Способ управления положением сварочной горелки относительно пространственного стыка
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1682079
Авторы: Бундин, Габрусенок, Панарин



Текст
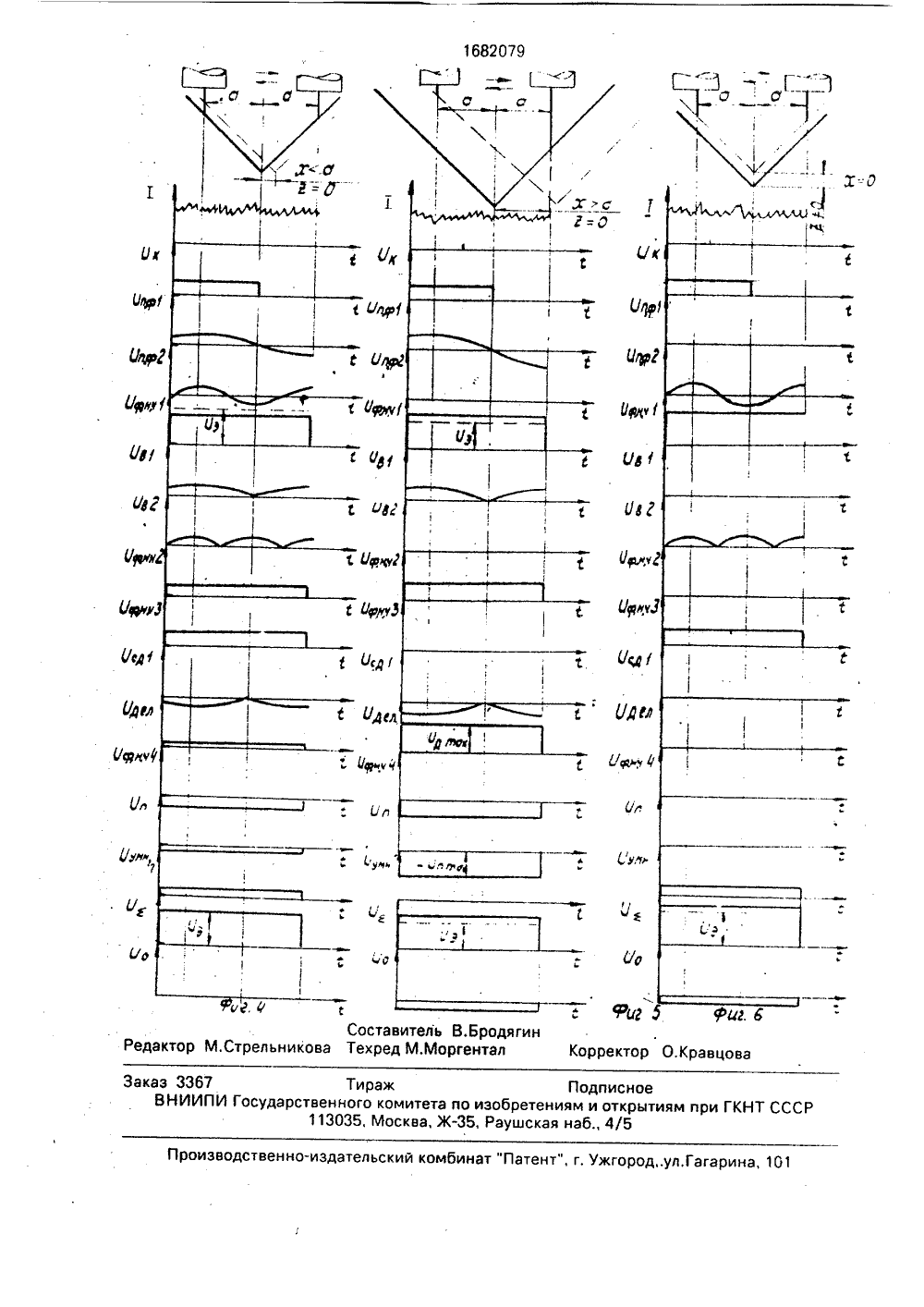
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИРЕСПУБЛИК 1682 1)5 В 23 К 9 ИЯ Е ИЗОБРЕТ ИС ВТОРСКО ИДЕТЕЛ ЬСТВ ную и дополнительную гармонические составляющие соответственно на частоте и удвоенной частоте колебаний электрода. По отношению амплитуд основной и дополнигельной гармонических составлящих определяют величину, а по фазе основной гармонической составлящей- знак отклонения электрода от стыка. Для стабилизации расстояния от горелки до стыка измеряют среднее значение сварочного тока, складывают с. амплитудой дополнительной гармонической составляющей, умноженной на коэффициент пропорциональности, и полученную сумму сравнивают с эталонным значением. При поперечных отклонениях стыка, не превышающих амплитуды колебаний электрода, отсутствует сигнал коррекции на привод осевого перемещения горелки. При этом ислючается взаимное влияние систем управления положением горелки в осевом и поперечном направлениях. Способ позволяет повысить точность ориентации электрода относительно пространственного стыка путем исключения взаимного влияния систем его перемещения в осевом и поперечном направлениях, 6 ил. ми электрода сре тока зависит не то ки относительно с нии, но также и от центра колебани стыка в поперечно ловлено тем, что к речном отклоне иностроетического с испольпри элеки швов с или шволебани ГОСУДАР СТВЕ ННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР(71) Всесоюзный научно-исследовательский, проектно-конструкторский и технологический институт электросварочногооборудования(54) СПОСОБ УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО ПРОСТРАНСТВЕННОГО СТЫКА(57) Изобретение относится к машиностроению и предназначено для автоматическогонаправления электрода по стыку с использованием дуги в качестве датчика при электродуговой сварке угловых швов и швов сразделкой. Целью изобретения является повышение качества сварного соединения прислежении за пространственным стыком,Способ заключается в том, что электродусообщают поперечные колебания и измеряют сварочный ток. Для наведения электродана стык из сварочного тока выделяют основИзобретение относится к маш нию и предназначено для автома направления электрода по стыку зованием дуги в качестве датчика тродуговой сварке угловых швов разделкой,При сварке угловых швов с разделкой с поперечными коднее значение сварочного лько от положения горел- тыка в осевом направлевзаимного расположения й электрода и середины м направлении. Это обусак при осевом, так и попении стыка происходитизменение среднего вылета электрода, ат величины которого зависит среднее значение сварочного тока.Поэтому при управлении положением горелки при сварке стыков, имеющих кривизну в двух плоскостях, коррекцию осевого положения горелки осуществляют не только при появлении отклонения стыка в осевом, на также и в поперечном направлении. При этом возникает взэим ое управление положением горелки в поп",.