Способ изготовления замороженных шариков из жидкого или полужидкого пищевого продукта и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1805882
Автор: Алвар





Текст
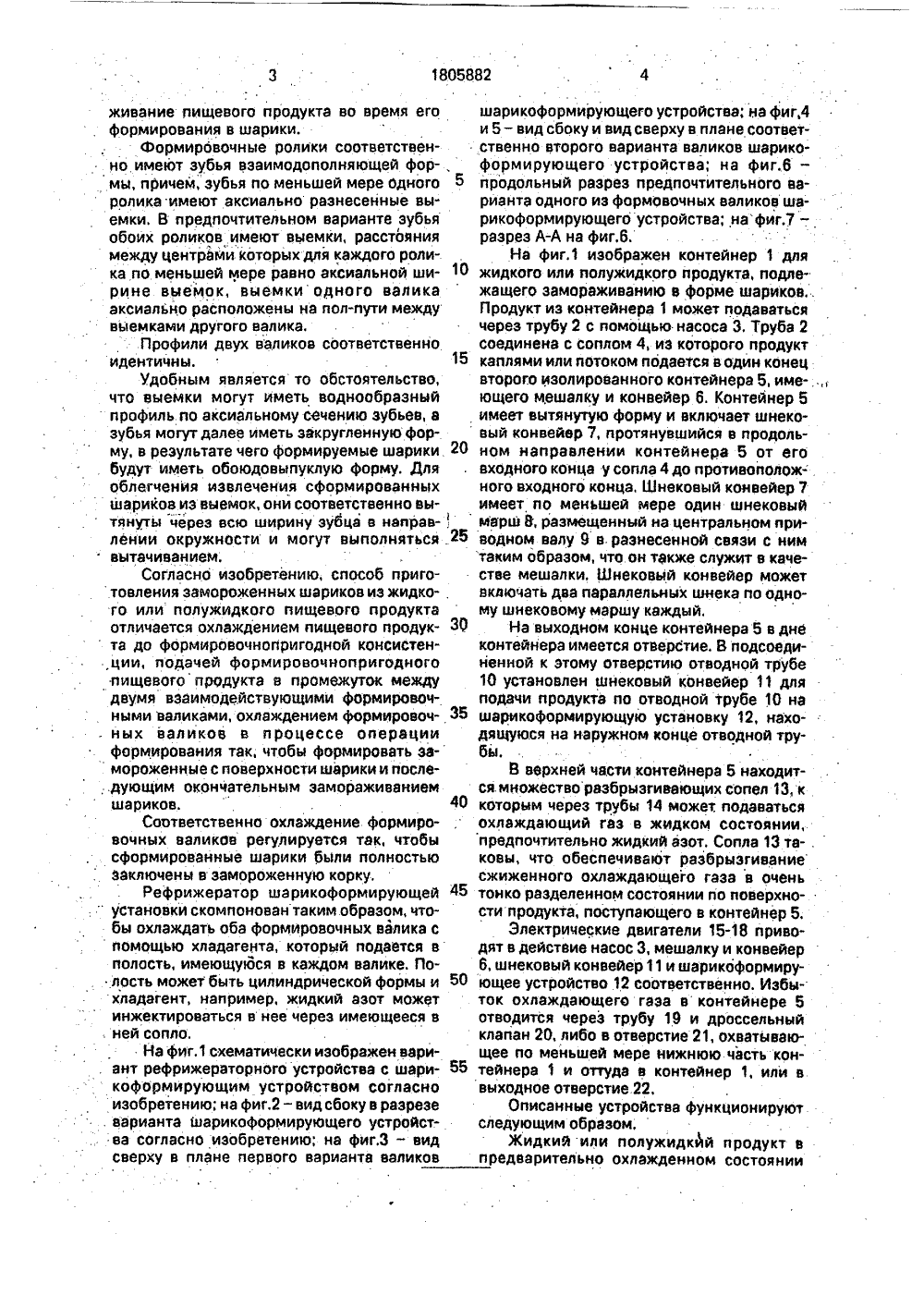
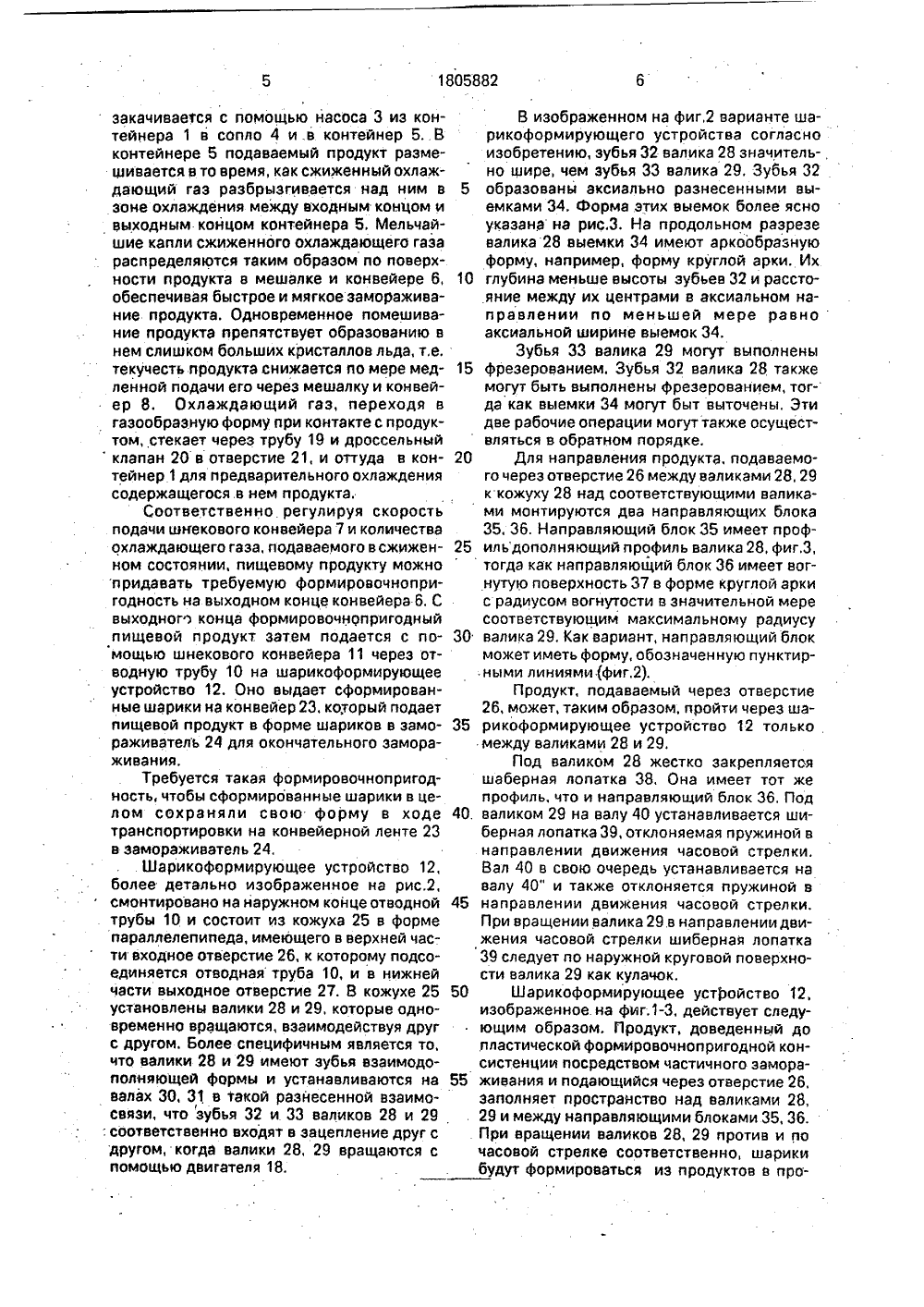
.89) ГОСУДАРСТВЕННОЕ ПАТЕНТНОЕВЕДОМСТВО СССР(71) фригоскандия контрактинг АБ (ЯЕ)(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМОРОЖЕННЫХ ШАРИКОВ ИЗ ЖИДКОГО ИЛИ. ПОЛУЖИДКОГО ПИЩЕВОГО ПРОДУКТА ИУСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(57) Использование: изготовление в пищевой промышленности замороженных шариков из жидкого или полужидкого продукта,охлажденного до формовочнопригодной консистенции, Сущность изобретения; способ изготовления замороженных шариков иэ жидкого или полужидкого продукта вклюИзобретение относится к шарикоформирующему устройству для изготовления шариков из жидкого или полужидкого пищевого продукта, охлажденного до формиро-вочнопригодной консистенции, упомянутое устройство имеет два формировочных валика, между которыми охлажденный пищевой продукт формируется в шарики,Изобретение также относится к способу изготовления замороженных шариков из жидкого или полужидкого продукта. чает его перемешивание и охлаждение до придания ему формовочнопригодной консистенции, Формование ведут между двумя взаимодействующими формовочными охлаждаемыми валиками, до образования на поверхности шариков продукта замороженной корки. Устройство для изготовления замороженных шариков содержит контейнеры для охлаждения продукта. Один из контейнеров оснащен средством для перемешивания продукта и соплами для разбрызгивания хладагента. Этот контейнер сообщен с формирующим приспособлением, выполненным в виде двух валиков, установленных с возможностью вращения навстречу один другому, На поверхности валиков выполнены входящие в зацепление зубья с соответствующими впадинами. На поверхности зубьев одного из валиков выполнены выемки для продукта. Другой валик выполнен с полостью для хладоносителя, для образования на поверхности шариков замороженной корки,2 с. и 5 з,п.ф-лы, 7 ил. Целью изобретения является создание шарикоформирующего устройства такого типа, который обозначен во вступлении к настоящему описанию, и который способен изготовлять шарики без тех недостатков, которые имеются у существующих технологий.Согласно изобретению, шарикоформирующее устройство указанного во вступлении типа отличается наличием рефрижератора для охлаждения по меньшей мере одного формировбчного ролика с тем, чтобы обеспечить поверхностное замора-.живание пищевого продукта во время его формирования в шарики.Формировочные ролики соответственно имеют зубья взаимодополняющей фор-, мы, причем, зубья по меньшей мере одного 5 ролика имеют аксиэльно разнесенные выемки. В предпочтительном варианте зубья обоих роликов имеют выемки, расстояния между центрами которых для каждого ролика по меньшей мере равно аксиальной ши рине выемок, выемкиодного валика аксиально расположены на пол-пути между выемками другого валика.