Линия для упаковывания мотков проволоки и формирования пакета мотков
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
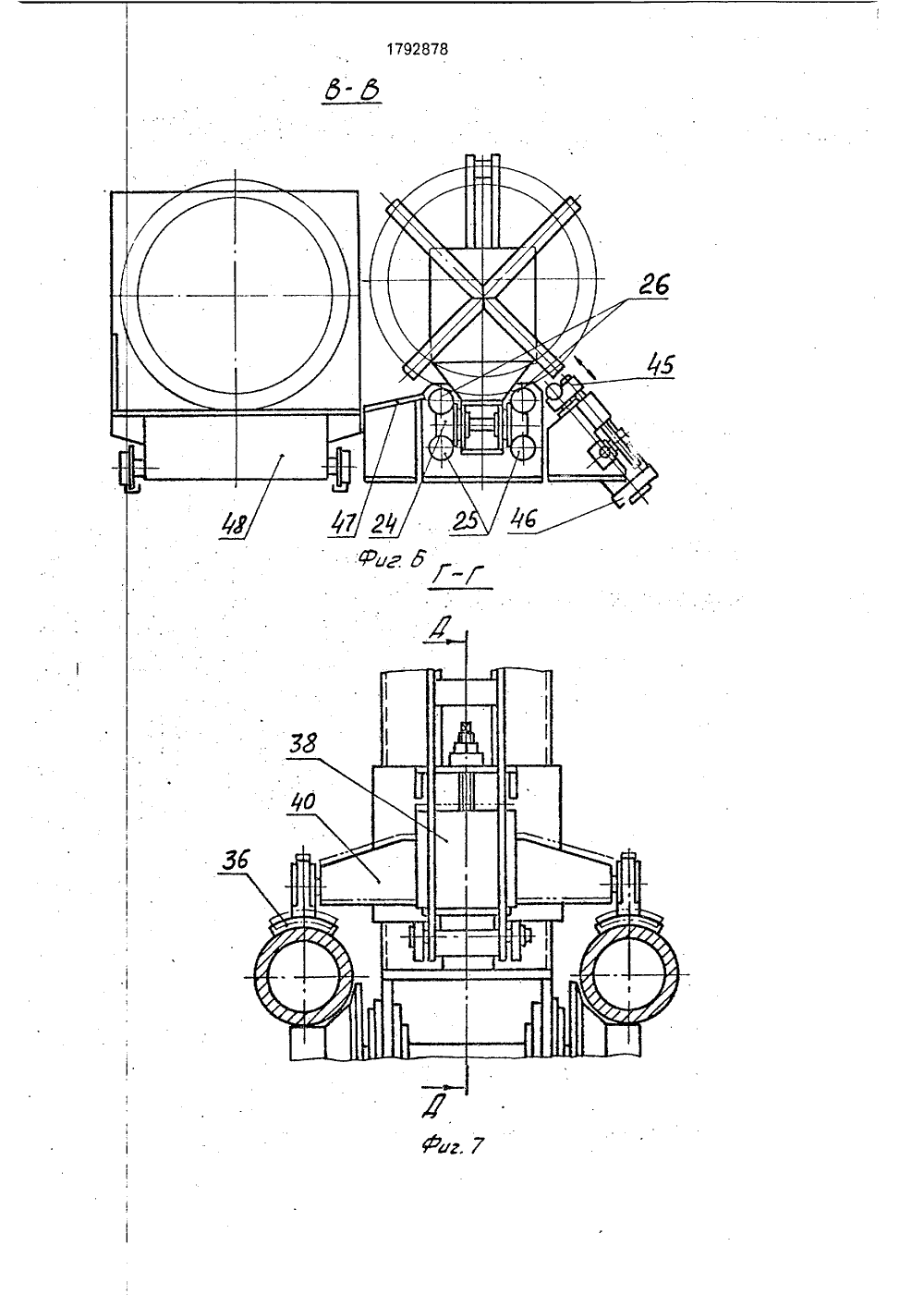
I ) 07.02.93, Бюл. М 51) Научно-производственное обьединение механизации, роботизации труда и соршенствованию ремонтного обеспечения предприятиях черной металлургии "Чертмеханизация") Линия упаковки мотков проволоки. Инрмационный листок о научно-техничеом достижении %.85 - 2 НТД, серия .01,90, Вологодский межотраслевой терториальный центр научно-технической формации и пропаганды, 1985.) ЛИНИЯ ДЛЯ УПАКОВЫВАНИЯ МОТВ ПРОВОЛОКИ И ФОРМИРОВАНИЯ КЕТА МОТКОВ ) Использование: в линиях для упаковыния мотков проволоки и формирования кета мотков. Сущность изобретения: лия содержит консольно смонтированный копитель 1 с подающим механизмом 2,4 ФФприемный лоток 3; передающие механизмы 4 и 5, машину упаковочную 6 и приспособление формирования пакета /ПФП/7 с толкателем /Т/ 8. ПФП снабжено тележкой с механизмом растормаживания, установленной на направляющих толкателя между,., толкателем и буфером, а мотки удерживаются от падения фиксатором, Упакованный моток укладывается передающим устройством в приемник ПФП. Т перемещает моток до соприкосновения с упором тележки и далее . вместе с тележкой до конца хода Т, Затем Т возвращается в исходное положение, а мо-, . ток остается в вертикальном положении,удерживаемый от падения назад фиксатором, расположенным сверху над мотком. Следующий моток перемещается так же и, т.д. до набора пакета. При йеремещении последнего мотка пакета тележка упирается в буфер, Т сжимает мотки в пакете и удерживает в сжатом состояйии до окончания увязки пакета, Т отходит назад, а пакет выталкивается на транспортную тележку выталкивателем или убирается краном со скобой, 8 ил,5 10 15 20 25 30 40 45 50 Изобретение относится к области производства и упаковки проволоки.Известно устройство для подачи и приема мотков проволоки, содержащее приемный цепной транспортер, поштучныйотделитель, машину упаковочную, наклонный лоток, механизм формирования садкимотков и цепной транспортер-накопитель,Недостатком этого устройства являетсято, что формирование садки мотков осуществляется на транспортере-накопителе безсжатия пакета и без его увязки в одну транспортную единицу, т,е. для выполнения этихопераций необходимо дополнительноиметь механизм сжатия пакета и его увязки,а также перегрузочные средства, что увеличивает металлоемкость оборудования в целом и снижает производительность за счетдополнительных операций перегрузки.Известно также устройство для формирования и обвязывания пакетов мотков проволоки, содеркащее станину, приемнуюплощадку для размещения мотков проволоки, направляющие, механизм уплотненияпакета мотков проволоки, состоящий из неподвижной в осевом направлении упорнойкрестовины и тележки с прижимной крестовиной, механизм сталкивания и склиз,Недостатком этого устройства являетсято, что на нем производится только сжатиемотков в пакете и их увязка, т.