Система управления участком формирования пакетов гнутых профилей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки






Текст
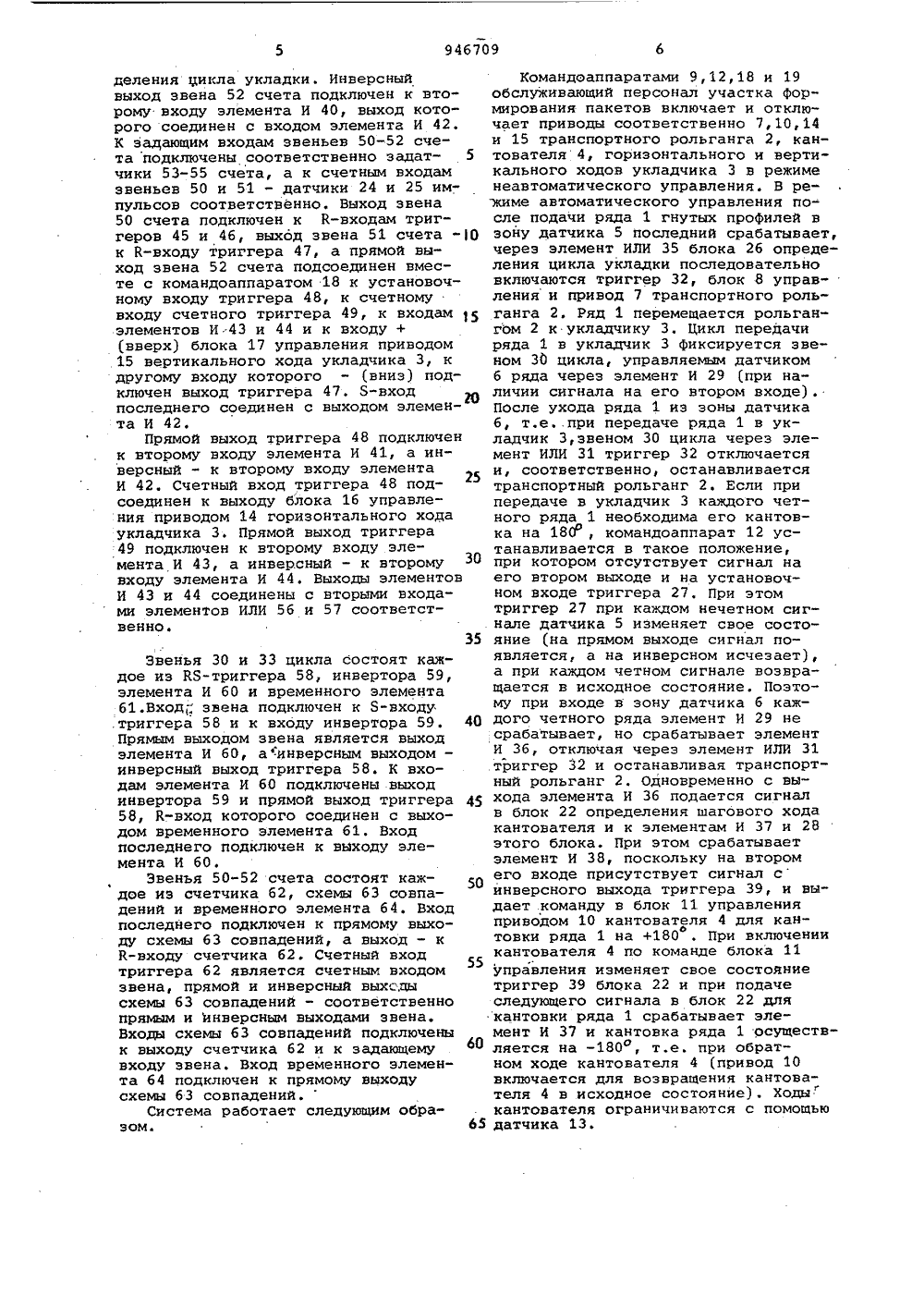
ОПИСАНИЕ ИЗОБРЕТЕНИЯ Союз СоветскихСоциалистическихРеспублик К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(61) Дополнительное к авт. свид-ву(22) Заявлено 05.02,81 (2) 3246331/22-02 51 М. КЛ.З с присоединением заявки Мо -В 21 В 37/00 Государственный комитет СССР по делам изобретениИ н открытий(547 СИ УПРАВЛЕНИЯ УЧАСТКОМ ФОРМИРОВАНИПАКЕТОВ ГНУТЫХ ПРОФИЛЕИ ится к металлуройствам для Упучастков паке 0 адки с иненны 0 Изобретение относгии, а именно к устрравления механизмамитировки проката.5Наиболее близкой к предлагаемой по технической сущности и достигаемому .результату является система управления участком формирования пакетов гнутых профилей, содержащая приводы, их блоки управления и командоаппараты соответственно транспортного рольганга, кантователя, горизонтального и вертикального ходов укладчика, а также датчики хода кантователя, горизонтального и вертикального ходов укладчика 11. Недостаток этой системы состоит в формировании пакетов без оптимизации их заполнения профилями, что увеличивает размеры пакетов, повышает интенсивность работы цеховых транспортных средств при уборке пакетов. Кроме того, система вызывает большую загрузку обслуживающего персонала по 25 управлению участком.Цель изобретения - повышение заполнения пакетов профилями, снижение интенсивности работы цеховых транспортных средств, а также уменьшение 3 загрузки обслуживающего персонала поуправлению участком.Указанная цель достигается тем,что система управления участком формирования пакетов гнутых профилей;содержащая приводы, их блоки управления и командоаппараты соответственно транспортного рольганга, кантователя, горизонтального и вертикальногоходов укладчика, а также датчики хода кантователя, горизонтального ивертикального ходов укладчика, содержит электрически соединенный сблоками управления приводами транспортного рольганга и кантователя, кондоаппаратами кантователя и гори-нтального хода укладчика блок цикла укладки, подключенные к нему первый, второй датчики рядов, блокиопределения шагового хода соответственно кантователя и укладчика, выходы которых подключены к входам блоков управления приводами соответственно кантователя, горизонтального ивертикального ходов укладчика, атакже первый и второй датчики импульсов, подключенные к блоку определенияшагового хода укладчика,Блок определения цикла укл остоит из последовательно соед хсчетного триггера, элементов И, ИЛИ,звеньев цикла и ЙБ-триггера, выходкоторого подсоединен к входу блокауправления приводом транспортногорольганга, к Я-входу триггера подсоединены последовательно соединенныепервое звено цикла, элемент И, элемент ИЛИ, к второму входу элементаИЛИ подсоединен вход блока шаговогохода кантователя и выход элемента И,входы которого соединены с инверсными входами звеньев цикла, счетноготриггера а. также с датчиком ряда, ккоторому также подсоединены входыэлементов И, счетный вход счетноготриггера соединен с датчиком ряда.