Профили двух валиков соответственноидентичны. 15Удобным является то обстоятельство,что выемки могут иметь воднообразный профиль по эксиальному сечению зубьев, а зубья могут далее иметь закругленную форму, в результате чего формируемые шарики. 20 будут иметь обоюдовыпуклую форму. Для облегчения извлечения сформированных шариков из выемок, они соответственно вытянуты через все ширину зу 6 цз в направ- ; лении окружности и могут выполняться.25 вытачиванием;Согласно изобретению, способ приготовления замороженных шариков из жидкого или полужидкого пищевого продукта отличается охлаждением пищевого продук- ЗО та до Формировочнопригодной консистен,ции, подачей формировочнопригодного пищевого продукта в промежуток между двумя взаимодействующими формировочными валиками, охлаждением формировоч- З 5 . ных валиков в процессе операцииформирования так, чтобы формировать замороженные с поверхности шарики и после.дующим окончательным замораживанием шариков. 40Соответственно охлаждение формировочных валиков регулируется так, чтобы сформированные шарики были полностью заключены в замороженную корку.Рефрижератор шэрикоформирующей 45 , " установки скомпонован таким образом, чтобы охлаждать оба формировочных валика с помощью хладагента, который подается в полость, имеющуюся в каждом валике. Полость может быть цилиндрической формы и 50 хладагент, например, жидкий азот может инжектироваться в нее через имеющееся в. ней сопло.На фиг.1 схематически изображен вариант рефрижераторного устройства с шари коформирующим устройством согласно изобретению; на фиг.2 - вид сбоку в разрезе. варианта шарикоформирующего устройства согласно изобретению; на фиг.З - вид сверху в плане первого варианта валиков шарикоформирующего устройства; на фиг,4 и 5 - вид сбоку и вид сверху в плане соответственно второго варианта валиков шарикоформирующего устройства; на фиг.6- продольный разрез предпочтительного варианта одного из формовочных валиков шарикоформирующего устройства; на фиг.7 - разрез А-А на фиг.6.На фиг.1 изображен контейнер 1 для жидкого или полужидкого продукта, подлежащего замораживанию в форме шариков Продукт из контейнера 1 может подаваться через трубу 2 с помощью насоса 3, Труба 2 соединена с соплом 4, из которого продукт каплями или потоком подается в один конецвторого изолированного контейнера 5, име- .ющего мешалку и конвейер 6. Контейнер 5имеет вытянутую форму и включает шнековый конвейер 7, протянувшийся в продольном направлении контейнера 5 от еговходного конца у сопла 4 ао противополож- .ного входного конца. Шнековый конвейер 7имеет по меньшей мере один шнековыймврщ В, размещенный на центральном приводном валу 9 в разнесенной связи с нимтаким образом, что он также служит в качестве мешалки. Шнековый конвейер можетвключать два параллельных шнека по одному шнековому маршу каждый.