Система программного управления инерционным вибропресс молотом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1366271
Авторы: Бочаров, Гуменчук, Искович-Лотоцкий, Обертюх, Терещенко

Текст
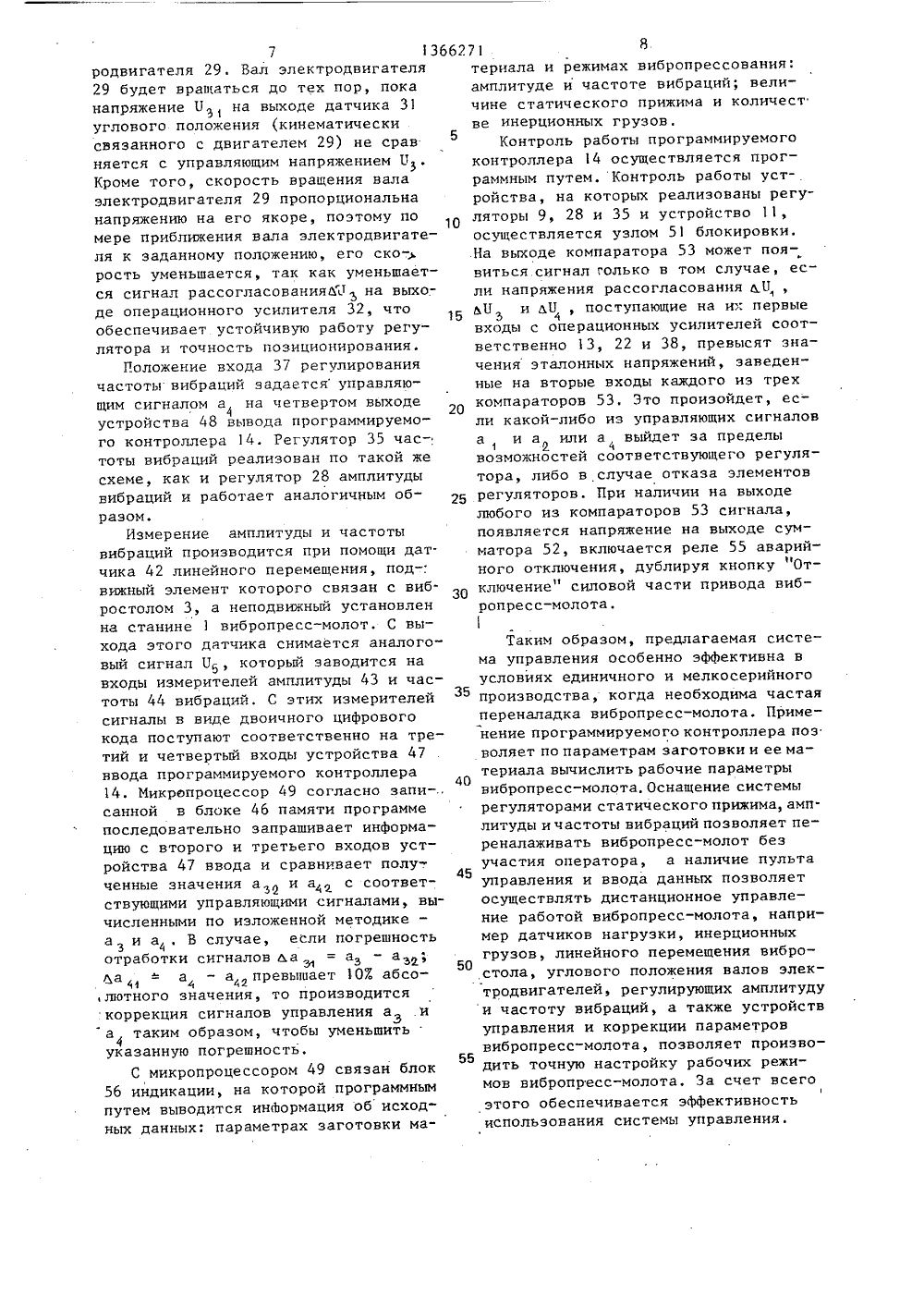
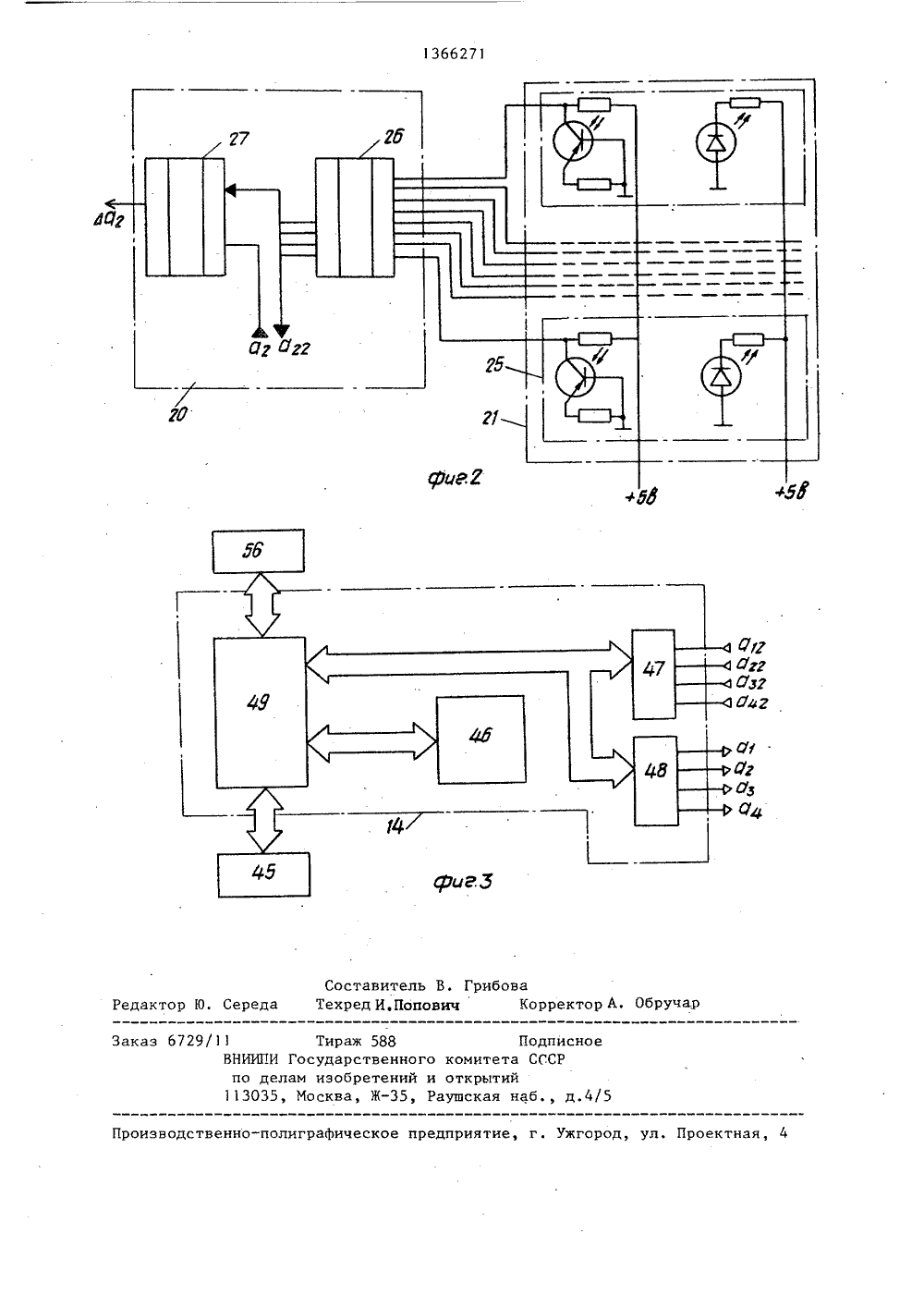
(594 В 21,Т 7 ОПИСАНИЕ ИЗОБРЕТЕ ехнический инстиЛЕНИЯ приботы п л СУДАРСТВЕННЫЙ КОМИТЕТ ССС О ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫ А ВТОРИЧНОМУ СВИДЕТЕЛЬСТ(56) Авторское свидетельство СССР Р 967650, кл. В 21 Л 9/06, 1981 (54) СИСТЕМА ПРОГРАММНОГО УПРАВ ИНЕРЦИОНН 11 М ВИБРОПРЕСС-МОЛОТОМ (57) Изобретение относится к машиностроению, в частности к конструкции систем управления оборудованием для обработки давлением. Цель изобрете-.; ния - расширение технологических возможностей и улучшение условий обслуживания путем обеспечения возможности рограммирования управления. Эта цель остигается эа счет оснащения системы егулятора статического прижима и устройством управления инерционнымигрузами с манипулятором, программируемым контроллером, соединенным с цифроаналоговым преобразователем и тензоусилителем, датчиками нагрузки иинерционных грузов, измерителями амплитуды и частоты вибраций, блокомуправления и пультом управления роботом, а также регуляторами амплитудыи частоты вибраций. При введении спульта управления в микропроцессорпрограммируемого контроллера данныхо параметрах заготовок происходит вычисление оптимальных рабочих параметров вибропресс-молота по программе, записанной в блоке памяти. После программируемыи контроллер про. ит настройку режима вибрации. омощи регуляторов. Контроль раи корректировка производятся С, омощи датчиков нагрузки и инерных грузов, а также измерителейтуды и частоты вибраций. 