Блок определения аагового ходасостоит из триггера и двух схем И,прв этом выходы триггера соединеныс одними из входов схем И, вторыевходы которых соединены с выходомсхемы И блока цикла укладки, а выходы - с входами блока управления,выход которого соединен с входомтриггера,На Фиг.1 представлены функциональная схема системы и блок из схем Формирования пакетов с повьааенным заполнением их проФилями на Фиг,2вид Р, на Фиг.1; на Фиг,3 - функциональные схемы блока шагового ходаукладчика и блока определения циклаукладки в их взаимосвязи; на фиг.4 ифиг,5то же отдельных звеньев.Ряд 1 гнутых профилей транспортируется транспортным рольгангом 2 кукладчик 3 и при необходимости кантуется на 180 кантователем 4. Датчики 5 и 6 рядов фиксируют положениерядов 1 каждый в своей зоне. Транспортный рольганг 2 имеет привод 7с блоком 8 управления, к которому40подключен командоаппарат 9, а кантователь 4 - привод 10 с блоком 11 управления, к которому подсоединен командоаппарат 12. С приводом 10 механически связан датчик 13 хода кантователя 4, выходы которого подключеныпо схеме ограничения хода к блоку 11управления. Блоки 8 и 11 управленияэлектрически связаны между собойвзаимно блокировочными связями, предотвращаюШими одновременное включениеприводов 7 и 10, укладчик 3 имеетприводы 14 и 15 горизонтального ивертикального ходов с блоками 16 и17 управления соответственно, к которым подключены командоаппараты 18и 19 соответственно. С приводами 14и 15 соответственно механически связаны датчики 20 и 21 горизонтальногои вертикального ходов укладчика 3,выходы которых подключены по схемеограничения хода к блокам 16 и 17соответственно, К блоку 11 управления подсоединен блок 22 определения шагового хода кантователя 4, ак блокам 16 и 17 управления - блок 65 23 шагового хода укладчика 3. К . блоку 23 подключены датчики 24 и 25 импульсов, механически связанные соответственно с приводами 14 и 15 горизонтального и вертикального ходов укладчика 3. К блокам 8 и 11 управления шагового хода подсоеди-, нен блок 26 определения цикла укладки, который также электрически связан с датчиками 5 и 6 рядов.Блок 26 определения цикла укладки, в свою очередь, состоит из последовательно соединенных счетного триггера 27, элементов ИЛИ 28, И 29, звена 30 цикла, элемента ИЛИ 31 и К 5-триггера 32, выход которого подключен к входу блока 8 управления приводом 7 транспортного рольганга 2. К Я-входу триггера 32 подключены последовательно соединенные звено 33 цикла элементы И 34 и ИЛИ 35, К второму входу элемента ИЛИ 31 подсоединены вход блока 22 шагового хода кантователя 4 и выход элемента И 36, входы которого подключены к инверсным выходам звеньев 30 и 33 цикла, триггера 27, а также к датчику 6 ряда, к которому также подсоединены входы элементов И 29 и 34. К входу элемента 34 подключен инверсный выход триггера 27, счетный вход которого подсоединен к датчику 5 ряда и элементу 35 ИЛИ, а установочный вход - к командоаппарату 12 кантователя, Вход звена 33 цикла подключен к блоку 11 управления приводом 10 кантователя 4, а выход звена 30 цикла - к входу блока 23 шагового хода укладчика 3.