На выходном конце контейнера 5 в днеконтейнера имеется отверстие. В подсоединенной к этому отверстию отводной трубе10 установлен шнековый конвейер 11 дляподачи продукта по отводной трубе 10 нашарикоформирующую установку 12, находящуюся на наружном конце отводной трубы.В верхней части контейнера 5 находится. множество разбрызгивэющих сопел 13, ккоторым через трубы 14 может. подаватьсяохлаждающий гаэ в жидком состоянии,предпочтительно жидкий азот, Сопла 13 та- .ковы, что обеспечивают разбрызгиваниесжиженного охлаждающего газа в оченьтонко разделенном состоянии по поверхности продукта, поступающего в контейнер 5.Электрические двигатели 15-18 приводят в действие насос 3, мешалку и конвейер6, шнековый конвейер 11 и шэрикоформирующее устройство 12 соответственно. Избыток охлаждающего газа в контейнере 5отводится через трубу 19 и дроссельныйклапан 20, либо в отверстие 21, охватывающее по меньшей мере нижнюю часть контейнера 1 и оттуда в контейнер 1, или ввыходное отверстие 22.Описанные устройства функционируютследующим образом,Жидкий или полужидк 1 й продукт впредварительно охлажденном состоянииэакачивается с помощью насоса 3 из кон- В изображенном на фиг,2 варианте шатейнера 1 в сопла 4 и.в контейнер 5,.В рикоформирующего устройства согласно контейнере 5 подаваемый продукт разме- изобретению, зубья 32 валика 28 значитель-, шиваетсявто время, каксжиженныйохлаж-но шире, чем зубья 33 валика 29, Зубья 32 дающий газ разбрыэгивается над ним в 5 образованы аксиально разнесенными вызоне охлаждения между входным концом и емками 34, Форма этих выемок более ясно выходным концом контейнера 5. Мельчай- указана на рис.3. На продольном разрезе шие капли сжиженного охлаждающего газа валика 28 выемки 34 имеют аркообраэную распределяются таким образом по поверх- форму, например, форму круглой арки, Их ности продукта в мешалке и конвейере 6, 10 глубина меньше высоты зубьев 32 и расстообеспечивая быстрое и мягкое заморажива- яние между их центрами в аксиальном нание продукта. Одновременное помешива- правлении по меньшей мере равно ние продукта препятствует образованию в аксиальной ширине выемок 34.нем слишкомбольшихкристалловльда,т,е. Зубья 33 валика 29 могут выполнены текучесть продукта снижается по мере мед Фрезерованием. Зубья 32 валика 28 также ленной подачи его через мешалку и конвей- могут быть выполнены Фрезерованием, тогер 8. Охлаждающий газ, переходя в да как выемки 34 могут быт выточены, Эти газообразную форму при контакте с продук- две рабочие операции могут также осущесттом, стекает через трубу 19 и дроссельный вляться в обратном порядке,клапан 20 в отверстие 21, и оттуда в кон Для направления продукта, подаваемотейнер 1 для предварительного охлаждения го через отверстие 26 между валиками 28, 29 содержащегося в нем продукта. к кожуху 28 над соответствующими валикаСоответственно регулируя скорость ми монтируются два направляющих блока подачи шнекового конвейера 7 и количества 35, 36. Направляющий блок 35 имеет нрофохлаждающего газа, подаваемого в сжижен