования опрашивает клавиатуру 21. По этой команде необходимо выставить начальное положение сварочной горелки путем нажатия на клавиатуре 21 соответствующей клавиши перемешения горелки /(вдоль или поперек шва, перемещение по вертикали. Процессор 1 через блок 11 гальванического разделения и блок 5 сопряжения считывает нажатые клавиши и затем также через блоки 11 и 5 выдает в блок 6 формирования команд управления сварочной установкой команду перемещения горелки в плоскости, соответствующей нажатой клавише,Это команда через блок 13 поступает непосредственно на требуемый двигатель сварочной установки 32 до того времени, пока на клавиатуре 21 не будет нажата клавиша ввода следующей команды, После позиционирования сварочной горелки необходимо задать циклограмму сварочного режима, При этом независимо от числа программируемых участков (т,е, от объема оперативного запоминающего устройства 2) первый участок определяет режим включения тока (для аргонодуговой сварки, этот участок соответствует включению осциллятора), На этом участке задается длительность его во времени, величина сварочного тока и расстояние горелки от свариваемого изделия (длина дуги), При этом процессор 1 через блоки 1 и 5 выдает в блок 9 сигнализации наименование вводимого параметра, его значение, которое в настоящий момент хранится в оперативном запоминающем устройстве 2, и размерность параметра. Новое значение параметра вводится с помошью клавиатуры 21, Процессор 1 через блоки 11 и 5 считывает введенные значения, заносит их в оперативное запоминающее устройство 2, а после нажатия клавиши ввода следующей команды выдает в блок 9 сигнализации наименование, значение и размерность следующего параметра, После ввода длины дуги на первом участке процес 7 12сор 1 через блоки 11 и 5 выдает вблок 6 команду на перемещение сварочной горелки по вертикали или по горизонтали в зависимости от расположения свариваемой плоскости). Прикасании электродом поверхности детали датчик 19 вьщает сигнал сброса команды перемещения горелки в блок 6,а через блоки 5 и 11 этот сигнал пос.тупает в процессор 1, который через блоки 5 и 11 передает в блок 6значение длины дуги на первом участке. Блок 6 подает команду перемещения сварочной горелки поперек швачерез блок 13 коммутации цепей управления сварочной установки на соответствующий двигатель до тех пор,пока сигнал обратной связи, поступающий на вход блока 6 с выхода блока 18 датчиков горизонтального ивертикального перемещения сварочной горелки не компенсирует заданное значение,Таким образом, выставляется начальное положение сварочной горелкиотносительно свариваемого изделия,Далее при вводе параметров режимана рабочих участках циклограммы про"цессор 1 не вьщает команд управлениясварочной установкой, Кроме того, наэтих участках кроме их длительности .во времени, тока сварки, перемещениягорелки поперек шва по вертикали игоризонтали также задается напряжение на дуге, скорость сварки и скорость подачи присадочной проволоки.Последовательность действий устройства аналогична вводу данных на первом участке. После задания последнего рабочего участка циклограммысварки процессор 1 снова повторяетвыдачу на блок 9 сигнализации значений параметров режима сварки,начиная с первого участка. При этомвозможна проверка или корректировка введенных значений, Если нет необходимости отрабатывать максимальную по числу участков циклограмму,необходимо после ввода последнегорабочего участка циклограммы задатьдлительность следующего участка,равную нулю. Процессор 1 после рас-шифровки нулевого значения длительности сварки переходит на выдачу вблок 9 сигнализации значений параметров режима первого участка. 07677 8чения сварки, Процессорчерез блоки 5 и 11 считывает с клавиатуры 21значение клавиши,.