Блок 22 определения шагового хода кантователя 4 включает элементы И 37 и 38, входы которых подключены соответственно к прямому и инверсному выходам счетного триггера 39.Вторые входы элементов И 37 и 38 соединены с выходом блока 26 определения цикла укладки, а счетный вход триггера 39 подключен к выходу блока 11 управления приводом 10 кантователя 4, Выходы элементов И 37 и 38 подсоединены к входам - и + блока 11 управления (вход - соответствует пою вороту кантователя 4 на -180 , а вход + - на +180).Блок 23 шагового хода укладчика 3 состоит из элементов И 40-44, Ю-тряггеров 45-47, счетных триггеров 48 и 49, звеньев 50-52 счета, задатчиков 53-55 счета, элементов ИЛИ 56 и 57.Элементы 40, 41, 45 и 56, а также42,46 и 57 включены последовательно.Выходы элементов ИЛИ 56 и 57 подключены к входам + (вперед) и - (назад) блока 16 управления приводом 14 горизонтального хода укладчика 3. Входы элемента И 40 и звена 52 счета подсоединены к выходу блока 26 опре-30 25 30 40 кантователя ограничиваются с помощью65 датчика 13. деления цикла укладки. Инверсныйвыход звена 52 счета подключен к второму входу элемента И 40, выход которого соединен с входом элемента И 42. К задающим входам звеньев 50-52 счета подключены соответственно задатчики 53-55 счета, а к счетным входам звеньев 50 и 51 - датчики 24 и 25 импульсов соответственно. Выход звена50 счета подключен к К-входам триг" герон 45 и 46, выход звена 51 счета к й-входу триггера 47, а прямой ныход звена 52 счета подсоединен вместе с командоаппаратом 18 к установочному входу триггера 48, к счетному входу счетного триггера 49, к входам элементов И:43 и 44 и к входу +(вверх) блока 17 управления приводом15 вертикального хода укладчика 3, к другому входу которого - (вниз) подключен выход триггера 47. 8-входпоследнего соединен с выходом элемента И 42. Прямой выход триггера 48 подключен к второму входу элемента И 41, а инверсный - к второму входу элементаИ 42. Счетный вход триггера 48 подсоединен к выходу блока 16 управления приводом 14 горизонтального хода укладчика 3. Прямой выход триггера49 подключен к второму входу элемента И 43, а инверсный - к второму входу элемента И 44, Выходы элементовИ 43 и 44 соединены с вторыми входами элементов ИЛИ 56 и 57 соответственно. Эвенья 30 и 33 цикла состоят каждое из КЯ-триггера 58, инвертора 59, элемента И 60 и временного элемента 61.Вход,", звена подключен к Я-входу .триггера 58 и к входу инвертора 59. Прямым выходом звена является выход элемента И 60, аИнверсным выходом - инверсный выход триггера 58. К входам элемента И 60 подключены выход инвертора 59 и прямой выход триггера 58, К-вход которого соединен с выходом временного элемента 61. Вход последнего подключен к ныходу элемента И 60.