ильдополняющий профиль валика 28, фиг,3, ном состоянии, пищевому продукту можнотогда как направляющий блок 36 имеет вогпридавать требуемую формировочнопри- нутую поверхность 37 в форме круглой арки годность на выходном конце конвейера 6, С с радиусом вогнутости в значительной мере выходног конца формировочнопригодный соответствующим максимальному радиусу пищевой продукт затем подается с по валика 29. Каквариант,направляющийблок мощью шнекового конвейера 11 через от- можетиметьформу,обозначеннуюпунктирводную трубу 10 на шарикоформирующее .ными линиями(фиг,2).устройство 12. Оно выдает сформирован- Продукт, подаваемый через отверстие ные шарики на конвейер 23, который подает 26, может, таким образом, пройти через шапищевой продукт в форме шариков в замо рикоформирующее устройство 12 только раживатель 24 для окончательного замора- между валиками 28 и 29.Под валиком 28 жестко закрепляетсяТребуется такая формировочнопригод- шаберная лопатка 38, Она имеет тот же ность, чтобы сформированные шарики в це- профиль, что и направляющий блок 36, Под лом сохраняли свою Форму в ходе 40. валиком 29 на валу 40 устанавливается шитранспортировки на конвейерной ленте 23 берная лопатка 39, отклоняемая пружиной в в эамораживатель 24, направлении движения часовой стрелки.Шарикоформирующее устройство 12, Вал 40 в свою очередь устанавливается на б олее детально изображенное на рис,2, валу 40" и также отклоняется пружиной в смонтировано на наружном конце отводной 45 направлении движения часовой стрелки, трубы 10 и состоит из кожуха 25 в форме При вращении валика 29 в направлениидвипараллелепипеда, имеющего в верхней час- жения часовой стрелки шиберная лопатка ти входное отверстие 26, к которому подсо следует по наружной круговой поверхноединяется отводная труба 10, и в нижней сти валика 29 как кулачок.части выходное отверстие 27. В кожухе 25 50 Шарикоформирующее устройство 12, установлены валики 28 и 29, которые одно- изображенное. на Фиг,1-3, действует следу- временно вращаются, взаимодействуя друг ющим образом, Продукт, доведенный до с другом. Более специфичным является то, пластической фармировочнопригодной кончто валики 28 и 29 имеют зубья взаимодо- систенции посредством частичного эамораполняющей формы и устанавливаются на 55 живания и подающийся через отверстие 26, валах 30, 31 в такой разнесенной взаимо- заполняет пространство над валиками 28, связи, что зубья 32 и 33 валиков 28 и 29 29 и между направляющимиблоками 35,36. : соответственно входят в зацепление друг с При вращении валиков 28, 29 против и по другом, когда валики 28, 29 вращаются с часовой стрелке соответственно, шарики помощью двигателя 18. будут Формироваться из продуктов в про 1805882странствах, образуемых посредством почти лика 29, Длина валика также может варьиполного закрывания выемок 34 валиком 29 ровать от диаметра шнекового конвейера 11благодаря взаимодействию между зубьями до ширины конвейера 23,32 валика 28 зубьями 32 валика 28 и меж- В другом варианте валиков 41,42 глуби-.