е. пакет загружается транспортным средством уже сформированным. (набранным), а его наборосуществляется отдельно, что также снижа ет производительность упа.".овки и пакетирования в целом за счет дгполнительноговремени на перегрузку отдельно сформированного пакета в устройство для сжатия иувязки.Наиболее близким техническим решением к заявляемому является линия упаковки мотков проволоки, содержащаяконсольный накопитель с подающим механизмом, приемный лоток, упаковочную машину, передающий механизм и устройствоформирования пакетов.Недостатком этой линии является то,что Формирование пакета мотков проволокиосуществляется на скобе без сжатия пакетаи без его увязки, что увеличивает металлоемкость оборудования в целом, т.к. для выполнения этих операций необходимодополнительно иметь механизм сж" тия пакета и его увязки, а также снижает производительность за счет дополнит.1 льныхопераций перегрузки.Цель изобретения - повышение производительности,Указанная цель достигается тем, чтоприспособление формирования пакета мотков проволоки снабжено фиксатором мотков пакета и тележкой с упором, тормозом и кинематически с ним связанным механизмом растормаживания, толкатель выполнен с направляющими, имеющими на торцах буФер к нажимной крестовиной, при этом тележка установлена в направляющих толкателя, а фиксатор мотков пакета связан посредством концевого выключателя с толкателем.Предлагаемая линия для упаковывания мотков проволоки и формирования пакета мотков представлена на чертежах, где на фиг. 1 показаналиния, общий вид, план; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на Фиг. 2 - исходное положение механизмов; на фиг. 4 - положение механизмов при фиксации первого мотка пакета; на Фиг.5 - положение механизмов при сжатии пакета для увязки; на фиг. 6 - разрез В-В на фиг. 3; йа фиг, 7 - разрез Г-Г на фиг. 5; на фиг. 8 - разрез Д-Д на фиг. 7.Линия содержит консольно смонтированный накопитель 1 с подающим механизмом 2, приемный лоток 3, передающие механизмы 4 и 5, машину упаковочную 6 и приспособление Формирования пакета мотков 7 с толкателем 8 и приемником 9.Консольный накопитель 1 выполнен поворотным на 9 Ц для приема мотков 10 в исходном полокении и для выдачи их по одному в приемный лоток 3 в рабочем положении посредством цепного подающего механизма 2. Приемный лоток 3 имеет две опоры 11.Передающий механизм 4 имеет поворотный рычаг 12 с вь 1 движным стержнем 13.Машина упаковочная 6 содержит опорные ролики 14 для вращения мотка и прижимной ролик 15 для удержания мотка от паде 1 ия, Ролик 15 снабжен обводным роликом 16 для направления упаковочной бумаги 17 разматываемой с разматывателя 18.Для упаковывания мотка методом бинтования в машине упаковочной предусмотрен поворотный ротор 19, который несет на себя катушку 20 с пленкой, катушку 21 с тканью и катушку 22 с проволокой.