Линия штамповки деталей из листового материала
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки








Текст
"ЛИОТАР ТЕНИЯ СТВУ иэ листоретенияти работса штампвенной п ого м вляет произ и у ощ нн по ановл Н.П,Сорокитуркин9.61(088.8детельство1 Э 43(00,тветствии сом к щих из дв крытых про ких устрой готовок с Комплек ствами. ЕТАЛЕЙ ИЗ ЛИ с ф деталей,транспортнтователе СОЮЗ СОВЕТСНИХ СОЦИАЛИСТИЧЕСНИХ. РЕСПУБЛИК ОСУДАРСТВЕННЫЙ КОМИТЕТ СССРО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ ОПИСАНИЕ АВТОРСКОМУ СВИ(71) Воронежскоеобьединение по впрессового оборунина(54) ЛИНИЯ ШТАМПОВТОВОГО МАТЕРИАЛА(57) Изобретение оке металлов данлен тносится к обра ием и может быт штамповки деталей риала. Целью изобповышение надежнос одительности проце меньшение производс иния содержит пять ледовательно в соологическим процес использовано для ексов оборудования, состояухкривошипных прессов за"стого действия и нескольств для подачи штучных зазагрузочными тележками. ы связаны между собой устройжоперационного перемещения выполненными в виде цепных еров, подьемных столов и ка" й. б з.п, ф-лы, 10 ил.12Изобретение относится к обработкеметаллов давлением и может быть использовано для штамповки деталей излистового материала.Целью изобретения является повышение надежности работы, производи"тельности процесса штамповки и уменьшение производственной площади.На фиг. 1 изображена линия штамповки деталей из листового материала; на фиг, 2 - вид А на фиг. 1; нафиг. 3 - разрез Б-Б на фиг. 1; нафиг. 4 - вид В на фиг. 2; на фиг. 5вид Г на фиг. 2; на фиг. 6 - вид Дна фиг 2; на фиг. 7 - вид Е на фиг.2; на фиг. 8 - вид Ж на фиг. 7, нафиг. 9 - вид 3 на фиг. 2; на фиг,10 -вид И на фиг, 9,Линия штамповки деталей из листового материала содержит пять, установленных последовательно в соответствии с технологическим процессом,комплексов оборудования, состоящихиз двухкривошипных прессов 1 закрытых простого действия и устройств 2для подачи штучных заготовок с загрузочной тележкой 3. Комплексы связаны между собой устройствами межоперационного перемещения деталей, выполненными в виде цепных транспортеров 4 подъемных столов 5 и кантователей 6. Отвод готовых иэделий(деталей) производится ленточнымтранспортером 7, который устана.вливается перпендикулярно оси линии.Все оборудование линии связаноединой электронной системой программного управления (не показана), имею.щей несколько подпрограмм, позво ляющих: в зависимости от числа операций изготавливаемой детали начать рабочий цикл с любого пресса, кромепятого, а заканчивать любым прессом,кроме первого, заменив цепной транспортер 4 на ленточный 7 между вторым и третьим прессами (или междутретьим и четвертым) изготавливатьсразу две детали с суммарным числомопераций не более пяти, а при установке перед первым устройством 2 до"полнительного цепного транспор гераобрабатывать детали, имеющие болеепяти операций, прошедшие первые операции вне линии.Для расширения диапазона габаритных размеров обрабатываемых деталейцепной транспортер 4 устройств меж"операционного перемещения деталей 78082снабжен четырьмя параллельными цепями 8 (фиг, 3). На транспортере также установлены кантователи 6 барабанного типа с индивидуальным пнев матическим приводом (не показан).Цепные транспортеры 4 снабжены пятьюподъемными столами 5 для подъемадеталей над транспортирующими цепями 8, чтобы компенсировать небольшую 10 разницу в темпе работы предыдущегои последующего оборудования. Подъемные столы 5 (посты) выполнены, на пример, в виде пневматических подъемников и размещены вдоль продольнойоси транспортеров между цепями 8.Стопа 9 заготовок (фиг. 6) размещается в устройстве 2 под кареткой10 механизма отделения листа от стола с присосками 11. Устройство 2 20 снабжено также промежуточным центрирующим столом 12, а штампы 13 прессов 1 - выдвижными опорами 14. Линияштамповки снабжена устройством контроля толщины листовой заготовки 15,размещаемым в ней с возможностьюобеспечения контроля заготовки по еекраю на всем пути перемещения заготовки между столом манипулятора состопой 9 и промежуточным центрирую щим столом 12. Кронштейн 16 устройства контроля толщины крепится настойке станины манипулятора 2.