зубьями валика 29, Давление поступающего 5 на выемок 43, 44 больше высоты зубьев, апродукта должно поэтому быть относитель- зубья имеют такую форму, что каждая выем-.но высоким с тем; чтобы соответствующие ка 43, 44 в некоторый момент вращениявыемки и межзубья были полностью запал- валиков 41, 42 полностью закрывается занены, Выемки 34 на валике 28 вновь откры- исключением участка поверхности междуваются когда зацепление между зубцом 32 10 соседними выемками в одной радиальнойвалика 28 и соответствующим межзубьем плоскости, что является результатом того,валика 29 прекращается. Таким образом, что глубина выемки больше высоты зубьев,образующиеся шарики падают через отвер- Если шарикоформирующее устройствостие 27 на конвейер 23 для подачи в замо- применяется для изготовления частично зараживатель 24, Шиберные лопатки 38 и 39 15 мороженных продуктов, оно может бытьобеспечивают падение сформированных скомбинировано с другими типами заморашариков через отверстие 27, препятствуя их живателей, отличнымиот изображенного наследованию с валиком 28 или 29 обратно к фиг.1. Далее, оно может быть соединеновходному. отверстию 26. непосредственно с отводным концом шнеНа фиг.4 и 5 изображен вариант конст кового конвейера 11 беэ применения какойрукции валиков 41, 42 с зубьями идентично- либо отводной трубы 10.го профиля. При этом варианте. оба валика На фиг.б и 7 изображен наиболее при 41, 32 имеют выемки 43 и 44 соответствен- емлемый вариант формировочных валиковно, расстояние между центрами которых на . шарикоформирующего устройства согласнокаждом валике по меньшей мере равно ак настоящему изобретению. На этих рисункахсиальной ширине выемок 43, 44.Далее вы- изображен только один валик 45, однакоемки 43 одного валика 41 аксиально взаимодействующий с ним валик имеетрасположены на пол-пути между выемками идентичную с ним конструкцию. Валик 4544 валика 42. Площадь выемок 43 (как и имеет цилиндрическую полость 46 и уставыемок 34) соответственно больше, чем пло навливается на фиксированном валу 49 нащадь поверхности, закрывающей выемки; подшипниках 47, 48, позволяющих вращечто облегчает отделение шариков от этой ние валика. На валике 45 жестко насаженаповерхности. Боковые стенки выемок могут звездочка 50, с помощью которой валик 45тесно соприкасаться с радиальными пло- приводится во вращательное движение. Наскостями через соответствующий валики и 35 одном конце вала 49 имеется аксиальнаямогут также иметь аксиальные канавки, ко- скважина 51, протянувшаяся через вал иторыесоответственнотакже вытачиваются, через всю протяженность полости 46. НаВалики 41 и 42 также могут иэготовляться валу 49 в рамкахпротяженности полости 46фрезерованием или вытачиванием, выемки выполнены радиальные сквозные отверстия(как на валике 28) вытянуты по всей ширине 40 52. Таким образом, отверстия 52 соединяютзубца. полость 46 со скважиной 51. С открытымОчевидно, что валики шарикоформиру- концом скважины 51 соединенавыводнаяющего. устройства могут иметь несколько трубка 53. Далее, имеется отдельная трубаразличных профилей. Зубья соответственно 54, протянувшаяся через скважину 51 и чеимеют такой профиль, который позволяет 45 рез одно из отверстий 52, и оканчивающаяим скользить друг относительно друга во ся в полости 46 соплом 55.