декодирует его и,если обнаруживает, что нажата клави-.ша включения сварки, начинает отра-.батывать заданную циклограмму режимасварки, На первом участке циклограммы, соответствующем включению сварочной дуги, процессор 1 через блоки1 О 11 и 5 выдает в блок 6 формирования команд управления сварочной ус"тановкой начальное значение сварочного тока, Сигнал управления источником питания с выхода блока 6 че 5 рез блок 13 и усилитель-формирователь 23 подается на источник питания сварочной установки 32. При этоммежду электродом и свариваемым изделием появляется напряжение холостого20 хода, Далее с запаздыванием не более10 мс процессор 1 через блоки 11 и 5вьщает в блок 6 команду на включение осциллятора. В этом случае с вы"хода блока 6 на первый вход комму 25 тационного ключа 25, блока 14 и пер"вый вход блока 13 коммутации цепейуправления сварочной установкой подается команда управления, котораяв блоке 14 включает ключ 25 такимобразом, что выход линии 24 задержки через ключ 25 замыкается на входусилителя-Формирователя 23, а блок13 коммутации цепей управления сварочной установки отключает цепи ис 35полнительных устройств двигателей9источника питания, осциллятора сварочной установки 32 от входа блока 6.Далее управление ключом 25 блока 14и блоком 13 возможно только послепоступления разрешения с выхода блотка 15 контроля включения сварочноготока, В блоке 14 запоминания сигна ла управления источником питаниясварочной установки сигнал с выхода45усилителя-формирователя 23 поступаетв линию задержки 24 и через 10 мс спомощью ключа 25 подается на входусилителя-формирователя 23. Такимобразом, при включенном ключе 25 50блок 14 выдает в источник питаниясварочной установки 32 один и тот же.предварительно заданный сигнал управления независимо от процессора 1,С другой стороны, отключение цепейисполнительных устройств сварочнойустановки блоком 13 коммутации от55выхода блока 6 приводит к включениюВключение сварки производится нажатием на клавиатуре 21 клавиши вклюосциллятора сварочной установки 32. Сбои в блоке 6 формирования команд07677 1 О 1.с 6 50 55 912управления сварочной установкой, воз-никающие при работе осциллятора, немогут влиять на сварочную установку32, поскольку ее исполнительные уст"ройства отключены от блока 6, Процессор 1 с оперативным запоминающимустройством 2, блоком прерывания 3 ипостоянным запоминающим устройством13 выполнены в виде однокристальноймикро-ЭВМ 22, При этом блок гальванического разделения 11 полностьюисключает помехи,При включении тока сигнал с выхода блока 10 датчиков параметров режимов через усилитель 26 блока 15 сравнивается в блоке сравнения 28 с уровнем напряжения задатчика 27 блока 15,Сигнал задатчика 27 выбирается вышеуровня напряжения помех, наводимыхв измерительных цепях блока 10 приработе осциллятора, В блоке 15 призажигании дуги уровень, сигнала, пропорциональный сварочному току с выхода усилителя 26, превышает уровеньзадатчика 27 постоянного напряжения,при этом срабатывает блок 28 сравнения и сигнал разрешения подается навход ключа 25 блока 14 и вход блока13 коммутации цепей управления сварочной установкой,Процессор 1 отсчитывает заданнуюдлительность первого участка циклограммы режима сварки, затем черезблоки 11 и 5 считывает с выходаблока измерения параметров режимавеличину сварочного тока, Если измеренный ток соответствует заданномупо режиму в пределах допуска, процессор 1 начинает отработку циклограммы режима сварки, В противномслучае процессор 1 повторяет последовательность операций для включения сварочной дуги. Если при многократном (например, 4-кратном ) повторении цикла включение дуги не произошло, процессор 1 останавливаетстработку циклограммы и через блоки11 и 5 на блок 9 сигнализации выдается диагностическое сообщение онарушениях в цепи включения тока илистсутствии защитного газа. Разрешение управления ключом 25 блока 14 иблоком 13 подается в этом случае свыхода клавиатуры 21 при первом нажатии любой ее клавиши,В начале отработки циклограммы режима сварки процессор 1 через блоки 11 и 5 выдает в блок 6 команду на 5 1 О 15 20 25 30 35 40 отключение ключа 25 блока 14 и пере. ключение блока 3 в положение замь 1- кания выходов блока 6 с входами исполнительных устройств сварочной установки 32 и с входами блока 14 управления источником питания сварочной установки.