ре ном и осевом направлениях, так как любая коррекция асевага положения горелки, вызванная появлением поперечного аккланения стыка, приводит к нарушению характера изменения сварочного така, обусловленного колебаниями электрода, воспринимается системой наведения электрода на стык в поперечном направлении как возмущение, Эта приводит к ухудшению стабильности и точности слежения за стыком, чта снижает качество сварного соединения.Целью изобретения является повышение качества сварного соединения при слежении за прастоанственным стыком путем исключения взэимнага влияния управления положением сварочной горелки в осевом и поперечном направлениях.Способ заклюэе;.ся в управлении полокением горелки отнссительна пространственнага стыка, при катаром электроду задают поперечные колебания, измеряют сварочный так, для наведения электрода на середину тока выдел,ют основную гармоническую саставля юшу:а нэ частоте колебаний электрода и допа:;нительную гармоническую состэвляюцую на удвоенной частоте колебаний электрода, па а ношению амплитуд основной и дополнительной гармонических составляющих определяют величину, а па фазе основной гармонической составляющей - знак отклонения центра колебаний электрода ат середины стыка и формируют сигнал коррекции на привод поперечного перемещения горелки, Для стабилизации осевого расстояния от горелки до стыка параметр сварочного тока получают путем сложения среднего значения сварочного тока с амплитудным значением дополнительной гармонической составляющей, умноженной на коэффициент К пропорциональности, зависящий от частоты колебаний электрода, сравнивают ега с эталонным значением, по знаку результата сравнения определяют направление, а по значению - величину отклонения осевого расстояния от заданной величины и формируют сигнал коррекции на приеод перемещения горелки в осевом направлении,5 10 15 0 30 35 40 45 50 55 Это позволяет ввести в систему стабилизации расстояния от горелки до стыка зону нечувствительности к поперечным отклонениям стыка, равную амплитуде колебаний электрода, что обеспечивает исключение взаимного влияния управления положением горелки в осевом и поперечном направлениях в пределах этой зоны нечувствительности, .тем самым повысить точность слежения за пространственным стыком и качество сварного соединения.На фиг,1 приведена схема, поясняющая способ; нэ фиг.2 - график зависимости коэффициента пропорциональности К от частоты колебаний электрода; на фиг.3 - структурная схема устройства, реализующего способ; на фиг,4 - графики, поясняющие способ при поперечном отклонении стыка меньц.е амплитуды колебаний электрода; на фиг,5 - графики, поясняющие способ при поперечном отклонении стыка больше амплитуды колебаний электрода; на фиг.6 - графики, поясняющие способ при наличии осевого смещения стыка,На фиг.1 приняты следующие обозначения:а - амплитуда колебаний электрода; А 1 - амплитуда основной гармонической составляющей сварочного тока на частоте колебаний электрода;А 2 - амплитуда. дополнительной гармонической составляющей сварочного тока на удвоенной частоте колебаний электрода;ср - средний ток сварки;х - смещение центра колебаний электрода от середины стыка;К - коэффициент пропорциональности, На фиг, 4-6 приняты следующие обозначения:1 - осциллограмма сварочного тока; Ок - сигнал на выходе датчика колебаний горелки;Оп,ф 1, Оп.ф 2 - сигналы на выходах первого и второго паласовых фильтров;Оф,н.ч 1, Оф.н.