время зацепления, Высота зубца может Во время работы шарикоформирующе-быть уменьшена относительно диаметра ва- го устройства согласно рис.б и 7, охлаждаюлика, .например, составлять соотношение щий агент подается через трубу 54 и1/10 - 1/20. Также важно, чтобы форма 50 разбрызгивается с помощью форсунки 55 вваликов была такой, чтобы пластический, полости 46, охлаждая таким образом наружформировочнопригодныйматериал, подле- ную стенку полости 46 и соответственножащий формированию в шарике, не подвер- зубья валика 45. Охлаждающий агент, нагался значительному. сжатию. пример, жидкий азот затем газифицируетсяВ рамках изобретения возможны не и выводится через отверстие 52 и скважинусколькомодификаций вышеописанного ша- . 51 в отводную трубку 53.рикоформирующего устройства. Так, С помощью вышеописанного варианташиберная лопатка 39 может быть заменена формировочного валика 45 и вэаимодейстаксиально вытянутой проволок, которая вующего валика, пищевой продукт, будучи. следует внешней круговой поверхности ва- .сформированным в шарике между формировочными валиками будет охлажден до такой степени, что сформированные шарики будут иметь замороженную корку толщиной в 1 или несколько мм, что облегчает извлечение сформированных шариков из формировочных валиков и обеспечивает сохранение сформированными шариками своей формы. Затем, как ранее описывалось, применяется окоНчательное замораживание замороженных. шариков, в отдельном замораживателе избранного типа.Для получения подходящей толщины корки сформированных шариков, температура формировочного валика 45 измеряется с помощью подходящего сенсора и поток хладагента подается через трубу 54 в полость 46 в зависимости от измеренной температуры таким образом, чтобы поддерживать ее на величине, необходимой для получения корки требуемой толщины,Формула изобретен ия 1, Способ изготовления замороженных шариков из жидкого:или полужидкого пищевого продукта путем формования и поэтапного охлаждения хладагента, о т л и ч а ющ и й с я тем, что, с целью повышения качества конечного продукта, перед формованием осуществляют перемешивание продукта и его охлаждение хладагентом до придания ему формовочнопригодной консистенции, а формование ведут между двумя взаимодейст: вующими формовочными охлаждаемыми валиками, до образования на поверхности шариков продукта замороженной корки.2. Способ поп.1, о т л и ч а ю щ и й с я тем, что в. качестве хладагента применяют жидкий азот. 3, Устройство для изготовления замороженных шариков из жидкого или полужидкого пищевого продукта, содержащее формующее приспособление и контейнеры 5 для охлаждения продукта, о т л и ч а ю щ е ес я тем, что, с целью повышения качества конечного продукта, один иэ контейнеров оснащен средством для перемешивания продукта и соплами для разбрызгивания 10 хладагента и сообщен с формующим приспособлением; выполненным в виде двух валиков, установленных с возможностью вращения навстречу один другому, на поверхности валиков выполнены входящие в 15 зацепление зубья с соответствующими.