Передающий механизм 5 точно такой же, как и рассмотрений механизм 4,Толкатель 8 приспособления формирования пакета 7 с нажимной крестовиной 23 своими катками 24 установлен в направляющих,образованных опорными стержнями 25 и стержнями 26 приемника 9, по которым может перемещаться посредством пневмоцилиндра 27 от исходного положения, при втянутом штоке, до конечного положения, контролируемого концевым выключателем 28,В этих же направляющих между нажимной крестовиной 23 толкателя 8 и торцевым буфером 29 на конце направляющих перемещается тележка 30. с упором 31, Буфер снабжен сменными накладками 32, Стержни 26 приемника 9 направляющих приспособления формирования пакета 7 являются и ложементом для пакета мотков 33, по которым мотки скользят при формировании пакета,Тележка 30 снабжена механизмом растормакивания в виде поворотной вокруг шарнира 34 рукоятки 35, кинематически св занным с тормозом 36 посредством кула ка 37, стакана 38, пружины 39 и траверсы 40 я растормаживания и перемещения теле ки от буфера 29 в исходное положение.Для удержания мотка от падения при фо 1 смироеании пакета, приспособление снабжено фиксатором 41 с упором 42, которы имеет наклонную поверхность 43 для поднятия фиксатора мотком при его толкании нажимной крестовиной 23 толкателя 8; 1С двух сторон приспособления фопмироания пакета 7 установлены известные суЩествующие устройства 44 для увязки пакета лентой или проволокой, 1Перпендикулярно направляющим присп собления установлен выталкиватель 45 приводимый пневмоцилиндром 46.С другой стороны устройство соосно выта кивателю 45 установлена наклонная площадка 47, а транспортная тележка 48 перемещается параллельно приспособлению формирования пакета. 1 Линия работает следующим образом. Мотки проволоки 10 навешивают крано 1 и на консольный накопитель 1, который затем поворачивают на 90, в сторону приемого лотка 3. Цепным подающим механиэмом 2 накопителя 1 мотки 10 по одному сталкивают на опоры 11 приемного лотка 3.Рычаг 12 передающего механизма 4 опускают в горизонтальное положение в сторону приемного лотка 3 при втянутом стержне 13,Затем стержень 13 выдвигают; а рычаг поворачивают на 180. в сторону упаковочной машины 6. При повороте рычаг 12 своим стержнем 13 захватывает моток и перекладывает его нэ опорные ролики 14 упаковочной машины 6.Стержень 13 втягивают, а рычаг 12 поднимает в верхнее исходное положение.Поворотный прижимной ролик 15 опускфот на моток 10 и производят закалку концов упаковочного материала и укруточной проволоки на мотке в следующей последобательности: упаковочную бумагу 17 с рээматывателя 18 через обводной ролик 16 5 10 15 20 25 30 35 40 45 50 55 укладывают на поверхность мотка; лентой из пленки с катушки 20 приматывают бумагу 17, уложенную на моток и конец пленки зачаливают на мотке 10 путем поддевания конца пленки под один виток проволоки мотка 10; поверх пленки накладываютленту упаковочной ткани с катушки 21 с последующей зачалкой конца на мотке тем же способом; поверх ткани накладывают укруточную проволоку с катушки 22 с последующей зачэлкой конца также,Производят упаковку мотка методом бинтования ега сечения эа счет взаимного вращения мотка на опорных роликах 14 и ротора 19 несущего на себе катушки с пленкой, тканью и проволокой. При этом упаковочная бумага 17 приматывается лентой из пленки, образуя сплошной подслой.