Эвенья 50-52 счета состоят каждое из счетчика 62, схемы 63 совпадений и временного элемента 64. Вход последнего подключен к прямому выходу схемы 63 совпадений, а выход - к К-входу счетчика 62, Счетный вход триггера 62 является счетным нходом звена, прямой и инверсный выходы схемы 63 совпадений - соответственно прямым и Инверсным выходами звена. Входы схемы 63 совпадений подключены к ныходу счетчика 62 и к задающему входу звена. Вход временного элемента 64 подключен к прямому выходу схемы 63 совпадений.Система работает следующим образом. 35 45 55 60 Командоапаратами 9,12,18 и 19 обслуживающий персонал участка Формирования пакетов включает и отключает приводы соответственно 7,10,14 и 15 транспортного рольганга 2, кантователя 4, горизонтального и вертикального ходов укладчика 3 в режиме неавтоматического управления. В ре" .жиме автоматического управления после подачи ряда 1 гнутых проФилей в зону датчика 5 последний срабатывает,через элемент ИЛИ 35 блока 26 определения цикла укладки последовательно включаются триггер 32, блок 8 управления и привод 7 транспортного рольганга 2. Ряд 1 перемещается рольгангьм 2 к укладчику 3. Цикл передачиряда 1 в укладчик 3 Фиксируется звеном 30 цикла, управляемым датчикомб ряда через элемент И 29 (при наличии сигнала на его втором входе).После ухода ряда 1 из зоны датчикаб, т.епри передаче ряда 1 в укладчик З,звеном 30 цикла через элемент ИЛИ 31 триггер 32 отключаетсяи, соответственно, останавливаетсятранспортный рольганг 2. Если припередаче в укладчик 3 каждого четного ряда 1 необходима его кантовка на 180 О, командоаппарат 12 устанавливается в такое положение,при котором отсутствует сигнал наего втором выходе и на установочном входе триггера 27. При этомтриггер 27 при каждом нечетном сигнале датчика 5 изменяет свое состояние (на прямом выходе сигнал появляется, а на инверсном исчезает),а при каждом четном сигнале возвращается в исходное состояние. Поэтому при входе в зону датчика 6 каждого четного ряда элемент И 29 не срабатывает, но срабатывает элемент И 36, отключая через элемент ИЛИ 31 триггер 32 и останавливая транспортный рольганг 2. Одновременно с выхода элемента И 36 подается сигнал в блок 22 определения шагового хода кантователя и к элементам И 37 и 28 этого блока. При этом срабатывает элемент И 38, поскольку на втором его входе присутствует сигнал с инверсного выхода триггера 39, и выдает .команду в блок 11 управления приводом 10 кантователя 4 для канотонки ряда 1 на +180 . При включении кантователя 4 по команде блока 11 управления изменяет свое состояние триггер 39 блока 22 и при подаче следующего сигнала в блок 22 для кантовки ряда 1 срабатывает элемент И 37 и кантовка ряда 1 осуществляется на -180 , т.