впадинами, на поверхности зубьев одного из валиков выполнены выемки для продукта, причем по меньшей мере один из валиков выполнен с полостью для хладагента для 20 образования на поверхности шариков продуктов замороженной корки.4, Устройство по п.З, о т л и ч а ю щ е ес я тем, что зубья обоих валиков выполнены 25 с идентичным профилем и выемками дляпродукта, размещенными на поверхности каждого валика рядами, смещенными отно.сительно рядов другого валика,30 5. Устройство по п.З, о т л и ч а ю щ е ес я тем, что средство для перемешивания продукта выполнено в виде шнека.б. Устройство по п,З, о т л и ч а ю щ е ес я тем, что выемки для продукта выполне ны полукруглой формы,7. Устройство по п,З, о т л и ч а ю щ е ес я тем, что зубья валиков имеют закругленную форму.,Хода Реда комбинат "Патент", г. Ужгород, ул. Гагарина, 101 оиэводственноль Заказ 950 ,. : Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и.открытиям при ГКНТ. СССР 113035, Москва, Ж, Раушская наб., 4/5
СмотретьЗаявка
4894140, 16.11.1990
Фригоскандия контрактинг АБ
АЛВАР АНДЕРСОН
МПК / Метки
МПК: A23L 3/36
Метки: жидкого, замороженных, пищевого, полужидкого, продукта, шариков
Опубликовано: 30.03.1993
Код ссылки
<a href="https://patents.su/7-1805882-sposob-izgotovleniya-zamorozhennykh-sharikov-iz-zhidkogo-ili-poluzhidkogo-pishhevogo-produkta-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления замороженных шариков из жидкого или полужидкого пищевого продукта и устройство для его осуществления</a>
Способ ослабления контакта между поверхностями рудного тела и твердеющего закладочного массива

Номер патента: 1046517
Опубликовано: 07.10.1983
Автор: Штеле
МПК: E21C 41/06
Метки: закладочного, контакта, массива, между, ослабления, поверхностями, рудного, твердеющего, тела
...цель достигается тем,что согласно способу ослабления контакта между поверхностями рудного те 40ла н твердеющего закладочного массива,вюпочающему бурение скважин по рудемежду закладочным массивом и подготсвительнойвыработкой, нагнетание через эти скважины под давлением жидкости в зону контакта руды с закладкой,45которой заполняют выработанное просчранство, скважины бурят из выработаниого пространства до проходки подготовительных выработок, на поверхности рудного тела в местах расположения устьевскважин формируют выемки, которыезаполняют герметичным материалом дозакладки выработанного пространства,а жидкость нагнетают в запошиющийвыемки материал,55На фи. 1 изображен вертикальныйразрез рудного тела и твердеющей заи.ладки;...
