Способ отделочной обработки зубчатых элементов муфты с пространственно-модифицированными зубьями
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1613257
Авторы: Махмутов, Михайлов, Михайлова, Синельщиков, Финиченко
Текст
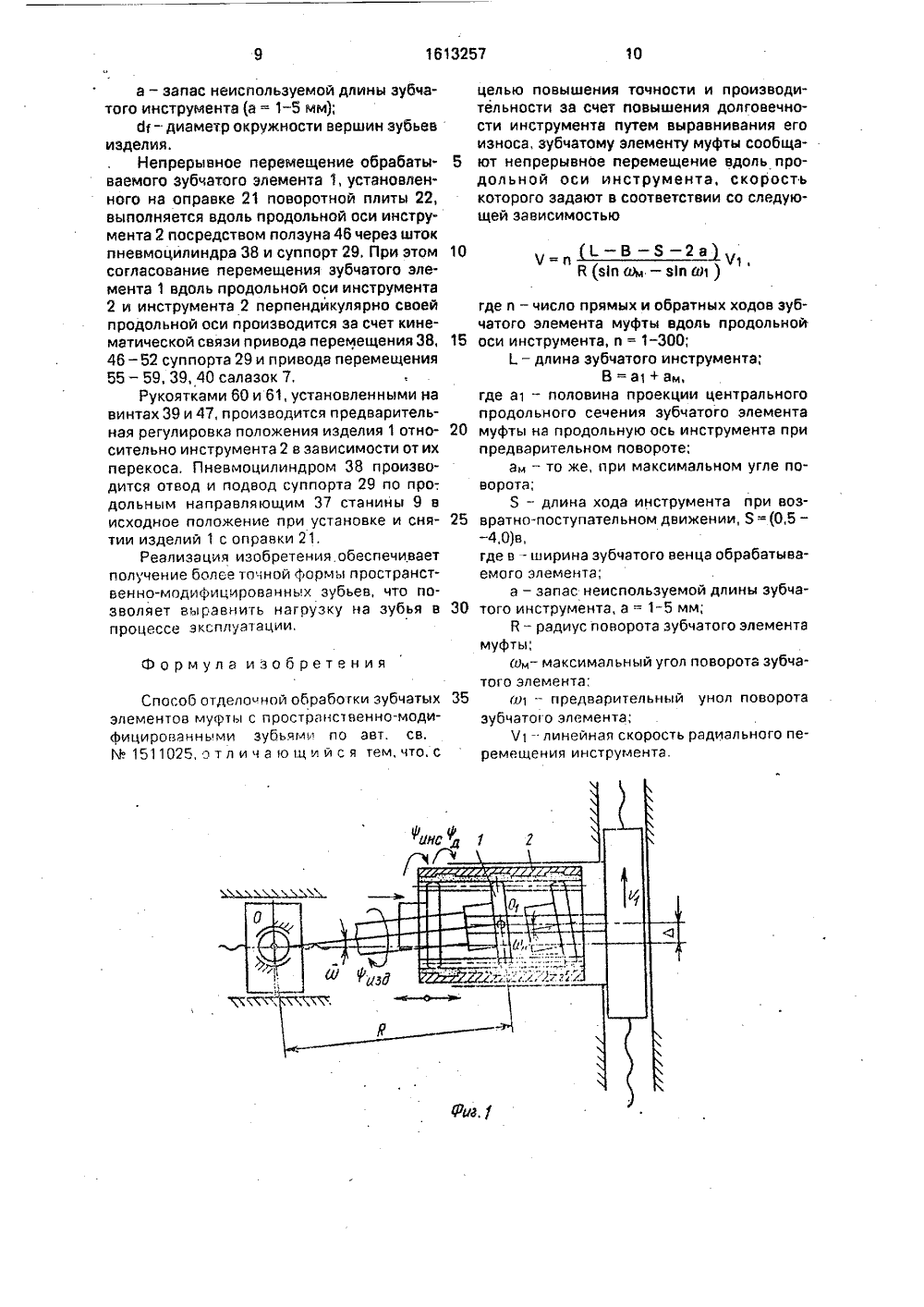
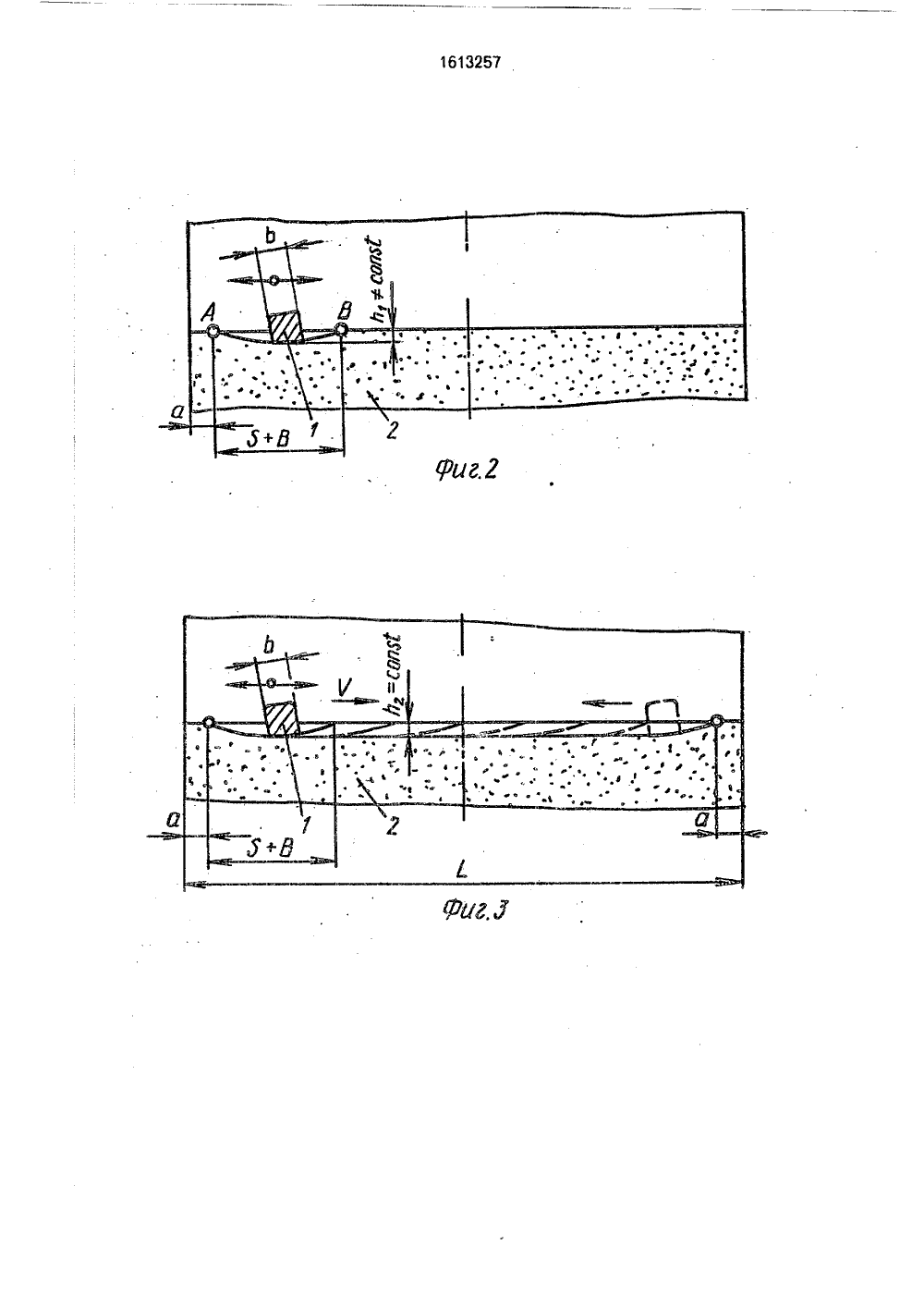
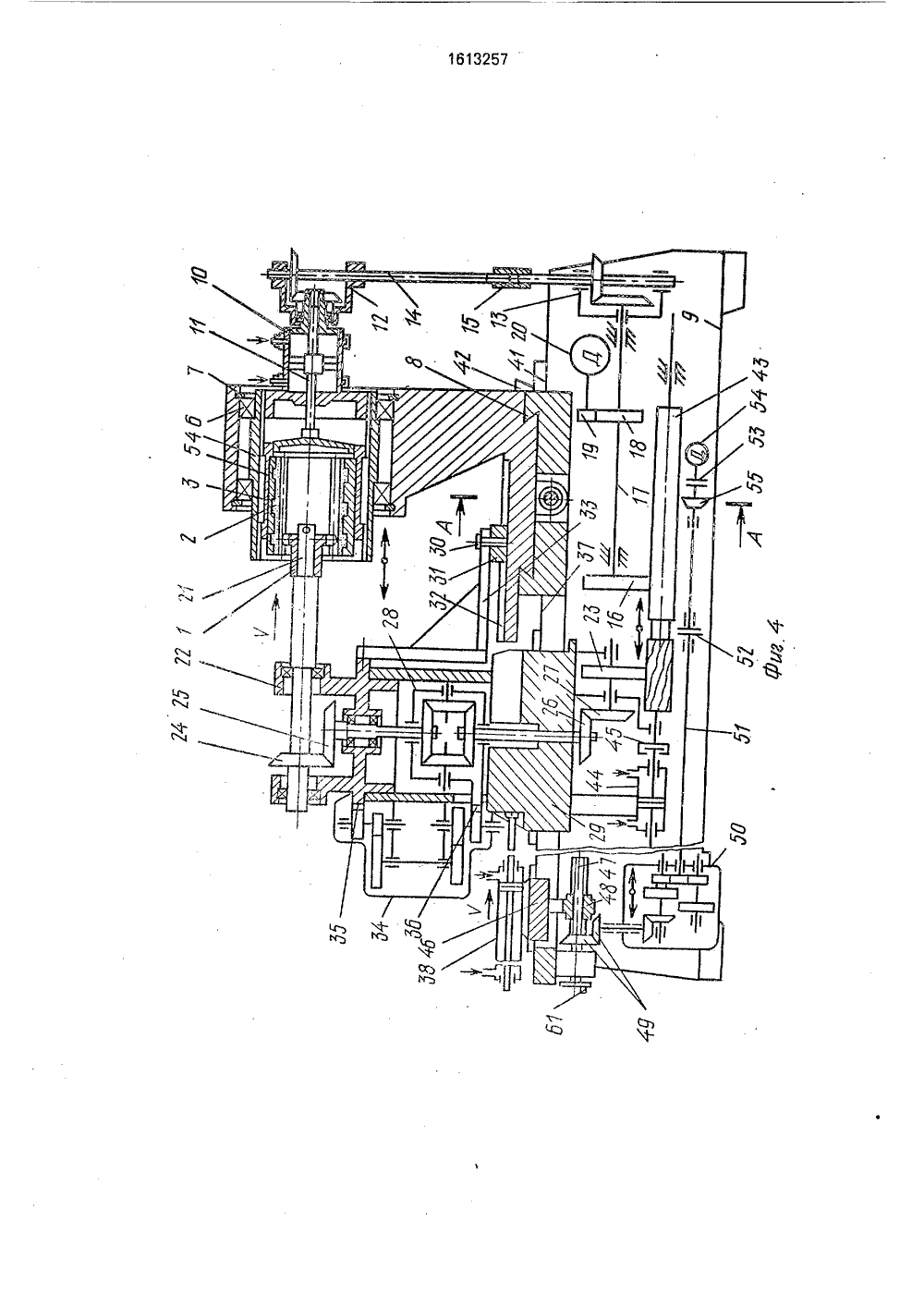
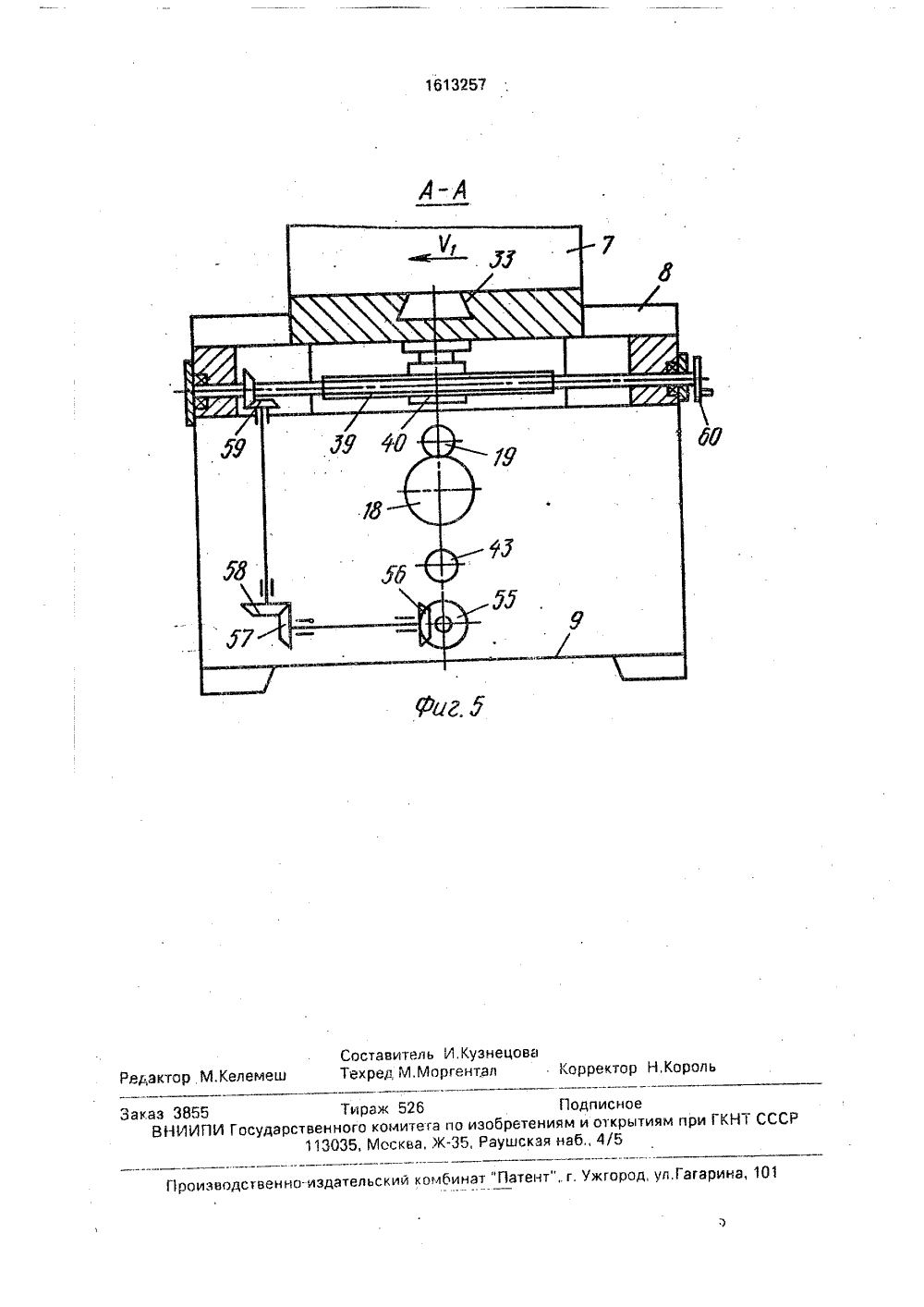
(5 цэ В 23 Р 19/О ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР ОПИСАНИЕ ИЗОБРЕТЕНИЯК АВТОРСКОМУ. СВИДЕТЕЛЬСТВУ Изобретениеотносит нию; в частности к отдезубчатых изделий,к машиностроеной обработке(71) Проектно-конструкторский технологический институт Всесоюзного промышленного объединения Союэуглемаша иВолгодонское производственное объединение атомного энергетического машиностроения "Атоммаш"(56) Авторское свидетельство СССРМ 1511025, кл. В 23 Г 19/00, 1987.(54) СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИЗУБЧАТЫХ ЭЛЕМЕНТОВ МУФТЫ С ЛРОСТРАНСТВЕННО-МОДИФИЦИРОВАННЫ.МИ ЗУБЬЯМИ(57) Изобретение относится к машиностроению, в частности к отделочной обработкезубчатых изделий. Цель изобретения - повышение точности и производительности засчет повышения долговечности инструменЦель изобретения - повышение точности и производительности за счет повышения долговечности инструмента путем выравнивания его износа.На фиг, 1 показана схема движений обрабатываемого элемента муфты (изделия) и инструмента при отделочной обработке (без кинематической передачи, соединяющей оправку и инструмент, а также без кинемата путем выравнивания его износа. Для этого зубчатое изделие дополнительно непрерывно перемещают вдоль продольной оси инструмента со скоростью, определяемой в соответствии с зависимостью: Ч- -п(1 -В-2 а)Я(зпв,-зио 1)Ч 1, где Ч - скорость дополнительного перемещения зубчатого изделия вдоль продольной оси инструмента; и - число прямых и обратных ходов зубчатого изделия вдоль продольной оси инструмента, п - 1 - 300; Ч 1 - линейная скорость перемещения инструмента перпендикулярного своей продольной оси; В - радиус поворота изделия; йЪ- максимальный угол поворота изделия; в 1- предварительный угол поворота изделия;- длина зубчатого инструмента; Я - длина хода инструмента при возвратно-поступательном движении, 3 = (0,5 - 4) в; где в - ширина зубчатого венца изделия; В = а 1+ ам, где а 1 - половина проекции центрального продольного сечения зубчатого изделия на продольную ось инструмента при предварительном повороте; а - то же, при минимальном угле поворота. 5 ил. тической связи приводов перемещения суппорта поворотной плиты и салазок инструмента); на фиг, 2 - схема износа абразивной поверхности инструмента при его возвратно-поступательном движении; на фиг, 3 - то же, с учетом непрерывного перемещения обрабатываемого элемента вдоль продольной оси инструмента; на фиг. 4 - устройство, предназначенное для реализации данного способа, продольный разрез; на фиг. 5 - разрез А-А на фиг. 4.