Процессор 1 считывает из оперативного запоминающего устройства 2 заданные в режиме диалога параметры режима сварки для каждого участка циклограммы а также длительность этого участка и синхронно с частотой электрической сети 20 мс) по сигналу от блока 4 выдает команды через блоки 11 и 5 на блок 6, который формирует команды управления сварочной установкой, источником питания, скоростью сварки и подачи присадочной проволоки, Команды перемещения горелки поперек шва по горизонтали и вертикали выдаются процессором 1 через блоки 1 и 5 в блок 6 формирования команд управления сварочной установкой в начале каждого участка циклограммы режима сварки, Блок 6 выдает через блок 13 сигнал управления двигателями перемещения. горелки поперек шва по горизонтали и вертикали до тех пор, пока сигнал с выхода блока 18 датчиков горизонтального и вертикального перемещения горелки не компенсирует заданную величину команд перемешения горелки в блоке 6,Измерение параметров режима сварки осуществляется с заданной дискретностью по длине шва, например 5 мм, Эта дискретность задается в блок 8 задания периода опроса параметров режима и зависит от марки свариваемого сплава, толщины свариваемого изделия и требуемой точности контроля и управления процессом,Блок 8 формирует сигналы управленияблоком,7 контроля параметров режимасварки с периодом Т, равным где ЧсЬ - скорость сварки.Блок 7 измеряет значения параметров режима, поступающие на его вход с выхода бл 6 ка О датчиков параметров режима и выставляет сигнал готовности, который процессор 1 через блоки 1 и 5 контролирует на выходе Гжа 7, По этому сигналу процессор 1 через блоки 11 и 5 считывает пара1 си длгде 1 - коэффициент пропорциональности,Этот сигьал сравнивается в блоке31 сравнения блока 16 с сигналом задатчика 29 расстояния напряжения,равнымд. =а,При равенстве д = д, с выходаблока 31 сравнения выдается сигналуправления блоком 17 контроля ширины 40сварочного шва, который после изме-.рения и запоминания показания датчика 20 ширины сварного шва выдаетсигнал готовности в блок 5 сопряжения. Таким образом, измерение ширинысварного шва осуществляется в том жеместе щва, где и измерение параметров режима, Это необходимо для обеспечения требуемой точности расчетакорректирующего воздействия на процесс,30 Далее процессор 1 по измеренным значениям параметрон режима определяет расчетное значение ширины свар ного шва 1112076 метры режима сварки: сварочный ток 1, напряжение на дуге П, скорость сварки Ч 5 и скорость подачи присадочной проволоки Чр и заносит эти величины в оперативное запоминающее устройство 2, а через блоки 5 и 11 - в блок сигнализации 9,Измерение ширины сварного шва осу щестнляется с учетом расстояния между осью электрода и линией нане- О дения датчика ширины щва 20, Для сопоставления измеренных параметронг режима с шириной сварного шва измере. ние осуществляется с запаздыванием относительно момента измерения параметров режимаСигнал скорости сварки с блока 1 О датчика параметров режима подается на вход интегратора 30 блока 16 контроля транспортного запаздывания, Поскольку этот интегратор сбрасывается сигналом с выхода блска 8 задания периода опроса датчиков параметров режима сигнал на выходе интегратора 30 блока 16, пропорциональный расстоянию, которое 25 прошла горелка с момента измерения параметрон режима сварки равен77 где 1, П с 1 2 измеренные значения параметрон режима сварки;1(Р1;- коэффициенты, полученные методом статистической обработ" ки экспериментальных данных.