Устройство для определения локальных коэффициентов теплоотдачи между поверхностью раздела фаз и движущейся средой

Номер патента: 1059494
Опубликовано: 07.12.1983
Авторы: Геращенко, Грищенко, Декуша, Сало
МПК: G01N 25/18
Метки: движущейся, коэффициентов, локальных, между, поверхностью, раздела, средой, теплоотдачи, фаз
...среду (жидкостьили гаэ), теплообмен с которой исследуетсяПри этом целесообразноприменять вторую модификацию устройства (фиг. 2), в которой вместо одного из штуцеров в теплометрическомблоке. выполнено отверстие 9, черезкоторое полость заполняется рабочейсредой.Если теплопроводность рабочейсреды изменяется за время проведенияисследований, тб для контроля этогоизменения в комплект с предлагаемымустройством вводят индикатор теплопроводности движущейся среды(фиг. 3), работающий по принципу ., теплометрического моста, собранныйиз таких же элементов, что и предлагаемое устройство (фиг. 2), и отличающийсяот него тем, что вместо защитной пленки или фольги на поверхностях тепломеров 1 и 2 смонтирована дополнительная температуровыравнивающая...
Устройство для определения коэффициента трения между поверхностями отливки и стержня

Номер патента: 474390
Опубликовано: 25.06.1975
Автор: Зеньков
МПК: B22D 15/00, B22D 29/00, G01N 19/02
Метки: коэффициента, между, отливки, поверхностями, стержня, трения
...на опоре 21, смонтированной на не:1 одвцжцой цолуформе 1.Для одновременцои записи усилия обжатця шарнирно соединенных частей 5 и б стержня отливкой 9 и усилия вытяжки частей стержня цз отливки устройство снабжено комплектом приборов, состоящим из осциллографа 22, усилителя 28 и блока питания 24, Для измерения и записи температур г 1 оверхностей частей стержня и отливки устройство снабжено потецциометром 25 с регулцруоцим устройством и термо 1 царами 26 и 27, причем термопара 27 вмонтирована в тол,катель 28,Для своевременного извлечения центрального клина, а также шарнирно соединенных частей стержня устройство имеет электропдравлпческие распределители, управляемые при помощи регулирующего устройства потенциометра 25 в соответствии с...
Устройство для определения силы трения между поверхностями перфокарт

Номер патента: 706751
Опубликовано: 30.12.1979
Авторы: Бахарев, Гончаров, Грушевский, Чуперов
МПК: G01N 19/02
Метки: между, перфокарт, поверхностями, силы, трения
...и регистрирующее 14 устройства. Иэме силы трения выполнен в виде плосужины 15, на которой наклеены тензо.ивления 16, соединенные по мостовой и взаимодействующие с операционным елем 9. Груз 4 снабжен штоком 17, а - упором 18, с которым взаимодейверхняя перфокарта 19.7067 5 Ц 11 ИИПИ Заказ 8209/37 Тираж 1073 Г 1 олписл Филиал ПП 1 "Пагент", г, Ужгород, ул. Проектна,3Устройство работает следующим образом,Ба стол 2 укладывается стопа 3 перфокарт,причем верхняя перфокарта 19 сдвигаетсяна 1/3 длины до взаимодействия с упором 18.На стопу карт укладывается груз 4. Включается привод 6, который через редуктор 7 иходовой винт 8 перемещает стол 2 в направлении пружины 15. Шток 17 начинает изгибатьпружину 15, при этом тензосопротивления...
Устройство для определения локальных коэффициентов теплоотдачи между поверхностью раздела фаз и движущейся средой

Номер патента: 1057829
Опубликовано: 30.11.1983
Авторы: Геращенко, Грищенко, Декуша, Сажина, Сало
МПК: G01N 25/18
Метки: движущейся, коэффициентов, локальных, между, поверхностью, раздела, средой, теплоотдачи, фаз
...с(, необходимо измерять плотность теплового потока, прошедшего через тепломеры 4)0 а также плэтность тепловыделения плоского нагревателя 7.В предлагаемом устройстве для определения величины (12 - с используют тепломеры 4 равной чувствитель-, 15 ности, включенные дифференциально, при этом их разностный сигнал будет пропорционален разности ппостностей теплового потока, прошедшего через них20причем следует заметить что коэффициент преобразования К тепломеров 4 зависит в общем случае от температуры, поэтому измерение величины мощности Й, с помощью ваттметра ухудшает характеристики устройства из-за необходимости учета зависимос ти коэффициента преобразования теп ломеров 4 от температуры и необходи. мости иметь еще один вторичный прибор...
Предыдущий патент: Способ осветления фруктового сока
Следующий патент: Устройство для отделения легких примесей и транспортерной воды от корнеклубнеплодов
Случайный патент: Высоковольтный источник питания