На фигурах приняты следующие обозначения:в- угловая скорость дополнительногоповорота зубчатого элемента 1;Ч 1 - линейная скорость перемещенияинструмента 2;Лг. ВЕЛ ГЧИНа ПЕрЕМЕщЕНИя ИНСтруМЕНтаот лсходного положения;ч/55 к и (///изд ,". гОг(ая скорость Вращени 51чесгруьента и Об Збят 1 ВаемОГО э/8 елта(1/1 чнс = (/(чзд)л; - доворот инструмента относительноэлемента;В - радиус дополнительного поворотаэлемента;г - скорость дополнлтельного перемещения обрябятывяемо-о элеменеа вдольи роднилл(ой оси Л 1 срума(тя;Ге;ч - ма ксимал ьный уг ол поворота элемента п ч обработке;1 ч . - ;-сопзт - толщина неравномерногоизног;а ВОрязиВнОЙ ЛОВРрхности Вдоль 00разу/ощей зуба инструмента 2;в - ширина зубчатого венца обрабатываемого элемента 1;а - запас шири 1 Ы и 1 струлчРнта 2;К + В - длина износа поверхности инструмента 2 на расстоянии АВ при Рго возвратно-и ОС 1 упател ьн О.; 1 Вд(5 кениич 2 = сопз - точц: ня равномерногс износа Ябоазивной лсяерхности вдоль ОбразуОсе ей зуба ин;,Г(зумента 2,г - . Корость дополнительного перемеЩен",Я элемента 1 ВО"ь продольнОЙ асилнструмента 2;в .ина зубчатого инструмента 2/1=. й зи в 1, . (6)На основании геометрических построений запишем:+ е, ( за в. + зг вч" = /Ь + ет 2 Х.Х соз - зп - + Ятсен - ; (8) Щ - В 1 В/ч + В 1 О 2 2 Фя ЛО/1 ОВиня троекции центральноГОпродольного сечения обрабатываемого элемента на продольную ось инструмента при и редвярител Ь 1 ом повороте;ач - поговина проекции центральногопродольного сечения изделия на гродольную ОГь инструмента при максимальном угле поворота,Учитывая зависимости (5) - (7), выраже.- ние (4) лрлмет следуощий вид:В г5,/ =- ( г ( 3 и ви - эи в )ЧЛсогласно кОчсра,лу числО прямых и Обратных ходов обрабатываемого зубчатогс элемента вдоль продольной оси инструме:та -яходится я пределах и = 1-300 40 едования показывак/т, что лри и1 не го/1 ностьО. Ользуе,я р 0 ч 5 длина абразивной ланс.,:.Ге При обрабстке одГ ГО эг Рмента , 0:, Обработке сгедующего эеме, та 1:я г.ояер;,ности нструмента ОбОразук/ 05,; гявки, гго ведет к неравномерному ло,.;г.:Не иОтрументя ео из осу, А при л00 из зс О/ь(/ОЙ 0/Ости дблал н,тельно . Перемещзния зубчатого обраба-Ь В Яе;Е, Э/818 . ТЯ /муфты Во " Е ИКсэ К, Т г ол ь ш л , :.:. р ц и 0 е1- ы 8 н а Г р, 3 к и, чэ л р и В 0 ( СИ 8 Ч( ТОНОСТИ,. и 3 ГЛИНсХО/ Ч ЧГСтру;,Ента ЛрИ ВОЗВра.НО-Ластутс-=Ь,М, Л:.С 5 И НЯХОГЧТСЯ ИЗ ССОТЛОШ 8- ния ;абеб - 4) в ри 505 в плохо удал 1 ется с тр".,(кя (чз зоны резания, так кяк участок и;(, тру ме 1 тя,.е Г л сложен н ый ВОзле ЦВНТРЯ/1:ОГГ. ЧОП 8/ОЧНОГО СЯЧЕНЧЯ (13 Г 158 лия, не 0 к зь,Г яе Гся Бя лопяда 5 Ия ( .