Значения коэффициентов Р и г 4 хранятся в постоянном запоминающем устройстве 12, Начальное значение коэффициента 1, хранится в постоянном запоминающем устройстве 12, а при включении сварки эта величина заносится в оперативное запоминающее устройство 2 и далее при контроле выбирается из устройства 21,Величина неконтролируемых возмущений, действующих на процесс, опре" деляется по погрешности между измеренной шириной шна В и рассчитаннои по формуле (1) 61= - (н +Ч + " ) дц Ю 61 св ( а, В о Ч В зависимости (3) коэффициенты п 4,%ф г также получены методомстатистической обработки информации ихранятся в постоянном запоминающемустройстве 12,Значение тока сварки 11 + Ьпроцессор 1 через блоки 1 и 5 передает в блок 6 формирования командуправления сварочной установкой, свыхода которого скорректированныйсигнал управления через усилительформирователь 23 блока 4 подаетсяв источник питания сварочной установки 32.фЕсли значение погрешности расчеташирины шва, рассчитанной по формуле ЛВ = В 1, - В (2) Процессор 1 рассчитывает по формуле (2) погрешность Д В, а также погрешности обработки параметров режимаПо 1 Фс 5 = 7 сВ - Чегогде 1 и П - измеренные значениянапряжения на дуге и скорости сварки;Г,и 1, - заданные значения этихпараметров на контролируемом участке. свар" ного шва.Далее процессор 1 рассчитывает величину коррекции сварного тока для получения постоянной глубины проплавления шва по формуле(2), превышает погрешность измерения ширины шва обычно О, мм), процессор 1 корректирует значение коэффициента к в формуле (1) по формулеК, = - КВи+ ВРассчитанное значение к процессор 1 заносит в оперативное запоминающее устройство 2 на место к, т,е, к = кн, Отсчитав длительность текущего участка циклограммы режима свярки 9 процессор 1 считывает из опера " тивного запоминающего устройства 2 значения параметров режима ня следующем участке циклограммы и его длительность, Далее процессор 1 проверяет заданное значение длительности этого участка если оно отлично от нуля, осуществляется управление режимом сварки аналогично описанному. При нулевом значении длительности сварки процессор 1 переходит к отработке подпрограммы выключения свар ки, Выключение сварки также осуществляется после отработки последнего по циклограмме участка режима сварки, При отработке подпрограммь. выключения тока процессор 1 через блоки 11 и 5 выдает в блок 6 формирования команд управления сварочной установкой нулевое значение скорости сварки, а величины тока сварки и скорости подачи присадочной проволоки уменьшаются процессором 1 с периодом 1 в 2 раза относительно их зпачений в начале каждого периода, Начальные значения тока сварки и скорости подачи присадочной проволоки равны их величинам на последнем ".ястке пиклограммы, При обрабо гке под-. программы выключения сварки измере,ние ширины сварного шва и регулирование по зависимостям (1) - (3) блокируется,После выключения тока сварки процессор 1 через блоки 11 и 5 выдаетв блок 9 сигнализации сообщение обокончании сварки. При этом устройство управления возвращается в исходное положение,Если в процессе сварки необходимсрочный ( аварийный) останов процесса,необходимо на клавиатуре 21 нажатьклавишу аварийного останова. Сигналот этой клавиши через блоки 5 и 11поступает в блок 3 прерывания, который выдает в процессор 1 командупрерывания По этой команде процес 0767,7 14сор 1 выдает через блоки 11 и 5 вблок 6 формирования команд упряглния сварочной установкой нулевыезначения тока сварки, скорости сварки и скорости присадочной проволокии после выключения тока в блок 9сигнализации сообщение об аваоийпои выключении тока сварки,Предлагаемая система для управ,ления процессом дуговой сварки выгодно отличается от прототипа. 