ч 2, Оф,н,цЗ, Офя,ч 4 - СИГНаЛЫ на выходах первого, второго, третьего и четвертого фильтров низких частот;Оы, Оь 2 - сигналы на выходах первого и второго выпрямителей,Осд 1 - сигнал на выходе первого синхронного детектора,Одел - сигнал на выходе делителя;Оп - сигнал управления приводом поперечного перемещения горелки;Оун - сигнал на выходе умножителя; О - сигнал на выходе сумматора;Оо - сигнал на управление приводом осевого перемещения горелки;7 - отклонение стыка в осевом направлении.Согласно способу сварочной горелкезадают колебания относительно стыка, изсварочного тока выделяют основную и дополнительную гармонические составляющие с амплитудами А 1 и А 2 соответственно, 5а также средний ток сварки 1 ср. При этомсредний ток сваркиср практически линейнозависит от величины х смещения центра колебаний горелки от середины стыка (фиг.1).Как показали теоретические и экспериментальные исследования, амплитуда А 2 дополнительной гармонической составляющейсварочного тока на удвоенной частоте колебаний электрода практически линейно зависит от величины х, причем при х = 0 15амплитуда А 2 имеет максимальное значение, а при -аха величина А 2 принимает нулевое значение.Из приведенных нэ фиг.1 зависимостейследует, что суммирование среднего тока 20сваРки ср и аплитУДы А 2 Дополнительнойгармонической составляющей сварочноготока, умноженной на коэффициент пропорциональности К, позволяет получить величинУ 1 ср+ КА 2, не зависЯщУю от х на Участке 25-а х а. Полученную величинуср+ КА 2 сравнивают с эталонным значением и по результату сравнения формируют сигналкоррекции положения горелки в осевом направлении. 30При этом очевидно, что поперечные отклонения стыка, не превышающие по величине значения амплитуды колебанийэлектрода, не приводят к изменению значениЯ сУммы 1 ср+КА 2 и, следовательно, не вызывают коррекцию положения горелки восевом направлении, При поперечных отклонениях стыка, превышающих величинуамплитуды колебаний электрода, значениесуммыср + КА 2 увеличивается и, следовательно, при этом после сравнения суммы сэталонной величиной производят коррекцию положения горелки в осевом направлении,Таким образом, при слежении за про- .45странственным стыком в систему стабилизации расстояния от горелки до стыка,вводят зону нечувствительности к поперечным отклонениям линии шва, равную удвоенной амплитуде колебаний электрода, что 50позволяет исключить взаимное влияние управления положением горелки в осевом ипоперечном направлениях в пределах этойзоны нечувствитеальности, повысить точность слежения и качество сварного соединения,Размеры зоны нечувствительности (илизоны повышенной точности работы системы .слежения) хорошо согласуются с требо ваниями, предьявляемыми к системам слежения за стыком при сварке с поперечными колебаниями электрода, которые заключаются в следующем.При использовании дуговых сенсоров величину амплитуды колебаний электрода выбирают не ниже одного диаметра электрода, Допустимые отклонения электрода от стыка, при которых обеспечивается качественный сварной шов, составляют 0,5 - 1 от диаметра электрода, Следовательно, даже при минимально допустимых амплитудах колебаний электрода способ способствует перекрытию зоны допустимых отклонений стыка зоной повышенной точности работы системы, благодаря чему достигается требуемое качество сварных соединений,С другой стороны, реакция системы стабилизации расстояния от горелки до стыка на поперечные отклонения линии шва, превышающие величину амплитуды колебаний электрода, необходима на практике для предотвращения наезда горелки на кромку соединения при значительных отклонениях стыка, например при поиске начала стыка.