язгно-охгЯ,:;,;:,ЯО(:г жидкости. А при г-ВГвозникаю больше иВрц 10 Лые 1,Ягрузки, пои ВОдгщие к я(бряи 5,1 УГтрОЙства и сни- ХСВНИЮ-ГОЧНОСП; ИЗДОЛ Л, В.ЛИЧИ 1 с а:=- 5 ЧМ необходима для обсслечечия не ыхода ин СТРУМСс ГЬ Ьа ИЗДЕЛИЕ И ИС.:ЛОЧВНЬЯ ПОВРВЖ.дения изделия углаи торцо его абразивной поверхности.Зубчатый элемент (изделие) 1 находится в зацеплении с инструментом 2, охватывающим все его зубья. Инструмент 2 установлен в стакане 3, размещенном в цилиндре 4 посредством шпонок 5. Цилиндр 4 установлен в опорах 6 на салазках 7, размещенных в прямолинейных поперечных направляющих 8 станины 9. В задней части цилиндра 4 закреплен пневмоцилиндр 10, соединенный посредством штока 11 со стаканом 3. На корпусе пневмоцилиндра 10 размешен дифференциал 12, соединенный с дифференциалом 13 через вал 14 и шлицевое соединение 15. Солнечное колесо дифференциала 13 соединено с зубчатым колесом 16 посредством вала 17, на котором располагается зубчатое колесо 18, зацепляющееся с шестерен 19, соединенное с электродвигателем 20,Обрабатываемый элемент 1 закреплен на оправке 21, размещенной в опорах поворотной плиты 22, и соединен с зубчатым колесом 23 посредством конических зубчатых колес 24 - 27 и дифференциала 28, Поворотная плита 22 установлена на суппорте 29 с возможностью ее поворота кулисным механизмом 30, сдин узел 31 которого установлен , продольных направляющих 32 салазок 7, а другой узел 33 жестко закреплен на поворотной пл пе 22, Поворотная плита 22 соединена с водилом дифференциала 28 через редуктор 34 с передаточным отношением=- 1/2 и зуб батые сектора 35, 36, размещенные на поворотной плите 22 и водиле дифференциала 28, Суппорт 29 располагается в продольных направляющих 37 станины 9 и связан посредством штока спневмоцилиндром 38,Для перемещения салазок 7 в поперечных направляющих 8 станины 9 установлена передгча винт в гай, винт 39 которой располагается в опооэх станины 9, а гайка40 закреплена на салазках 7, Величина перемещения салазок 7 контролируется по нониусу, включающему шкалу отсчета 41, установленную нэ станине 9, и стрелку 42, закрепленную на салазках 7.Зубчатое колесо 23, размещенное в опорах суппорта 29, соединено с зубчатым колесом 16, расположенным в опорах станины 9 посредством валика 43, снабженного с одной стороны наклонными, а с другойпрямыми зубьями, при этом валик 43 установлен в опорах суплорта 29 и станины 9 с возможностью врэи.ения и продольного перемещения. Зубчаты валик 43 соединен с пневмоцилиндром 44 посредством муфты5 10 15 20 25 45, передающей олько осевые перемещения, при атом пневмоцилиндр 44 закреплен на суппорте 29.