После упаковки мотка по всему периметру с перекрытием машину останавливают и производят последовательную отрезку лент упаковочной бумаги, пленки, ткани, проволоки и производят окончательную закрутку укруточной проволоки в узел,Прижимной ролик 15 поднимают вверх, освобождая моток.Передающий механизм 5, описанным ранее способом, перекладывает упакованный моток из упаковочной машины нэ стеркни 26 приемника 9 приспособления формирования пакета и возвращается в исходное положение,Толкатель 8 своими катками 24 перемещают по направляющим от пневмоцилиндра 27, при этом он своей нажимной крестовиной 23 сдвигает маток 10, скользящий по стержням 26 до соприкосновения с упором 31 тележки 30, находящейся в исходном положении, и далее уже вместе с тележкой до конца хода толкателя 8, контролируемого концевым выкл 1 очателем 28.Тележка 30 при этом создает незначительное сопротивление перемещению за счет тормоза 36 поджатого пружиной 39. Фиксация тележки тормозом необходима для удержания мотка от падения.По мере продвижения, маток, удерживаемый вертикально упором 31 тележки и нажимной крестовиной 23 толкэтеля, своей верхней поверхностью воздействует на наклонную псверхнасть 43 упора 42 фиксатора 41, приподнимает его и, проходит под ним.В конце хода толкателя 8, моток уже пройдет под упором 42 фиксатора 41 и он опустится, При этом, моток будет удерживаться от падения назад упором 42 фиксатора 41. Толкатель отводят назад в исходное пожение, освобождал место для приема сле1792878 дующего мотка. Цикл повторяется до полного набора пакета с и-ым количеством мотковв пакете,При толкании последнего мотка тележ ку 30 упирают э буфер 29 и мотки в пакетесжимают с определенным усилием, т.к, толкатель.8 не доходит до своего конечногоположения и не может возвратиться назадне получив сигнал от концевого выключателя 28.Толкатель продолжает удерживать пакет мотков в сжатом состоянии для осуществления увязки его увязочной лентой илипроволокой с помощью известных существующих устройств 44.При формировании пакетов с изменяющимися размерами по длине и массе используются сменные накладки 32, буфера29,После увязки пакета отводят толкатель8 в исходное положение.Выталкивателем 45, приводимым отпневмоцилиндра 46, пакет выталкивают нанаклонную площадку 47, по которой его перекатывают на транспортную тележку 48,которой пакеттранспортируют на склад.При необходимости, увязанный пакетможет быть взят краном посредством грузоФормула изобретения Линия для упаковывания мотков проволоки и формирования пакета мотков, содержащая консольно смонтированный накопитель с подающим механизмом, приемный лоток, упаковочную машину, передающие механизмы и приспособление формирования пакета мотков с толкателем и приемником, о т л и ч а ю щ а я с я тем, что, с целью повышения производительновой скобы, которая входит в свободное пространство крестовины 23, толкателя 8 и упора 31 тележки 30.Тележку 30 растормаживают поворотом 5 рукоятки 35 (по стрелке), которая поворачиваясь вокруг шарнира 34, воздействует. своим кулачком 37 на стакан 38 и преодолевая усилие пружины 39 поднимает стакан 38 вместе с траверсой 40 и тормозами 36, Этой 10 же рукояткой 35 тележку перемещают в своеисходное положение для принятия первого мотка следующего пакета. Цикл повторяется. 