Исследования зависимостей среднего тока сварки 1 ср и амплитуды А 1 допол нительной гармонической составляющей сварочного тока от параметров сварки с колебаниями электрода показали, что коэффициент пропорциональности К зависит только от частоты колебаний электрода,Таким образом. выбор значений коэффициента К следует производить в соответствии с частотой колебаний электрода по кривой, представленной на фиг,2,Значение эталонной величины, характеризующей величину выбранного расстояния от горелки до стыка, следует выбирать на основе опытных данных, полученных при сварке с поперечным отклонением, равным амплитуде колебаний электрода. В этом случае значение среднего тока сварки соответствует эталонной величине для выбранного расстояния от горелки до стыка.Устройство, осуществляющее способ, содержит датчик 1 (фиг.3) сварочного тока, первый полосовой фильтр 2, настроенный на частоту колебаний электрода, вход которого соединен с выходом датчика 1, первый синхронный детектор 3, сигнальный вход которого подключен к выходу фильтра 2, а управлящий - к выходу датчика 4 колебаний горелки, второй полосовой фильтр 5, настроенный на удвоенную частоту колебаний электрода, вход которого соединен с выходом датчика 1, а выход - с входом второго выпрямителя 6, выход которого подключен через третий фильтр 7 низкой частоты к первому входу делителя 8, второй фильтр 9низкой частоты, нэ вход которого через первый выпрямитель 10 подают сигнал с выхода фильтра 2, выход которого подключен к второму входу делителя 8, второй синхронный детектор 11, на сигнальный вход которого подключен выход делителя 8, а на управляющий вход - выхац синхронного детектора 3 через чевертый фильтр 12 низкой частоты, привод 13 паперечнага перемещения горелки, вход а,-араго соединен с выходом детектора 1, первый фильтр 14 низкой частоты, настроенный нз выделение среднего значения сварочного тока, вход которого подключен к датчику 1, а выход - к первому входу сумматора 15, умнажитель 1 б, первый вход которого подключен к выходу фильтра 7, а на второй подают значение коэффициента пропаоцианальности К, выход катарага подключен к второму входу сумматора 15, устройство 17 сравнения, на первый вход ка ааага поступает сигнал с выхода сумматора 15, з на второй - величина зтзланнага значения сварочного параметра Од, привод 18 осевого перемещения горелки, вход которого соединен с выходам устройства 17 сравнения. Колебания злектрада производит скзнатар 19. Питание дуги осуществляет источник 20 сварочного така.Устройство работает следующим абраСкзнатар работает непрерывно, При поперечном смещени стькз на величину, меньшую амплитудь сканирования (фиг,4), в сварочном токе пр.,сутствуют основная и ДополнительнаЯ гзР:д 1 анические составлЯюцие, которые вь 1 деляются соответственно нз выходах первого и второго паласовых фИЛЬтраВ (фИГ.4, ГрафИКИ Оп.ф 1, Оп.