1 аличие в пем блока гальваническогоразделения, постоянного запоминающего устройства, блока коммутациицепей упрагления сварсчной установки блока запоминания сигнала управления источник:ом питания сварочнойустановк:и и блока контроля включения сварочного тока обеспечиваетработу устройства при наличии мощныхиндустриальных помех, вызванных источником питания сварочной установки, оспиллятором для возбуждения дуги и т,д, Зто практически не ограничивает область процессов дуговойсварки, для которых применимо устройство, Благодаря введению в устройство блока контроля ширины сварногошвя и блока контроля транспортногозапаздывания вменит с блоком контроля параметров режима и блоком датчиков параметров режима управлениепроцессом сварки осуществляется сучетом отклонений как параметров режима сварки, так и неконтролируемьгхвозмущений, действующих на процессизменение теплоотвода, качества зашиты сварочной ванны состоянияэлектрода и т,п.), Применение блокадатчиков горизонтального и вертикального перемещения сварочной горелкии датчика касания поверхности свариваемой детали обеспечивает требуемую точность наведения сварочной горелки в плоскости, перпендикулярной ,1свяривяемому шву, Все это в конечномсчете повьшает надежность и точностьуправления процессом сварки и улучшает качествосварных швов,Использование предлагаемого устройства управления для автоматической сварки, в том числе аргонодуговой сварки неплавящимся электродом, при изготовлениисварных конструкций в самолетостроении, ракетостроении и цругих отраслях машиностроительной промышленности позволяет повыситьк:, яство сварных швов, снизить нормы применяемых в настоящее время дорого,207677 Составитель Г,ЧайковскийРедактор Т,Парфенова Техред Т.дубинчак Корректор Е,Рошко Заказ 12 б/14 Тираж 1000 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Госква, Ж, Рауптская наб., д.45Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4 стоящих методов контроля, например ренгеноконтроля, сократитьобъем работы по исправлению брака в сварных швах и повыситькачество сварных конструкций.
СмотретьЗаявка
3774739, 25.07.1984
ОРДЕНА ЛЕНИНА И ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ИНСТИТУТ ЭЛЕКТРОСВАРКИ ИМ. Е. О. ПАТОНА
ПОДОЛА НИКОЛАЙ ВАСИЛЬЕВИЧ, РУДЕНКО ПЕТР МИХАЙЛОВИЧ, КАРАПАТА ПЕТР АЛЕКСЕЕВИЧ, КОБЫЛИН АЛЕКСАНДР МИХАЙЛОВИЧ, ОКСЕНИЧ ВЛАДИМИР ВЕНЕДИКТОВИЧ
МПК / Метки
МПК: B23K 9/10
Метки: дуговой, процессом, сварки
Опубликовано: 30.01.1986
Код ссылки
<a href="https://patents.su/9-1207677-sistema-upravleniya-processom-dugovojj-svarki.html" target="_blank" rel="follow" title="База патентов СССР">Система управления процессом дуговой сварки</a>
Устройство для контроля цифровых блоков
Номер патента: 1807774
Опубликовано: 10.03.1996
Авторы: Борисихин, Сидоров, Шехурдин
МПК: G01R 31/28, G01R 31/3177
1. УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЦИФРОВЫХ БЛОКОВ, содержащее генератор тестовых последовательностей, блок анализа, блок индикации, источник питания, преобразователь, блок подключения объекта контроля, выходы которого соединены с имитатором нагрузки, а первые входы с первыми выходами генератора тестовых последовательностей, второй вход блока подключения объекта контроля соединен с первым входом блока анализа и через преобразователь с выходом источника питания, первые выходы блока анализа соединены с первыми входами блока индикации, вторые входы которого соединены с вторыми входами блока анализа и вторыми выходами генератора тестовых последовательностей, третьи выходы которого соединены с третьими входами блока анализа, отличающееся тем, что, с...