Механизм контроля (фиг. 8) представляет собой два разноплечих рыча га 17 и 18, свободно качающихся наосях, закрепленных в корпусе 19 ра.мочного типа, короткие плечи рычагов снабжены роликами 20 и 21, установленными на подшипниках качения, а 40 на концах длинных плеч установленымикровыключатель 22 и подпружиненныйрегулируемый толкатель 23. Регулировкой длины толкателя настриваетсянеобходимый зазор между нажимной 45 тарелкой толкателя и штырем микровыключателя, Рычаги механизма контролязафиксированы в определенном положении тремя пружинами 24, установленными в расточке корпуса 19, и скобой 50 25. Винтом 26, ввернутым в скобу 25,настраивается зазор между роликами 20и 21, равный приблизительно 1,5 толщины контролируемой заготовки 15,Устройство контроля толщины заго товки при наладке устанавливается,так, чтобы листовая заготовка при подаче проходила своим краем в зазоремежду роликами 20 и 21, Линия содер жит также средство удаления готовыхдеталей, размещенное перпендикулярнооси линии, выполненное в виде ленточного .транспортера 7, который дополнен устройством изменения направления движения заготовки. Устройствосостоит из наклонных штанг 27 трубчатой конструкции, которые могут регулироваться по длине и углу наклона,установленных в кронштейнах 28 и 29на раме ленточного транспортера 7упора-отбойника 30 и поперечнойштанги 31, которая может переставляться в расточках кронштейнов 28 и 29в зависимости от длины готовых изделий,Система управления линии выполнена в виде электронной системы программного управления с центральнымпультом 32. Для наладочного режимакаждое оборудование линии имеет местный пульт управления (не показан).Позицией обозначены рычаги сбрасывателя 33 деталей из штампов 13.Линия работает следующим образом.Стопа 9 листовых заготовок автопогрузчиком (не показан) загружаетсяна тележке 3 первого устройства 2(при обработке двух деталей загружается и тележка манипулятора третьегои четвертого прессов), которая подается вперед до упора, и стопа 9 заготовок оказывается над приемнымипланками подъемного стола, Нажатиемкнопки на местном пульте управлениястол поднимается вверх до срабатывания датчика верхнего положения (непоказаны). Переключениями на центральном пульте 32 управления линия запускается в работу в автоматическомрежиме.Каретка 10 механизма устройства 2с присосками 11 опускается вниз,включается вакуум-насос (не показан),происходит захват листа 15 присоска-.ми, подъем каретки с листом и движение ее вперед. В начале хода вперед .ълист 15 своим краем заходит в зазормежду роликами 20 и 21 устройстваконтроля, который контролирует, чтоподнят только один лист, если листодин, нормальной толщины, движениепродолжается.При захвате двух заготовок (например, иэ-за слипания листов пригустой смазке) общая толщина их превысит размер настроенного зазора,ролики раздвинутся и повернут рычаги 278082 4вокруг своих осей, воздействуя темсамым на микровыключатель, которыйдаст сигнал на остановку подачи, возврат заготовок в исходное положениеи отключение автоработы, Настройкойусилий пружин 24 добиваются такогоположения, чтобы рычаги раздвигалисьтолько при увеличении толщины заготовки, а все неровности заготовки ко 10 пировались без срабатывания микровыключателя.Над промежуточным столом 12 точного центрирования каретка 1 О с листом 15 опускается, отключается ваку 15 ум-насос, лист остается на столе, акаретка уходит вверх и назад. В момент движения каретки назад срабатывают пневмоцилиндры точного центрирования (не показаны) на промежуточ 20 ном столе и лист устанавливается поцентру штампа пресса,Каретка 10 продолжает движение назад и опускается вниз. Штанги каретки снабжены двумя группами присосок25 11, одна группа захватывает лист 15с промежуточного стола 12, а другаяиэ стопы 9 заготовок, Каретка движется вверх и вперед, укладывая первуюзаготовку на выдвижные опоры 14 штам 30 па 13, а вторую - на промежуточныйстол 12. Каретка идет вверх и назад,опоры 14 в штампе опускаются, укладывая деталь в штамп 13, а на проме-,жуточном столе срабатывают пневмо- .