ф 2)Для определения знака отклонения стыка на входы первого синхронного детектора 3 подают основную гармоническую составляющую л сигнал с датчика 4 колебаний горелки (фиг.4, графики Оп.ф 1, О). В результате с выхода детектора 3 получают однополярный ый сигнал (фиг.4, график О, д 1), полярность которого соответствует знаку отклонения стыка, Этот сигнал фильтруют четвертым фильтром 12 (фиг.4, график Оф.н.ч 1) и подают на управляющий вход второго синхронногс детектора 11, на информационный вход котс рого поступает частное от деления амплитуды основной и дополнительной гармонических составляющих, получаемое на выходе делителя 8 (фиг,4, график Од-т). На входы паследнега поступают выпрямленнь е выпрямителями 10 и 6 (фиг.4, графики ОБ 1, ОБ 2) и атфильт. раванные фильтрами низкой частоты 9 и 7 (фиг.4, графики И рл, 2, Оь.п.чз) амплитудные 5 10 15 20 30 35 40 45 50 55 значения основной и дополнительной гармонических составляющих сварочного тока, Этот сигнал характеризует величину отклонения стыка. С выхода детектора 11 сигнал уровня и полярности, соответствующих величине и знаку отклонения стыка, поступает на вход привода 13 поперечного перемещения горелки (фиг.4, график Оп), Таким образом осуществляют наведение электрода на стык.В случае, представленном на фиг,4 (х а, 7=0), сигнал коррекции на привод 18 не вырабатывается (фиг.4, график О 0), так как получается на выходе сумматора 15 (фиг.4, график О ) путем сложения амплитудного значения дополнительной гармонической составляющей, умноженной на козффициент К в умножителе 16 (фиг.4, график Оу,;н), и значения среднего тока сварки, поступающего с первого фильтра 14 (фиг.4, график Оф,1), и равен по уровню эталонному значению О, сравнение с которым производят в устройстве 17,В случае, представленном нэ фиг,5 (х а, К=О), благодаря отсутствию дополнительной гармонической составляющей выходкой сигнал делителя 8 принимает максимальное значение(фиг,5, график Одел) и на г 1 ривод 13 поступает максимальный сигнал коррекции (фиг.5, график Оп), Отсутствие дополнительной гармонической составляющей приводит к появлению на выходе сумматора 15 величины, равной значению среднего тока свари (фиг.5, рафик О), который в данном случае превышает эталонное значение О в результате чего с выхода устройства 17 сравнения на вход привода 18 поступает сигнал коррекции (фиг.5, рафик Оо).В случае, представленном на фиг.6 ,х= О, 7О), в сварочном токе отсутствует основная гармоническая составляющая, в та время как дополнительная гармоническая составляющая имеет максимальную величину. При этом отсутствие основной гармонической составляющей приводит к нулевому значению выхода делителя 8 и отсутствию коррекции положения горелки в поперечном направлении. Значение суммы амплитуды дополнительной гармонической составляющей, умноженной на коэффициент К (фиг,6, рафик Оуэн) и значение среднего тока сварки (фиг.6, график Оф.н,ч 1), получаемое на выходе сумматора 15 (фиг,6, график О ), отлично от значения зталонной величины Оз, в результате чего с выхода устройства 17 сравнения на вход привода 18 осевого перемещения горелки поступает сигнал коррекции (фиг,6. график О 0).10 1682079 1 ер 9 Использование предлагаемого способа позволяет осуществлять слежение за стыком и стабилизацию расстояния от горелки до стыка с точностью + 0,3 мм на частоте колебаний электрода, равной 5 Гц.