15 Такое выполнение позволяет осуществлять кроме операции формирования набо-.ра) пакета мотков проволоки, еще и уплотнение (сжатие) мотков в пакете для увязки пакета, что даст зкономию производ ственных.площадей и снижение металлоемкости эа счет совмещения двух механизмов в одном, а также повышение производительности за счет уменьшения доли вспомогательного времени, получаемого ввиду 25 исключения операции передачи сформированного пакета с устройства формирования пакета в устройство для сжатия мотков в пакете с последующей увязкой,сти, приспособление формирования пакета мотков проволоки снабжено фиксатором мотков пакета и тележкой с упором, тормозом и кинематически с ним связанным механизмом растормаживания, толкатель выполнен с направляющими, имеющими нэ торцах буфер, и нажимной крестовиной при этом тележка установлена в направляющих толкателя, а фиксатор мотков пакета связан посредством концевого выключателя с толкателем,1792878 оставитель А,Недайборщхред М.Моргентал Корректор М,Ткач Кулакова Реда оизводственно-и ьский комбинат "Патент", г. Ужгород, ул. Гагарина, 101 каз 477 Тираж ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская наб 4/5
СмотретьЗаявка
4860806, 20.08.1990
НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ ПО МЕХАНИЗАЦИИ, РОБОТИЗАЦИИ ТРУДА И СОВЕРШЕНСТВОВАНИЮ РЕМОНТНОГО ОБЕСПЕЧЕНИЯ НА ПРЕДПРИЯТИЯХ ЧЕРНОЙ МЕТАЛЛУРГИИ "ЧЕРМЕТМЕХАНИЗАЦИЯ"
НЕДАЙБОРЩ АНАТОЛИЙ МИХАЙЛОВИЧ, ДЮЖНИК СЕРГЕЙ ФЕДОРОВИЧ, КОПЫТЦЕВ ВЛАДИМИР ПЕТРОВИЧ, ВОЛКОВ ВЛАДИМИР КОНСТАНТИНОВИЧ, ЛАНТУХ ВАЛЕНТИН НИКОЛАЕВИЧ
МПК / Метки
МПК: B65B 13/20
Метки: линия, мотков, пакета, проволоки, упаковывания, формирования
Опубликовано: 07.02.1993
Код ссылки
<a href="https://patents.su/8-1792878-liniya-dlya-upakovyvaniya-motkov-provoloki-i-formirovaniya-paketa-motkov.html" target="_blank" rel="follow" title="База патентов СССР">Линия для упаковывания мотков проволоки и формирования пакета мотков</a>
Устройство для формирования садки мотков проволоки

Номер патента: 593771
Опубликовано: 25.02.1978
Авторы: Гаврилов, Ганжа, Недайборщ
МПК: B21C 47/34
Метки: мотков, проволоки, садки, формирования
...7 шарнирно закреплен двуплечий рычаг 8, являющийся фиксатором мотков 9, поступающих по наклонному лотку 1 О изупаковочной машины 11, одно из плеч которогопредставляет собой отогнутую пластину 12 дляудержания мотка 9 в вертикальном положении,а другое плечо 13 соединено с толкателем 3 посредством ролика 14, помещенного в паз ко-пира 15 толкателя, расположенного в торцетранспортера 16, на котором находится салка17 мотков, фиксированная вертикально съемным упором 18.Двуплечий рычаг 8 регулируется относи593771 нять мотки рому съею ра скобой, мом. Формула изобретения Составител Текред О. Лу ираж 1 ОаВ. Муконин вая Корректо Подписноедактор Е. Полионова аказ 680/9 ииеико ИИПИ Государственного ком по делам изобрст 113035, Москва, Ж,филиал ППП...