е. при обратном ходе кантователя 4 (привод 10 включается для возвращения кантователя 4 в исходное состояние). ХодыОкончание цикла кантовки каждого четного ряда 1 Фиксируется в блоке 26 определения цикла укладки звеном 33 цикла, которое управляется командами блоКа 11. При этом включается элемент И 34, через элемент ИЛИ 35 5 включаются триггер 32 и транспортный рольганг 2 для дальнейшей транспортировки скантованного ряда 1 к укладчику 3. Укладка рядов в укладчике 3 соответствует при этом схеме укладки, 10 изображенной на фиг.2. После передачи каждого четного ряда 1 в укладчик 3 вновь через элемент И 29 (на втором входе которого присутствует сигнал звена 33 цикла), звено 30 цикла и элемент ИЛИ 31 отключается триггер 32, остананливая рольганг 2. При работе транспортного рольганга 2 запрещается работа кантонателя 4, и наоборот, благодаря блокировочным связям между блоками 8 и 11 управления.Если при укладке рядов 1 в укладчик 3 их кантовки не требуется, то командоаппарат 12 устанавливается в положение, при котором с его второго выхода поступает сигнал на установочный вход триггера 27, последний при этом постоянно установлен и одном состоянии: на прямом выходе сигнал имеется,а на инверсном отсутствует, и передача рядов 1 в укладчик 3 рольгангом 2 осуществляется без кантовки аналогично передаче нечетных рядов в вышеописанном режиме,З 5 По окончании цикла передачи ряда 1 в .укладчик 3 с выхода звена 30 цикла подается команда в блок 23 шагового хода укладчика 3, которая поступает к элементу И 40 и звену 52 счета. До отсчета звеном 52 заданного задатчиком 55 числа рядов на его инверсном выходе и на втором входе элемента И 40 существует сигнал, При 45 этом нечетные команды проходят через элементы И 40 и 41 и включают КБ-триг" гер 45, Последним через элемент ИЛИ 56 включается блок 16 управления и привод 14, укладчик 3 включается "вперед" для совершения горизонталь- його шага, Величина шага задается задатчиком 53 счета и контролируется датчиком 24 импульсов. После отсчета звено 50 счета отключает триггер 46 и, соответственно, привод 14, при этом горизонтальный шаг укладчика 3 "вперед" заканчинается. При включении привода 14 по сигналу из блока 16 управления изменяет свое состояние триггер 48, благодаря чему четные 60 команды на совершение горизонтального шага проходят по цепи: элементы И 40 и 42, триггер 46, элемент ИЛИ 57. При этом четные шаги укладчик 3 делает "назад", т.е. в обратном на правлении, возвращаясь в исходное положение.Если для формирования пакета горизонтальные шаги укладчика 3 ненужны, а требуются только вертикальные шаги вниз, командоаппарат 18 устанавливается в положение, при котором запрещается прохождение командиз блока 23 и блок 16, а триггер 48устанавливается в исходное состояние.Команды из блока 26 при этом по цепииз элементов И 40 и 42 и триггера 47проходят только в блок 17 управленияприводом 15 вертикального хода укладчика 3. Величина вертикального шагазадается задатчиком 54 и контролируется датчиком 25 импульсов, Звено 51счета отключает триггер 47 и останав-ливает ход укладчика 3 вниз. Если укладчик совершает и горизонтальные ивертикальные ходы, в блок 17 проходяттолько четные команды, т.е. укладчик3 делает вертикальные шаги вниз только после укладки четных рядов 1.