З 5 цилиндры точного центрирования, подготавливая следующую заготовку, подьемный стол - магазин по мере отбораиэ стопы 9 листов поднимается вверх,сохраняя постоянный уровень захвата;0 включается пресс 1 на рабочий ход,совершая первую операцию, Кареткаопускается вниза ползун прессадвижется вверх, выдвижные опоры 14в штампе 13 поднимают деталь над зерФ45 калом штампа, присоски 11 захватывают очередную пару заготовок, каретка 10 движется вверх и вперед, напередних торцах штанг в этот моментопускаются рычаги сбрасывателя 330 и отштампованная деталь сталкивается ими при движении каретки впередна движущиеся цепи 8 транспортера4, установленного эа прессом, нажимая по пути рычаг датчика контроляосвобождения штампа (ие показан),который разрешает движение ползунупресса на следующий рабочий ход.Цепями транспортера 4 заготовка ле78082 б 27, Изделие скользит по штангам,попадает одним концом на поперечнуюштангу 31, которая не дает ему сразуупереться в ленту транспортера 7 иразвернуться, ударяется в упор-отбойник 30, который гасит сообщеннуюизделию в момент сброса скорость ипадает свободным концом на движущуюся ленту транСпортера, которая, увлекая его за собой, стягивает с поперечной штанги и переносит на контрольный стол, закрепленный на его противоположном конце (не показан).Экономический эффект от использования изобретения составит 120000 руб. Формула изобретения 1. Линия штамповки деталей из листового материала, содержащая расположенные в технологической последовательности прессы, устройства для подачи штучных заготовок, расположенные между прессами и имеющие столы для размещения заготовок и механизм подачи заготовок, стол для центрирования заготовок, устройства межоперационного перемещения деталей между прессами и устройство для удаления деталей и систему управления, о т л и - ч а ю щ а я с я тем, что, с целью повышения надежности работы, производительности процесса штамповки и уменьшения производственной площади, она снабжена устройством контроля толщины заготовок, установленным между столом для размещения заготовок,и столом для центрирования заготовок, подъемными столами, вмонтированными в устройства межоперационного перемещения деталей между прессами, механизмом изменения направления движения деталей, встроенным в устройство для уда. ления деталей и выполненным в виде поперечины, установленной параллельно оси линии с возможностью регулировочного перемещения в направлении, перпендикулярном оси линии, упораотбойника, расположенного за поперечиной по ходу перемещения деталей, и штанг, закрепленных перед поперечиной по ходу перемещения деталей с возможностью поворота в вертикальной плоскости, причем устройство для удаления деталей расположено перпендикулярно оси линии.2. Линия по п. 1, о т л и ч а ющ а я с я тем, что столы для раэме 20 25 30 35 40 45 50 55 5 12реносится вперед до упора под первуюгруппу присосок второго манипулятора,срабатывает подъемник первого стола 5транспортера 4 и заготовка поднимаетсянад цепью 8,Вторая заготовка доходит до подьемника первого стола 5 и поднимаетсянад цепью подъемником второго поста,После этого включается в работу механизм второго устройства - заготовкапереносится на промежуточный столэтого устройства, центрируется, подь"емники первого и второго столов транспортера опускаются и следующая заготовка попадает на позицию первогостола захватывается устройством сов"местно с заготовкой на промежуточном столе и переносится в штамп второго пресса. Производится вторая технологическая операцияВсе остальные прессы с устройством работают аналогичным образом.