Блок считывания информации для доменного запоминающего устройства

Номер патента: 1091224
Опубликовано: 07.05.1984
Авторы: Иванов, Косов, Савельев, Соколов
МПК: G11C 11/14, G11C 7/00
Метки: блок, доменного, запоминающего, информации, считывания, устройства
...фОРМИРОВВсТЕЛЯ сигнала, а другие - к выходам дополнительных формирователей сигнала, входы которых подключены к выходам дополнительных дискриминаторов, подк;поченьных к выходам дополнительньг 5 с усилителей воспроизведения, первые входы которых подключень 1 к выходу предварительного усилителя воспроизведения, а друзгие - к выходам соответств пощих формирователей импульсов приче 15 вход первого блока задезж 1 си подклю"еи к второму входу уси 11 ителя воспрокзведе- НИЯ, а ВЫХОД СОЕДИс 1 ЕН С ВХОДОМ ПЕ 15 - ього формирователя импульсов, выход которого соединен с входом второго блока зацержки.На фиг,1 изображена блок-схе.5 а предлагаемого устройства; на фиг.2 - . фазовые диаграммы сигнапов во времяцикла считывани 51,Блок считывания ин 15...
Тренажер для обучения сварщиков

Номер патента: 1441446
Опубликовано: 30.11.1988
Авторы: Баранов, Богдановский, Васильев, Гавва, Патон, Ропало
МПК: G09B 19/24
Метки: обучения, сварщиков, тренажер
...работает следующим образом. При записи информации на магнитофон поступившая на вход 135 по сигналу на выходе 133 информация запоминается в сдвигающем регистре в канале вывода 358. Запоминается по этому сигналу в признак с входа 134 в блоке 359 синхронизации. При этом снимается сигнал готовности с выхода 137, 40 и на аналоговый выход 132 поступают два импульса частотой Р/32, если на идентифицирующем входе 134 была логическая единица и один импульс той же частоты, если признак идентификации был в виде логического нуля. Далее на аналоговом выходе 132 появляются импульсы частотой Р/8 или Р/16 в зависимости от состояния старшего разряда сдвигающего регистра канала вывода, Если в этом разряде логическая единица, то на выход 132 поступает...
Глубинное устройство для определения параметров траектории скважины

Номер патента: 996726
Опубликовано: 15.02.1983
Авторы: Исаченко, Мелик-Шахназаров, Рыбаков, Фролов
МПК: E21B 47/022
Метки: глубинное, параметров, скважины, траектории
...выход таймера 5. По ко манде блока управления 9 в блоке памяти 6 запоминается время проведения измерений в первой точке траектории скважины. Код времени измерений в блок регистров. предыдущих значений 65 не заносится. Затем блок управления 9 сбрасывает счетчик измерений 19. На этом цикл измерения и регистрации в первой точке траектории скважины эаканчиваетсй.Команда на начало следующего .цикла измерения и регистрации, выщается блоком Фиксации останова 11 после того, как прибор начал двигаться и снова остановился. При подъеме прибора вместе с колонной бурильных труб остановка происходит в момент отвинчивания и складирования очередной свечи, Таким образом, при подъеме скважинного прибора вместе с колонной бурильных труб цикл регистрации...
Устройство для управления режимом работы печи-миксера установки непрерывного литья металлов

Номер патента: 1320633
Опубликовано: 30.06.1987
МПК: B22D 11/16, F27D 19/00
Метки: литья, металлов, непрерывного, печи-миксера, работы, режимом, установки
...вход К счетчика происходит сброс в О.Входным воздействием одновибратор 17 открывает ключ 15, через который подключается задатчик 20 на суммирующий вход регулятора 4, изменяя задание по температуре.На фиг. 4 показан один из вариантов построения регулятора 4. Регулятор 4, например, исполнен на базе аналоговых регулирующих блоков типа Р 12, дополненных соответствующим нормирующим преобразователем (НП) температуры в унифицированный сигнал, и аналоговым тиристорным усилителем 33 типа У 252, измерительным блоком 36 И 04 (фиг. 5).Регулирующий блок 34 Р 12 имеет три входа постоянного тока 0 - 5 мА, один вход 0 - 20 мА и один вход постоянного напряжения 0 - 25 В.На каждом токовом входе на сопротивлениях К- выделяется напряжение, изменяющееся при...