ПОсле окончания Формирования пакета в одном из карманов укладчика 3,что фиксируется звеном 52 счета, подаются команды в блок 17 управленияприводом 15 вертикального хода свыхода звена 52 на подъем укладчикаи .исходное положение и в блок 16 управления приводом 14 горизонтальногохода на смену кармановПоследняя команда проходит с выхода звена 52через элементы И 43, ИЛИ 56 либо И44, ИЛИ 57 н зависимости от состояния триггера 49, определяющего направление движения. укладчика 3 длясмены карманов. Ограничение горизонтального и вертикального ходов укладчика 3 при смене карманов ныполняется с помощью датчиков 20 и 21 соответственно,Описанный цикл формирования пакета соответстнует схеме укладки рядов,приведенной на фиг,2. Звенья 30 и 33цикла запоминают с помощью ЙЯ-триггера 58 входной сигнал, но выдаютвыходной сигнал с элемента И 60 только при исчезновении входного сигнала,что фиксируется инвертором 59. Времен-,ной элемент 61 возвращает триггер 58в исходное состояние с выдержкойвремени после появления выходногосигнала,Звенья 50-52 счета отсчитываютвходные сигналы с помощью счетчика62 и выдают выходной сигнал с выходасхемы 63 совпадений после отсчетазаданного задатчиками 53-55 соответственно количества входных сигналов.Временной элемент 64 возвращает счетчик 62 в исходное состояние с выдержкой времени после появления выходногосигнала. Таким образом, благодаря дополнению системы блоками цикла укладки,шагового, хода кантователя и уклад чика, датчиками рядов, датчиками импульсов и электрическим связям между ними и элементами известной системы повышается заполнение пакетов проФилями, снижается загрузка цеховых 5 транспортных средств и обслуживающего персонала по управлению участком.30формула изобретения1. Система управления участком формирОвания пакетов гнутых профилей, содержащая приводы, их блоки управле ния и командоанпараты соответственно транспортного рольганга, кантователя, горизонтального и вертикального ходов укладчика, а также датчики хода кантователя, горизонтального и вертикаль 0 ного ходов. укладчика, о т л и ч а - ю щ а я с я тем, что, с целью повы-, шения заполнения пакетов профилями, снижения интенсивиости работы цеховых транспортных средств, а таже уменьшения загрузки обслуживающего персонала по управлению участком, она дополнительно содержит электрически соединенный с блоками управления приводами транспортного рольганга и кантователя, командоаппаратами кантователя 30 и горизонтального хода укладчика блок определения цикла укладки, подсоединенные к нему первый, второй датчики рядов, блоки определения шагового хода соответственно кантователя и ук ладчика, выходы которых подсоединены к входам блоков управления приводами соответственно кантователя, горизонтального и вертикального ходов укладчика, а также первый и второй 40 датчики импульсов; подсоединенные к блоку определения шагового хода укладчика.2. Система по п.1, о т л и ч а - ю щ а я с я тем, что блок определения цикла укладки