При сбое в автоработе какого-либопресса заготовки накапливаются натранспортере перед этим прессом, последовательно приподнимаясь над цепямн 8 подъемниками пяти подъемныхстолов 5. При занятии пяти позицийотключается авторабота предыдущегопресса. Включение их произойдет после освобождения пятой и четвертойпозиций. Если на первой позициитранспортера 4 не окажется заготовки(при сбое в работе предыдущего пресса) в момент прихода туда механизма,то устройство отключается. Включениеавтоработы произойдет только послезанятия двух позиций,Если на следующей операции детальв штамп должна лечь обратной стороной, то на транспортере перед этимпрессом на место четвертого столаопускается барабан кантователя 6,а подъемник четвертого стола опускается вниз. Заготовка, попадая впаз барабана, воздействует на датчик(не показано), включая привод (непоказан) кантователя, и барабан поворачивается на 60 О; следуюшая заготовка, попав в следующий паэ барабана, дает сигнал на поворот еще на60 ; при третьем повороте деталь ло-жится на позицию третьего псста. вперевернутом положении. После произведения последней операции сбрасыватели 33 штанг манипулятора во времяхода вперед сталкивают готовое изделие 34 со штампа на наклонные штангиопра 5 ление аллод Ю Фи 7 1 щения заготовок прессов, расположенных за первым прессом по ходу подачи деталей, установлены симметрично относительно оси линии.3. Линия по и. 1, о т л и ч а ющ а я с я тем, что устройство контроля толщины заготовок выполнено в виде корпуса, установленного с возможностью регулировочного перемещения в вертикальном направлении, двух двуплечих рычагов, шарнирно закрепленных в корпусе и подпружиненных один относительно другого и относительно корпуса пружинами, роликов, установленных на одном из концов двуплечих рычагов, подпружиненного упора и регулируемого упора, закрепленного на свободном конце одного из двуплечих рычагов с возможностью взаимодействия с корпусом, и микро- выключателя, установленного на сво 278082бодном конце другого двуплечего рычага с возможностью взаимодействия сподпружиненным упором,4. Линия по и. 1, о т л и ч а ющ а я с я тем, что устройства межоперационного перемещения деталеймежду прессами выполнены в видецепных транспортеров.5. Линия по и. 1, о т л и ч а ю -10 щ а я с я тем, что система управления выполнена в виде электроннойсистемы программного управления,6. Линия поп. 1, отличаю щ а я,с я тем, что корпус устройстваконтроля толщины заготовок закрепленна устройстве для подачи заготовок.7. Линия пр п. 1, о т л и ч а ющ а я с я тем, что подьемные столы 20 выполнены в виде пневматических подь1278082 Вид 3 Фиг 4вид / Ъоскос кидате Иробень траисп1278082 Составитель Ю.Жаворонковактор И.Шулла Техред Л,Олейник Коррект шко 783 Подписноеета СССР гвенного зобретенийа, Ж, Р открытииская наб д, 4/ Производствен Заказ 6790/9 Т ВНИИПИ Госуда по делам и 113035, Москв
СмотретьЗаявка
3900434, 27.05.1985
ВОРОНЕЖСКОЕ ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ ПО ВЫПУСКУ КУЗНЕЧНО-ПРЕССОВОГО ОБОРУДОВАНИЯ ИМ. М. И. КАЛИНИНА
КУРМАЕВ БОРИС АЛЕКСАНДРОВИЧ, СОРОКИН НИКОЛАЙ ПЕТРОВИЧ, КОНОВ ЛЕВ АЛЕКСАНДРОВИЧ, БАТУРКИН ВИКТОР ЯКОВЛЕВИЧ
МПК / Метки
МПК: B21D 43/00
Метки: линия, листового, штамповки
Опубликовано: 23.12.1986
Код ссылки
<a href="https://patents.su/8-1278082-liniya-shtampovki-detalejj-iz-listovogo-materiala.html" target="_blank" rel="follow" title="База патентов СССР">Линия штамповки деталей из листового материала</a>
Устройство для заготовки сдублированных мерных слоев корда

Номер патента: 450727
Опубликовано: 25.11.1974
МПК: B29H 17/28
Метки: заготовки, корда, мерных, сдублированных, слоев
...17, соответствующие концу цраскатки корда, управляющие цилцндрдмиперемещения раскатывающих роликов.Расстояние между фиксаторами 16 и17 для каждой подвески соответствует длине слоя корда, сматывдемого с катушки 5 дданной подвески,Фиксатор 17 установлен ца уровне, соответствующем линии отреза слоя корда откатушки,В конце транспортера 2 расположено 2 Оустройство 18 для отрезки куска корда откатушки, На противоположном конце транспортера 2 установлен приводной дублирующий ролик 19, ца зтом же транспортереимеются указатели 20, Расстояние между 25фиксатором 16 и указателем 20 соответствует смешению слоев корда в группе подлине с учетом прирдшецця длин слоев корда, Количество указателей 20 соответствует числу слоев корда разной длины в кдркасе...