Для обеспечения перемещения обрабатываемого элемента 1 вдоль. продольной оси инструмента 2 пневмоцилиндр 38, связанный посредством штока с суппортом 29, установлен на ползуне 46 и снабжен приводом непрерывного его перемещения по продольным направляющим 37 станины 9. Поивод непрерывного перемещения ползуна 46 содержит передачу винт-гайка 47, 48, зубчатые колеса 49, коробку 50 скоростей, предназначенную для изменения направления перемещения ползуна 46, вал 51, муфту 52 сцепления, муфту 53 и монтер-редуктор 54, Суппорт 29 поворотной плиты 22 и салазки 7 инструл энта 2 посредством привода перемещения 38 - 52 суппорта 29 и привода перемещения 55 - 59, 39, 40 салазок 7 кинемэтически связаны между собой, при этом конструктивные параметры их передач выполнены в соответствии со следующим условием,тЧ 11 = 11т 121 Ч 30 35 50 гдеи 1 - передаточное отношение зубчатой передачи соответственно привода перемещения суппортэ и привода перемещениясалазок;т и- шэг резьбы, равный расстояниюмежду одноименными сторонэми двух соседних витков передачи винт - гайка соответственно привода перемещения суппсртаи привода перемещения салазок;7. и 71 - число заходов резьбы передачивинт - гайка соо 1 ветственно привода перемещения суппортэ и привода перемещениясэлээок;Ч и Ч 1 - линейная скорость перемещения суппорта и салазок.Для предварительной регулировки положения обрабатываемого зубчатого элемента 1 относительно инструмента 2 взэнисил ости от перекоса их осей нэ винтах39 и 47 установлены рукоятки 60 и 61,Способ с применениел 1 описанного устройства Осуществляется следующим образам,Зубчатый элемент 1 изделия, закрепленный нэ оправке 21, совместно вращаетсяс зубчэтыл 1 инструментом 2, при этом ихугловые скорости равны и однонаправленыф.зл = ф-., Вращение к инструменту 2 передается от корпуса пневмоцилиндрэ 10 через цилиндр 4, установленный нэ опорах 6в салазках 7, шпонку 5 и стакан 3, Корпуспвевмоцилиндра 10,связан с электродвига. телем 20 посредством кинематической передачи, включающей дифференциал 12, вал 14, шлицевое соединение 15, дифференциал 13, вал 17, зубчатое колесо 18 и шестерню 19, Вращение к изделию от электродвигателя 20 передается через шестерню 19, зубчатое колеса 18, вал 17, шестерню 16, валик 43, зубчатые колеса 23, 27, 26, дифференци- ал 28, зубчатые колеса 25, 24 и оправку 21, установленную в опорах поворотной плиты 22, размещенной на суппорте 29, Кроме того,охватывающему все зубья изделия инструменгу 2, установленному в стакане 3, сообщают возвратно-поступательные,движения посредством пневмоцилиндра 10, шток 11 которого соединен со стаканом 3., а корпус его закреплен на цилиндре 4,Для получения прас-.ранственно-моди. фицирава;-ной поверхности зубьев изделия производят непрерывное перемещение салазок 7 в поперечных направляющих 8 станины 9 перпендикулярно продольной оси инструмента 2, Перемещение салазок 7 Выполняется вращающимся винтом 39, установленным на станине 9 и соединенным с гайкой 40, закрепленной на салазках 7, Вращение Винта 39 производится мотор-редуктором 54 через муфту 53 и посредством зубчатьх колес 55-59, Изделие 1, закрепленное на оправке 21, которая установлена в опорах поворотной пллты 22, дополнительно поворачиваОт вокоуг ее оси, оасположенной в плоскости центрального ссчения изделия 1, параллельна его диаметРЯЛЬНОй ПЛО КОСТИ И П 8.