состоит из последовательно соединенных счетного триггера, элемейтов И, ИЛИ, звеньев цикла и КЯ-триггера, выход которого подсоединен к входу блока управления приводом транспортного рольганга, к Я-входу триггера подсоединены последовательно соединенные первое звено цикла, элемент И, элемент ИЛИ, к второму входу элемента ИЛИ подсоединен вход блока шагового хода кантователя и выход элемента И, входы которого соедиНены с инверсными входами звеньев цикла, счетного триггера, а также с датчиком ряда, к которому также подсоединены входы эле ментов И, счетный вход счетного триггера соединен с датчиком ряда.3. Система по п.1, о т л и ч а ю - щ а я с я тем, что блок определения шагового хода состоит из триггера и двух схем И, при этом выходы триггера соединены с одними из входов схем И, вторые входы которых соединены с выходом схемы И блока цикла укладки, а выходы - с входами блока управления, выход которого соединен с входом триггера. Источники информации,принятые во внимание при экспертизе1. Тришевский И.С. и др. Современное состояние и перспективы совершенствования оборудования профилегибочных станов. -"Черная металлургия", Бюллетень ИТИ, 1979, Р 1 837),с.6-13.. Техред А. Бабинец Корректор А.Дэятко еж актор каз 10/15 Тираж 845 ПодВНИИПИ Государственного комитета СССпо делам изобретений и открытий3035, Москва, Ж, Раушская наб., д сное 4/ лиал ППП "Патент", г.ужгород, ул.Проектная,4
СмотретьЗаявка
3246331, 05.02.1981
ГОСУДАРСТВЕННЫЙ ПРОЕКТНЫЙ ИНСТИТУТ "ЭЛЕКТРОТЯЖХИМПРОЕКТ"
ПРУДКОВ МАРК ЛЬВОВИЧ, ХОМЯЧЕНКО ИВАН ФЕДОРОВИЧ
МПК / Метки
МПК: B21B 37/00
Метки: гнутых, пакетов, профилей, участком, формирования
Опубликовано: 30.07.1982
Код ссылки
<a href="https://patents.su/7-946709-sistema-upravleniya-uchastkom-formirovaniya-paketov-gnutykh-profilejj.html" target="_blank" rel="follow" title="База патентов СССР">Система управления участком формирования пакетов гнутых профилей</a>
Самокорректирующийся триггер со счетным входом на потенцилхльных элементах «и —не»

Номер патента: 235424
Опубликовано: 01.01.1969
Авторы: Данилов, Ерош, Карповский, Лосев, Номоконов, Толст, Филимонов, Яковлев
МПК: G11C 11/00
Метки: входом, не, потенцилхльных, самокорректирующийся, счетным, триггер, элементах
...- НЕ 9 схемы коррекции, выход другого плеча соединен со входом схемы И - 1 Е 4. Выход одноименного плеча вспомогательного триггера 2 соединен со входом схемы И - НЕ би входох элемента 11 - НЕ 10, а выход другого плеча соединен со входом схемы И - НЕ д. Вхо;ы элементов 11 - 11 Е 9 и 10 соединены соответственно с прямым и инверсным входяни триггера, а их в 1.соды подацы ца эс 0)1 ит П - 11 ьп 11, Выход КОТОР 010 ЯБЛЯСТС 5 ВЫХО:0) 1 Р:ГГ(,)с.1)абота устройства происходи Г следуоцих образом.1.1 я входы каждой схмы 11- 1. 6 подаотея прямои илНвсрс,ый Вхо цой слГнал И В 1)1 ХОДИ 1 С С И Г 1 с Л 1В У Х Т ) И Г 1 С Р 0 В.,;51 ИЗВ 1 ЕНЕЕИЯ СИЦсс 1 Ц 2 ВзХО;С СХС И 11 Е.- 6 цсобходмо измецть состояцие оооих тригг("ров, СВ 5 Вяцецых с этим...