Устройство для заготовки пневого осмола

Номер патента: 475132
Опубликовано: 30.06.1975
Авторы: Новоселов, Санников, Суходоев
МПК: A01G 23/06
Метки: заготовки, осмола, пневого
...часть самоходного шасси.Для этого ножи установлены на платформе при помощи общей оси, проходящей через центр сферической поверхности, образованной ножами.На фиг, 1 изображено устройство для заготовки пневого осмола, вид спереди; на фиг, 2 - то же, вид сверху; на фиг. 3 - то же, вид сбоку.Устройство для заготовки пневого осмола состоит из самоходного шасси 1, на которое навешивается рама 2 с прикрепленной к ней платформой 3. К платформе 3 прикреплены оси 4 с поворотно установленными ножами 5 силового резания, выполненными в виде часРаботает устройство следующим образом.Самоходное шасси 1 подводят к пню такимобразом, чтобы пень находился между ножами 5 силового резания. Затем при помощи 15 гидроцилиндров 10 навесную раму 2, а с неюи...
Устройство для автоматического регулирования подачи изделий между агрегатами автоматической линии

Номер патента: 94627
Опубликовано: 01.01.1952
Автор: Экспериментальный
МПК: B23Q 7/14
Метки: автоматической, агрегатами, линии, между, подачи
...направлять изделия по стрелке А до тех пор, пока на приемном лотке пе соберется больше трех изделий. При четырех изделиях замкнется группа 5 низковольтных контактов, которые ьключат промежуточное реле 15. Последнее при этом разомкнет свои нормалыно закрыгые контакты в точках 8 и 9 и замкнет своп нормально открытыс контакты в точках 16 и 17 и через цепь 7 - 18 - 19 - 20 - 12 включит контактор 21 (фиг. 1). В результате этого включается электродвигатель 1, который через редуктор переводит заслонку 3 из верхнего положения в нижнее, исключая этим самым возможность прохоидения изделия Д в направлении стрелки А. При этом освобождается путевой выключатель 13 (верхний) и нажимается путевой выключатель 13 (нижний), Последний своигми нормально...
Подвесная линия для перемещения подвесок с заготовками

Номер патента: 1137024
Опубликовано: 30.01.1985
Авторы: Бойко, Добренко, Егоров, Соколов, Черненко
МПК: B65G 17/00, B65G 17/20
Метки: заготовками, линия, перемещения, подвесная, подвесок
...4 для тягового органа 5, выполненного в виде двух роликовых цепей, наклонные направляющие 6 с остановами 7 для гравитационного перемещения подвесок 8 н промежуточные звездочки 9 иа валах 10. Линия снабжена последовательно установленными между направляющими 6 наклонными подъемными механизмами 11, выполненными в виде цепной передачи 12 с захватами 13, кажцая из которых связана с промежуточной звездочкой 9 посредством шарнирной муфты 14. Цепная передача имеет звездочки 15 и 16, установленные соответственно на валах 17 к 18, Шарнирная муфта 14 связывает вал 18 с промежуточным валом 10.Наклон направляющих б относительно горизонтальной оси составляет 15- 25. Механизм останова 7 подвесок 8 выполнен в виде двух последовательно установленных...