ПВНЦИКУЛЯРНО Папсреч ы,1 направгяк)щм салазок ПпиГЪ Г 1 ЭТОМ ДОПОЛНИТВЛЬНЫИ ПОВОРОТ ПЛИ.ГЫ изделием 1 производится кулисным мехаизим 30, Один узе, Л ,Оторого устаи- - ан В поодог Ьных направляющих 32 сап азс" :, В Другой узел 33 же.:,ко закреплен на пОВОротной плиг 8 22, пр/чем ДогО.ниОльНЫй ПОВОРОТ ЛИ;Ы , В; ОЛНЯет,Я СЭГЛас - но с ;еремещением саг 3:Ок . инструме та 2, Величина перемэссения салазок I ко 11 р э ллру 81 ся по нониусу, в;лючающему ш,алу отсчета 41, установленную на с.анин стрелку 42, закрепленную на салазках 7,Наличие Дифференцгалов 2, 13 на поворотной йгите 22 и дифференциала 23, размещенноО В суппор29, Водила .Оторыо соеДинены поср 8 Дством зубчаг:.х сектарОВ 35 36 через редуктор 34, имеющий передаточное отношение=: 1/2, исключает Даворот Обрабатываемого элемент;. 1 зубчатого калеса 23, Возникающего От до Ог нительного поворота плиты 22, Ьаличис ДИффЭР 8 Н.лИВЛОВ2, , ИСКЛОсВВТ Тсзк)КВ ДО. ворот инструмента 2 и зубчатого колеса 16 при перемещении салазок 7 относительно станины 9. Шлицевое соединение 15, установленное на валу 14, предназначено для 5 передачи крутящего момента от дифференциала 13 к дифференциалу 12 при увеличении расстояния между осями инструмента 2 и вала 17 при перемещении салазок 7,10 Доворот инструмента 2 относительнообрабатываемого элемента 1 производится валиком 43, снабженным с одной стороны наклонными, а с другой прямыми зубьями, зацепляющимися с зубчатыми колесами 16, 15 23, одно из которых 16 кинематически связано с инструментом 2, а другое 23 - с изделием 1, При перемещении вагика 43 В продольном направлении пневмоцилиндрам 44 через муфту 45 благодаря наличию 20 на нем наклонных зубьев валик 43 поворачлвается относительно зубчатого колеса 23, при этом доворачивается зубчатое колесо 16 и кинематически связанный с ним инструмент 2, Зг 8 мент 1 при этом остается зафикси рованным отнаситегьно инструмента 2.Кроме того, обрабатываемый зубчатыйинструмент 1 дополнительно непрерывно перемещаОт вдаль продольной оси инструмента са скоростью, находящейся в соатвет ствии со следующей зависимостью;,0где Ч - скоаость дополнительного перемещения зубчатого элемента 1 вдоль продольГ 3ной Оси .;Истру Вна 2;г - Кило пряИых и обратных ходов зуб,атога,зделия Вдаль градальной Оси инструмента и =- 1 - 300);. линейная скорость перемещениястру.;.; га перпендикулярно своей про- .. Н Ос50 Й - радиус поворота изделия;В,г- макглмальный Угол поВОРоа издели я,с 01 - гредварительный угол ВОВООта изделия;55- длина з,гочатога инструмента;Я - длина хода инструмента при всзВратно-поступател;Ом движении Б(0,5-4)в)В - ширина зубчатогО венца изделия;ла изобретения Способ отделочной обработки элементов мурты с и рост ран ст вен фициронанньми зубьям; по а М 1511025, отл и ч а ющий с я т убчатых о-модисв. м, что. с а - запас неиспользуемой длины зубчатого инструмента (а = 1 - 5 мм);б- диаметр окружности вершин зубьевизделия.