Самокорректирующийся триггер со счетным входом на потенциальных элементах «и—не»

Номер патента: 375795
Опубликовано: 01.01.1973
Автор: Лосев
МПК: H03K 21/40
Метки: «и—не», входом, потенциальных, самокорректирующийся, счетным, триггер, элементах
...этом состоянии на выходах элементов 4, 5, б, 8, 9 имеются единичные сигналы, на выходе элемента 7 - нулевой сигнал, Выходной 30 сигнал схемы также нулевой. Если в этом состоянии произойдет сбой триггеров 1 или 3, то устройство переходит соответственного в состояния 100 или 001, однако, выходной сигнал по-прежнему останется нулевым. Сбой триггера 2 в этом состоянии произойти не может, так как он удерживается в нулевом состоянии сигналом с выхода элемента 7, который не зависит от состояния триггера 2. При смене входного сигнала устройство переходит в правильное состояние 101 и больше не нуждается в коррекции. Выходной сигнал становится единичным. В состоянии 101 может произойти только сбой триггера 2. В этом случае устройство переходит в...
Кантователь-укладчик длинномерных изделий

Номер патента: 1080898
Опубликовано: 23.03.1984
Авторы: Власенко, Кушнарь, Попов, Скомороха
МПК: B21B 39/20
Метки: длинномерных, кантователь-укладчик
...длинномерного изделия, выходящего за пределы габаритов ра 55 мы, необходима дополнительная производственная площадь, что вызывает дополнительные затраты.Целью изобретения является удобство транспортировки и сокращение 60 производственной площадиУказанная цель достигается за счет того, что в кантователе-укладчике длинномерных изделий, содержащем установленную на приводной тележке поворотную раму со смонтирован= ным на ней рольгангом и привод ее поворота, установленные на раме опорные элементы и клещевые захваты, при этом ролики рольганга выполнены в виде двух усеченных конусов, меньшими диаметрами обращенных один к другому, рама снабжена противовесом, выполненными с гнездами, а тележка снабжена механизмом фиксации рамы, причем...
Стенд для испытаний элементов подбивочного блока путевой машины

Номер патента: 1073599
Опубликовано: 15.02.1984
Авторы: Бидуля, Календарев, Колотилин, Соколов, Суровцев
МПК: G01M 19/00
Метки: блока, испытаний, подбивочного, путевой, стенд, элементов
...к эксплуатационным.Поставленная цель достигается темчто а стенде для испытаний элементовподбивочного блока путевой машины,содержащем смонтированные на раменагружаюцее удтройство, устройствовозбуждения виброколебаний подбоеки устройство их поворота, нагружающее устройство состоит из груза, на,грФкающей пружины, связанной с гру зом и упругой тяги для шарнирногосоединения груза с нижней частьюподбойки, ауказанные устройствовозбуждения виброколебаний подбоеки устройство их поворота смонтированы 40 с воэможностью взаимодействия с испытуемой подбойкой в соответствующих ее шарнирных .соединениях.1073599 Тираж 823 Подписное ВНИИПИ Заказ 316/39ю филиал ППП фПатентф, г. Ужгород, ул.Проектная, 4 водного электродвигателя 11, червячного...
Кантователь-укладчик

Номер патента: 1740287
Опубликовано: 15.06.1992
Авторы: Дьяконов, Женодаров, Кузнецов
МПК: B65G 47/22, B65H 15/00
Метки: кантователь-укладчик
...с.присосками и пленкой поворачива 1740287ются на 180 с одновременным поворотом рычагов 2 из положенияв положение , Затем рама 1 перемещается в сторону укладки, до наезда на путевой переключатель, при наезде на переключатель тележка останавливается, вакуум с присосок сбрасывается, вал 3 с присосками поворачивается нао180, пленка под своим весом укладываетсяв проектное положение, рамка 1 идет назад до наезда на второй путевой переключатель, останавливается, рычаги 2 с присосками 4 опускаются, в присосках создается вакуум, конец пленки с присосками поднимается в положениеи рама с пленкой перемещается в сторону укладки, наехав на путевой переключа 1 ель рама останавливается, вакуум с присосок сбрасывается, пленка падает в проектное...
Предыдущий патент: Валковый узел прокатной клети
Следующий патент: Система управления профилегибочным агрегатом
Случайный патент: Способ тампонажа буровой скважины