Техническая эффективность от использования способа, заключается в повышении качества сварного соединения путем повышения точности слежения за пространственным стыком. формула изобретения Способ управления положением сварочной горелки относительно пространственного стыка, при котором электроду сообщают поперечные крлебания, измеряют сварочный ток, из сварочного тока выделяют основную гармоническую составляющую на частоте колебаний электрода и дополнительную гармоническую составляющую на удвоенной частоте колебаний электрода, по отношению амплитуд основной и дополнительной гармонических составляющих определяют величину, а по фазе основной гармонической составляющей - знак отклонения центра колебаний 5 электрода от середины стыка, формируютсигнал коррекции на привод поперечного перемещения горелки, выделяют среднее значение сварочного тока, сравнивают его и по результату сравнения формируют сиг нал коррекции на привод перемещения горелки в осевом направлении, о т л и ч а ющ и й с я тем, что, с целью повышения качества сварного соединения для каждой частоты поперечных колебаний электрода, 15 определяют коэффициент пропорциональности и формируют сигнал коррекции на привод перемещения горелки в осевом направлении, равный сумме среднего значения сварочного тока с амплитудным 20 значением дополнительной гармоническойсоставляющей сварочного тока, умноженным на коэффициент пропорциональности.кий комбинат "Патент", г, Ужгород,.ул,Гагарина, 101 роизводственно-изд каз 3367 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ С 113035, Москва, Ж, Раушская наб., 4/5
СмотретьЗаявка
4706266, 16.06.1989
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ, ПРОЕКТНО КОНСТРУКТОРСКИЙ И ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ ЭЛЕКТРОСВАРОЧНОГО ОБОРУДОВАНИЯ
ГАБРУСЕНОК ВИКТОР ПАВЛОВИЧ, БУНДИН ОЛЕГ ВЯЧЕСЛАВОВИЧ, ПАНАРИН ВЛАДИМИР МИХАЙЛОВИЧ
МПК / Метки
МПК: B23K 9/10
Метки: горелки, относительно, положением, пространственного, сварочной, стыка
Опубликовано: 07.10.1991
Код ссылки
<a href="https://patents.su/7-1682079-sposob-upravleniya-polozheniem-svarochnojj-gorelki-otnositelno-prostranstvennogo-styka.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления положением сварочной горелки относительно пространственного стыка</a>
Способ измерения величины отклонения электрода от стыка

Номер патента: 941057
Опубликовано: 07.07.1982
Авторы: Белозерцев, Браверман, Дьяков, Лаптенок, Сорокин, Сохань, Щербаков
МПК: B23K 9/10
Метки: величины, отклонения, стыка, электрода
...3 - - то же, при отклонениях электрода от стыка.Для осуществления предлагаемого способа к сварочным деталям 1 и 2 (фиг. 1) симметрично стыку 3 закрепляют токосъемы 4 и 5, вследствие чего в процессе сварки происходит разделение сварочного тока 6, подводимого от источника 7 сварочного тока на электрод 8, на две составляющие 9 и 10, которые наводят магнитные поля 11 и 12 над свариваемыми деталями 1 и 2. Индукцию магнитных полей 11 и 12 измеряют сзади электрода 8 над заваренным участком стыка 3. Например, измеряют проекцию на прямую 13, параллельную электроду 8, индукции магнитного поля от сварочного тока, протекающего через заваренный участок стыка. При этом магнитне свойства материала свариваемых деталей не оказывают существенного влияния...