Устройство для формирования садки мотков проволоки

Номер патента: 782904
Опубликовано: 30.11.1980
Авторы: Бухонин, Гаврилов, Ганжа, Чумаченко
МПК: B21C 47/34
Метки: мотков, проволоки, садки, формирования
...связан с силовым цилиндром упора мотков.На Фиг. 1 показано устройство, общий вид; на фиг. 2 - разрЕз А-А на Фиг. 1, устройство в исходном положении; на Фиг. 3, 4, 5 и б - то же, устройство в рабочих стадияхеУстройство содержит транспортер 1 с фиксатором 2 садки мотков Э, силовой цилиндр 4 перемещения упора 5 толкателя мотка б, который782904 выполнен качающимся и соединен шарниром 7 через двуплечий рычаг 8 с силов 6 м цилиндром 4, который приводит в движение транспортер 1, причем упор снабжен ограничительной планкой 9, опирающейся о рычаг 8.Устройство содержит также откидной ограничитель 10, расположенный выше упора 5, при этом ограничитель 10 на шарнире 11 закреплен на щеке 12 наклонного лотка 13, который находится между приемным столом...
Устройство для формирования садки мотков проволоки

Номер патента: 874239
Опубликовано: 23.10.1981
Автор: Вакатов
МПК: B21C 47/34
Метки: мотков, проволоки, садки, формирования
...противоположным уклонуупора 7 транспортера 8. Наклонныйлоток б, его торцевой упор 9 и регулируемая стенка 10 позволяют удерживать моток в исходном положении.На транспортере-накопителе садка 11мотков Фиксируется упорами 12.Толкатель 3 снабжен подпружиненным упором 13 и конусным пальцеУстройство работает.следующиобразом.После выдачи мотка проволоки иэупаковочной машины 5 через наклон"ный лоток б на приемный стол 1 моток Фиксируется регулируемой торцевой стенкой 10 и боковой стенкойнаклонного лотка 5, включается пнев моцилиндр 4 и конусный палец 14 вхо дит во:внутреннюю часть мотка.Моток торцевой плоскостью упирается в упор 13 толкателя 3, который перемещаясь вперед, захватывает мо" ток и перемещает его на трансиортер 8. Во время...
Устройство для формирования садки мотков проволоки

Номер патента: 988406
Опубликовано: 15.01.1983
Авторы: Ганжа, Дюжник, Недайборщ
МПК: B21C 47/34
Метки: мотков, проволоки, садки, формирования
...снабжено амортизатором 24, выполненным в виде подпружиненной пластины 25, установленной на упоре 23 посредством шарнира 2 б, Пружина 27 размещена навинте 28 между пластиной 25 и упором 23 в стакане 29. Пластина 25 контактирует с конечным выключателем25 30, связанным с приводом приемноготранспортера 18 и толкателя 4 посредством саблеобразного Флажка 31, расположенного в окне 32 упора 23,Устройство снабжено также мехаЭо низмом 33 контроля исходного положения и окончания формирования садки, выполненным в виде закрепленной на толкателе 4 штанги 34 с роликом 35, взаимодействующим с двумяконечными выключателями 36 и 37, связанными с приводами толкателя итранспортера,Зазор между упором 23 и пластиной24 амортизатора регулируется гай.,40...
Устройство для задачи мотков проволоки

Номер патента: 959867
Опубликовано: 23.09.1982
Авторы: Ганжа, Мусихина, Недайборщ
МПК: B21C 47/34
Метки: задачи, мотков, проволоки
...8 снабжена ограничителем 21 исходного поло. жения подвижной подпружиненной стенки 19, выполненным регулируемым (не показано), и пружинами 22 фиксации йсходного положения стенки 19, конец которой, обращенный . к цепям цепного транспортера 1, закруглен или снабжен роликами (не показаны),Кроме того, саблеобразный упор 18 подвижной подпружиненной стенки 19 помещен в окне 23 задней щеки 8 наклонного лотка б, передняя щека 7 которого имеет заходную расширяющуюся часть в сторону цепного транс. портера 1, причем подвижная подпружиненная стенка.19 соединена с пружиной 22 посредством плечей 25.Устройство для подачи мотков проволоки работает следующим образом.Скобой подъемного механизма (не ноказан) укладывается садка 4 мотков 5 на несущие цепи 2...
Предыдущий патент: Способ автоматического изготовления, наполнения продуктом и запечатывания мешков из рукавной полимерной пленки
Следующий патент: Ящик
Случайный патент: Теплостойкий припой