Непрерывное перемещение обрабатываемого зубчатого элемента 1, установленного на оправке 21 поворотной плиты 22,выполняется вдоль продольной оси инструмента 2 посредством ползуна 46 через штокпневмоцилиндра 38 и суппорт 29, При этом 10согласование перемещения зубчатого элемента 1 вдоль продольной оси инструмента2 и инструмента 2 перпендикулярно своейпродольной оси производится за счет кинематической связи привода перемещения 38, 1546-52 суппорта 29 и привода перемещения55 - 59, 39, 40 салазок 7,Рукоятками 60 и 61, установленными навинтах 39 и 47, производится предварительная регулировка положения изделия 1 относительно инструмента 2 в зависимости от ихперекоса, Пневмоцилиндром 38 производится отвод и подвод суппорта 29 по про-,дольным направляющим 37 станины 9 висходное положение при установке и снятии изделий 1 с оправки 21,Реализация изобретения обеспечиваетполучение более точной формы пространственно-модифицированньх зубьев, что позволяет выравнить нагрузку на зубья в 30процессе эксплуатации, и Я (зп аъ - зп а ратных ходов зубвдоль продольно00;нструмента; и - число прямых и обч ого элемента муфты ио инструмента, и = 1-3- длина зубчатого иВ =а 1+ ам,где а - половина проекции центральногопродольного сечения зубчатого элементамуфты на продольную ось инструмента припредварительном повороте;ам - то же, при максимальном угле поворота;Я - длина хода инструмента при возвратно-поступател ьном движении, 8 = (0,5 --4,0)в,где в - ширина зубчатого венца обрабатываемого элемента,а - запас неиспользуемой длины зубчатого инструмента, а = 1-5 мм;Я - радиус поворота зубчатого элемента где ат си ты,вм- ма элемею - ичатого э симальный угол поворота зуб та;едварительный унлемента;ейная скорость радинструмента. л поворота зу ного лни ем целью повышения точности и производительности за счет повышения долговечности инструмента путем выравнивания его износа, зубчатому элементу муфты сообщают непрерывное перемещение вдоль продольной оси инструмента, скорость которого задают в соответствии со следующей зависимостью1613257Составитель И,КузнецоваРедактор М,Келемеш Техред М,Моргентал Корректор Н,Король Заказ 3855 Тираж 526 Подписное ВНИИПИ Государственного комитега по изобретениям и открытиям при ГКНТ СС113035, Москва,К, Раушскзя наб 4/5Производственно-издательский комбинат "Патент",. г, ужгород, ул,Гагарина, 101
СмотретьЗаявка
4632651, 05.01.1989