Способ преобразования графика, записанного на кинопленке в виде линии, в график, записанныйв виде «ширмы»
Номер патента: 269640
Опубликовано: 01.01.1970
Авторы: Легонький, Лысков, Наумов
МПК: G06K 11/02
Метки: «ширмы», виде, график, графика, записанного, записанныйв, кинопленке, линии, преобразования
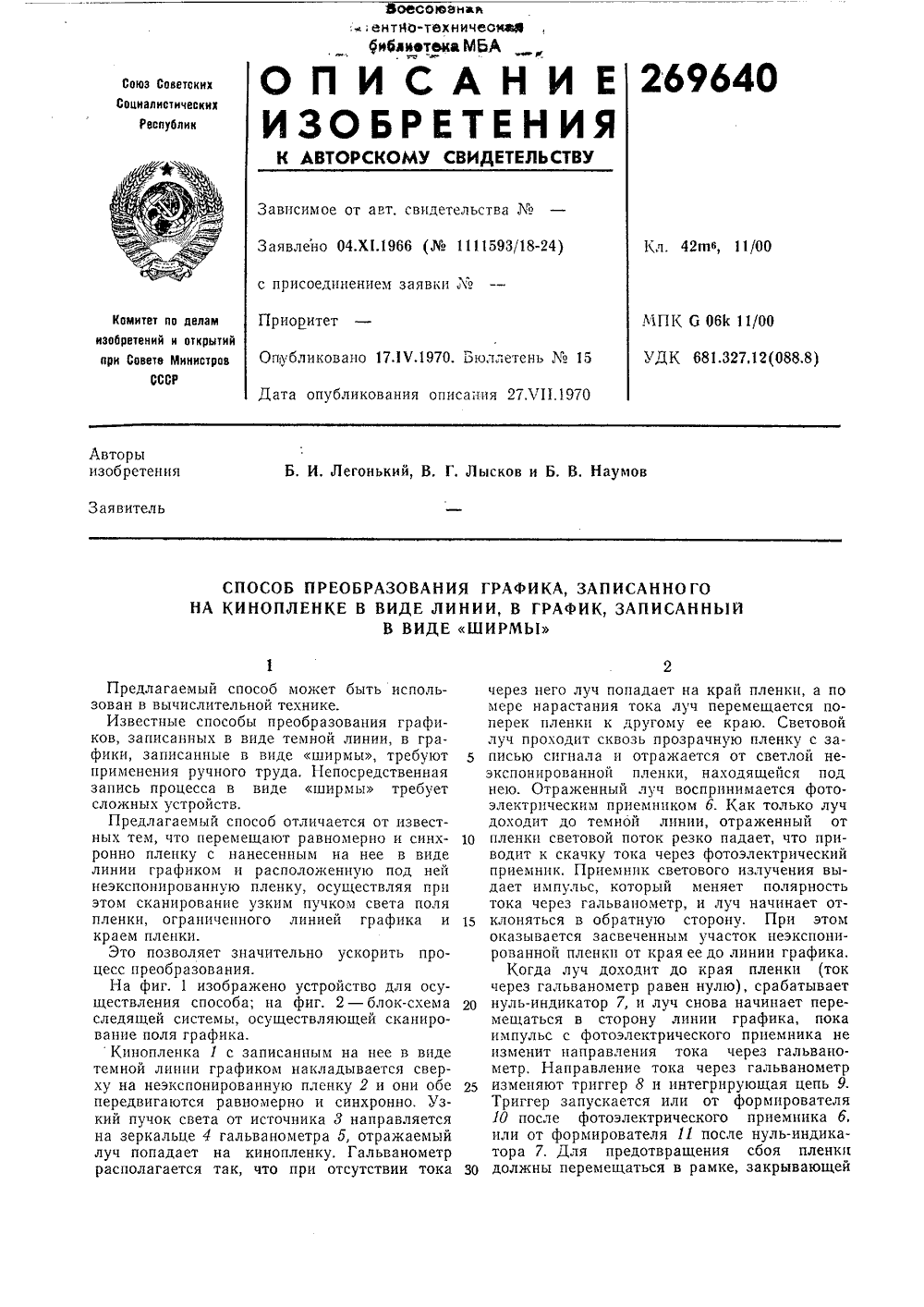
...синхронно. Узкий пучок света от источника д направляется на зеркальце 4 гальванометра 5, отражаемый луч попадает на кинопленку. Гальванометр располагается так, что при отсутствии тока через него луч попадает на край пленки, а по мере нарастания тока луч перемещается поперек пленки к другому ее краю. Световой луч проходит сквозь прозрачную пленку с записью сигнала и отражается от светлой неэкспонированной пленки, находящецся под нею. Отраженный луч воспринимается фотоэлектрическим приемником б. Как только луч доходит до темной линии, отраженный от О пленки световой поток резко падает, что приводит к скачку тока через фотоэлектрический приемник. Приемник светового излучения выдает импульс, который меняет полярность тока через...
Предыдущий патент: Манипулятор для многооперационной штамповки крупногабаритных деталей
Следующий патент: Устройство для перемещения заготовок
Случайный патент: Аппарат для получения треххлорис-того ванадия