Кулачок для механизма колебания сварочной горелки

Номер патента: 677847
Опубликовано: 05.08.1979
Авторы: Белоусов, Гроссман, Прохоров, Седенков
МПК: B23K 9/30
Метки: горелки, колебания, кулачок, механизма, сварочной
...по кривой с переменным радиусом Р длина которых определяет время колебания электрода.Длина дуг 1. и Е, плавно уменьшается по длине кулачка 3, а длина кривых, выполненных с переменным радиусом, увеличивается. 20 25 Зо 35 40 45 50 4Переменный радиус кривой определяется по формуле.Я, г, (1+ з 1 пх),где Я - переменный радиус кривой в точке, соответствующей углу х, г, - меньший радиус участка профиля, выполненного по дуге окружности; х - угол между радиусами Яи г Формула определяется из условий постоянства величины скорости поперечного перемещения электрода. Чтобы скорость перемещения электрода была постоянной в любой точке, необходимо чтобы закон изменения ее был синусоидальным. Величина большего радиуса определяется из соображений...
Датчик положения сварочного электрода относительно стыка
Номер патента: 483567
Опубликовано: 05.09.1975
Авторы: Галицкий, Голин, Котова, Некрасов, Педунова, Снежко
МПК: G01B 7/00
Метки: датчик, относительно, положения, сварочного, стыка, электрода
...9 канала электрода. Отраженный от кромок соединяемых деталей световой поток электрода, прошедший через отверстия подвижной диафрагмы 5 и неподвижной диафрагмы б канала стыка, собирается конденсором 8 на фотоприемник 10 канала стыка, Наличие перемычки в центре неподвижной диафрагмы в поле зрения фотоприемника канала электрода и наличие стыка в центре поля зрения фотоприемника канала стыка позволяет на выходе каждого из них получать сигналы с паузами т; т (фиг. 2 а, д). Взаимное положение этих пауз определяет положение стыка относительно электрода.Для упрощения использования этой информации из сигналов пауз формируются импульсы стыка и электрода. Для этого сигналы с фотоприемников каналов стыка и электрода подаются соответственно на...
Устройство для колебания сварочной горелки по дуге окружности

Номер патента: 582929
Опубликовано: 05.12.1977
Авторы: Белоусов, Елисеев, Николаев
МПК: B23K 9/30
Метки: горелки, дуге, колебания, окружности, сварочной
...звена, совершающего прямолинейное возвратное движение и оое печивающего останов в начале и в конце колебания, не оееспечивается равномерность скорости вращения исполнительного органа в крайних точ: ках.Вал 5 установлен в корпусе 1 с возможностью продольного перемещения. Серьга 8 через ось 9 связана с рычагом 10, который через ось 1 связан со штоком 12, подвижно установленным. в корпусе 1, На штоке 12 жестко за" креплен сектор 13, Рукоятка б кинематически связана с винтом 14 а сектор 13 находится в зацеплении с колесом 15 горелки 16.Устройство работает следующим образом. Сначала устанавливают амплитуду колебаний сектора 13. Для этого, вращая винт 14, перемещают в горизонтальном направлении вал 5, При этом серьга 8,и рычаг 10...
Устройство для направления электрода по стыку свариваемых деталей

Номер патента: 856709
Опубликовано: 23.08.1981
Авторы: Акимов, Подсевалов, Тупиков
МПК: B23K 9/10
Метки: направления, свариваемых, стыку, электрода
...12 сдвига, буферного регистра 13 и схемы 14 сравнения, подсоединенной к схеме 15 управления приводом 16 перемещения сварочной головки 17.Устройство работает следуюгцим образом.Световой поток, созданный излучателем 1, попадает на сканирующий поперек стыка фотодатчик 2, на выходе которого вырабатывается сигнал, пропорциональный коэффициенту отражения свариваемого материала. В формирователе 3 импульса стыка этот сигнал усиливается и преобразуется в прямоугольный импульс .1 з на фиг. 2), длительность которого пропорциональна ширине зазора между свариваемыми кромками.Импульсом 1 о стробгенератора 4 (,1) первый триггер 5 устанавливается в единичное состояние ), и сигналы с генератора 9 тактовых импульсов через трехвходовый элемент И 7...
Предыдущий патент: Способ защиты транзисторов от перегрузок в цепях сварочного оборудования
Следующий патент: Машина для контактной стыковой сварки кольцевых заготовок
Случайный патент: Патент. чс lt;: телиичес;: . -"bgt; amp; iba(uid; a