ПРОЕКТНО-КОНСТРУКТОРСКИЙ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ ВСЕСОЮЗНОГО ПРОМЫШЛЕННОГО ОБЪЕДИНЕНИЯ СОЮЗУГЛЕМАША, ВОЛГОДОНСКОЕ ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ АТОМНОГО ЭНЕРГЕТИЧЕСКОГО МАШИНОСТРОЕНИЯ "АТОММАШ"
МИХАЙЛОВ АЛЕКСАНДР НИКОЛАЕВИЧ, ФИНИЧЕНКО ВЛАДИСЛАВ АЛЕКСАНДРОВИЧ, МИХАЙЛОВА ТАМАРА ЕВГЕНЬЕВНА, МАХМУТОВ БАЯН МИССАРОВИЧ, СИНЕЛЬЩИКОВ ВЛАДИМИР ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B23F 19/00
Метки: зубчатых, зубьями, муфты, отделочной, пространственно-модифицированными, элементов
Опубликовано: 15.12.1990
Код ссылки
<a href="https://patents.su/8-1613257-sposob-otdelochnojj-obrabotki-zubchatykh-ehlementov-mufty-s-prostranstvenno-modificirovannymi-zubyami.html" target="_blank" rel="follow" title="База патентов СССР">Способ отделочной обработки зубчатых элементов муфты с пространственно-модифицированными зубьями</a>
Устройство для поточно-винтовой обработки зубчатых изделий

Номер патента: 1757794
Опубликовано: 30.08.1992
Авторы: Гарбузов, Герасимов, Михайлов, Тернюк
МПК: B23F 1/00, B30B 11/12
Метки: зубчатых, поточно-винтовой
...загрузку и разгрузку зубчатых изделий 2, так как процеСс загрузки иразгрузки изделий 2 реализуется типа роторного с применением известных транс 50портных роторов.За каждый оборот зубчатых изделий 2вокруг оси зубчатого инструмента 1 их прямолинейное перемещение б выполняетсяна величину осевого шага т 0 (фиг. 1) в потоках зубчатых изделий 2 на цепных конвейерах 12, При подходе обрабатываемыхизделий 2 к зубчатому инструменту 1, про изводится обкатка в направлении "о" позубчатому инструменту 1. Благодаря тому,что ведущие звездочки 13 цепных конвейеров 12 последовательно повернуты в однусторону относительно друг друга на величину а., обрабатываемые изделия 2 е технологической зоне имеют пространственнуювинтовую компоновку и смешены...
Устройство для натяжения иили перемещения ленточного изделия при вулканизации в прессе

Номер патента: 969147
Опубликовано: 23.10.1982
Автор: Аугусто
МПК: B29H 5/28
Метки: «и—или», вулканизации, изделия, ленточного, натяжения, перемещения, прессе
...верхней плитой 15, расположенными параллельно рабочим ветвям соответствуюцих лент 4 и 5. Привод перемещения верхней плиты выполнен.состоящим из двух групп разных по диаметру силовых цилиндров16 и 17, из которых цилиндры 16 меньшего диаметра установлены с двухсторон верхней плиты 15 симметричноотносительно продольной оси изделия,а цилиндры 17 большего диаметра уста.новлены по центральной оси верхней б 5 1 и 2 пресса 3 элементами 26 и 27, иэ которых элементы 26 выполнены с наклонными торцовыми рабочими поверхностями для свободного прохода головок 24 при подъеме верхней плиты 15.Силовые цилиндры 21 смонтированы на раме б с помоцью уголков 28, одними,20 формула изобретения 1. Устройство для натяжения и/или перемещения ленточного изделия...
Устройство для чистовой обработки зубчатых изделий с пространственно модифицированными зубьями
Номер патента: 1348096
Опубликовано: 30.10.1987
Авторы: Завадский, Колесник, Лукичев, Михайлов, Тернюк, Финиченко
МПК: B23F 9/00
Метки: зубчатых, зубьями, модифицированными, пространственно, чистовой
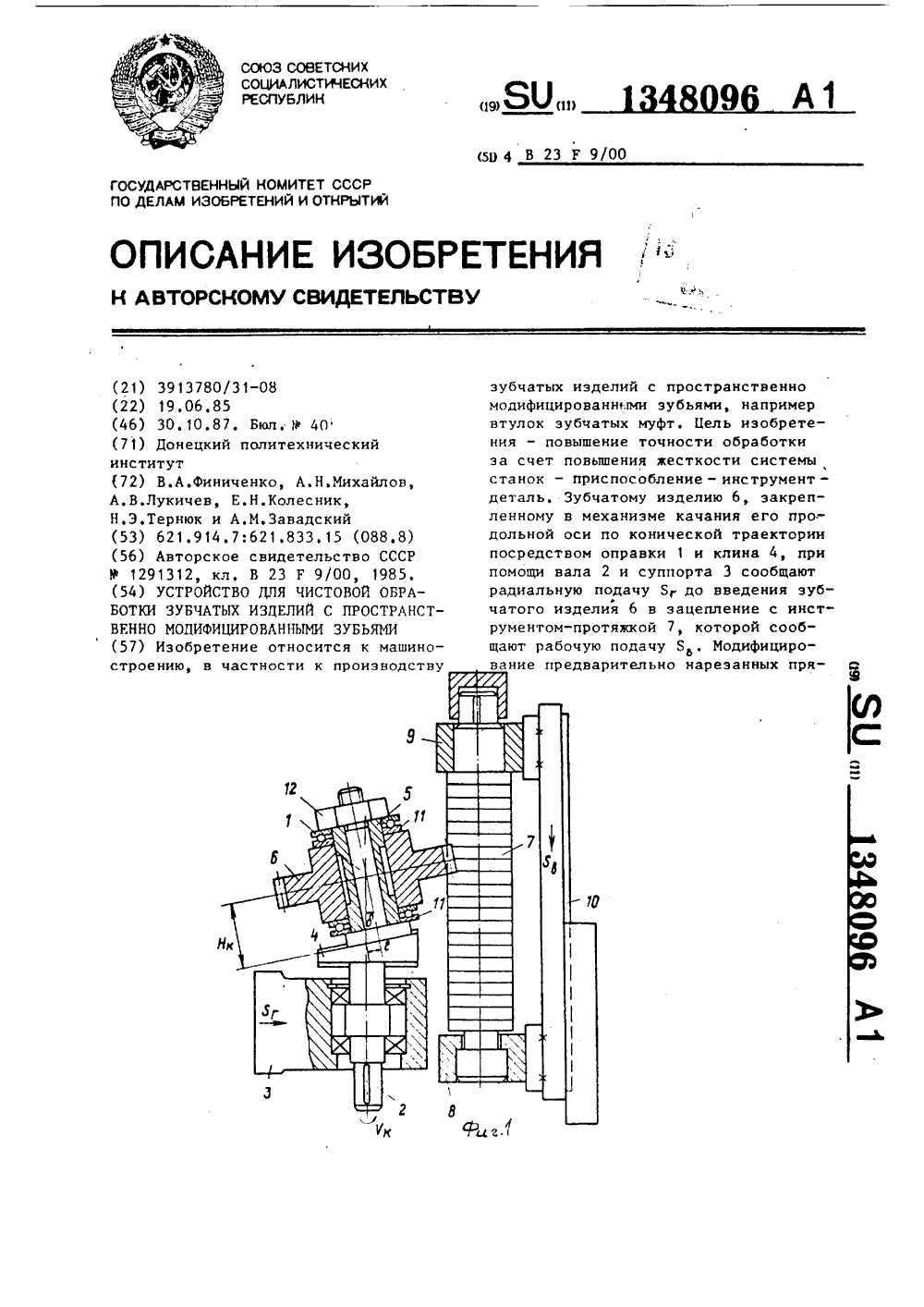
.... - протяжкой 7, запе пленной межлу двумя балкакти - переднейВ и заднс и 9 которы крепятся цавертикальных салазках 10, При этомизделие 6 размеп;ецо на втулке 5 вупорцых подпптпциках ,1 прц помопцгаек 12, а оправка 1 закреплена нпазу клина ч с эксцентриситетом относительно осц вала 2 прц томоптисменных угаров 13, прикт;еплсццых кклицу ч винтатц 1,размещается, зубчатое изделие 6, закрепленное гайками 12, Обрабатывающийинструмент 7 закреплен в передней 8и эадттеи 9 бабках, размещенных навертикальных салазках О, и соединенс захватом,Зубчатому иэделию 6, закрепленному в механизме качания его гродольнойоси по конической траектории посред 10ством оправки 1 и клина ч при помотгт 1 вала 2 и суппорта 3, сообщаютрадиальную подачу Ч до введения...
Способ изготовления зубчатых изделий

Номер патента: 598713
Опубликовано: 25.03.1978
Автор: Корнеев
МПК: B23F 17/00
Метки: зубчатых
...точностирабочей стороны зубьев при изготовлениизубчатой рейки, пластины устанавливают нпод углом к начальной прямой, равнымугиу профиля рейки с рабочей стороньее зуба, а нерабочую сторону зуба формируют, например, фреэерованием,Источники инфорл:ации, принятые во вниие при экспертизе:1, Семенченко Н. И. и др. Проектиропорежуших инструментов, М.,63, с, 719,п-ман вание лепетал3 Машгиэ, 19 1тносится к области ма Изобретение ощиностроения.Известны способы изготовления зубчатых изделий, при которых зубья формируютпутем набора отдельных пластин, обрабатываемых по профилю И.Недостатком известных способов является наличие существенных погрешностей пошагу, а также угпу профиля зубьев, возникающих при обработке профипя зубьев.Предложенный способ...
Устройство шагового перемещения зубчатой рейки

Номер патента: 1002706
Опубликовано: 07.03.1983
Авторы: Качуровский, Кнышев, Лакизо, Лосева
МПК: F16H 27/02
Метки: зубчатой, перемещения, рейки, шагового
...основании 1 привод 4 ползуна 3.упор 5, первый двуплечий рычаг б,шарнирно связанный с полэуном 3,подпружиненный упругим элементом7 в направлении к основанию 1 и вза.имодействующий с зубчатой рейкой 8и упором 5 второй двуплечий рычаг 9,шарнирно закрепленный на основании 25 1 и взаимодействующий одним плечомс рейкой 8.На свободном плече второго рычага 9 установлен ролик 10,подпружиненный в направлении к основанию 1 упругим элементом 11 ивзаимодействующий с полэуном 31002706 формула изобретения Составитель А, Кузнецовштулинец Техред К.Мыцьо Корректор С . Шекмар актор Н. Тираж 923 Подп ВНИИПИ Государственного комитета ССС по делам изобретений и открытий 113035, Москва, )К, Раушская наб., д.каэ 1 500/13 ое ППП "Патент", г. Ужгород,...
Предыдущий патент: Устройство для ломки пруткового материала
Следующий патент: Устройство для удаления вредных газов
Случайный патент: Электроконтактный узел