3 ил.6271 2 1 136Изобретение относится к машиностроению, в частности к конструкции систем управления оборудования для обработки давлением.Целью изобретения является расширение технологических возможностей и улучшение условий обслуживания путем обеспечения возможности программирования управления.На фиг.1 показана конструктивная блок-схема системы управления инерционным вибропресс-молотом; на фиг.2 датчик инерционных грузов и схема сравнения; на фиг.3 - блок-схема программируемого контроллера.Инерционный вибропресс-молот состоит из станины 1 с колоннами 2, виб. ростола 3, связанного с поршнем 4 рабочего цилиндра 5, подвижной траверсы 6 с инерционными грузами 7 и цилиндра 8 статического прижима, шток которого жестко соединен с подвижной траверсой 6. Полости цилиндра 8 статического прижима соединены с регулятором 9 статического прижима, а рабочий цилиндр 5 - с источником 10 импульсов давления. Наборные инерционные грузы 7 установлены на подвижной траверсе 6 с возможностью съема при помощи устройства 11 управления инерционными грузами.Регулятор 9 статического прижима состоит из электрогидравлического преобразователя 12, обеспечивающего заданный перепад давлений в полостях цилиндра. 8 пропорционально величине и знаку сигнала управления, подаваемого с выхода первого операционного усилителя 13, прямой вход которого соединен с выходом программируемого контроллера 14, через первый цифроаналоговый преобразователь 15, а инвертированный вход связан с тензоусилителем 16 и датчиком 17 нагрузки, выполненным в виде тензорезисторного дифференциального датчика давления. Устройство 11 управления инерционными грузами состоит из манипулятора 8, установленного рядом с вибропресс-мЬлотом таким образом, что траверса 6 находится в зоне действия его исполнительного органа, блока 19 управления схемы 20 сравнения и дат- чика 21 инерционных грузов. Блок 19 управления состоит из накопителя 22, пульта 23 управления работом и, связанным с ними, командного блока 24,10 15 20 25 30 35 40 45 50 55 первый выход которого связан с входомманипулятора 18. Латчик 21 инерционных грузов представляет собой набор из восьми пар свето- и фотоэлементов 25, установленйых на траверсе 6 вибропресс-молота таким образом, что при установкекаждого последующего инерционногогруза 7 прерывается световой поток водной из пар свето- и фотоэлементов25. Схема 20 сравнения включает всебя шифратор 26, каждый из входовкоторого связан с выходом одной изпар свето- и фотоэлементов 25. Шифратор 26 преобразует эту информациюв двоичный цифровой код. Выход шифратора 26 соединен с первым входом цифрового компаратора 27, выход которогосвязан с вторым входом командногоблока 24.Регулятор 28 амплитуды вибрацийсодержит электродвигатель 29 постоянного тока, вал которого кинематически связан с первым входом 30 источника 10 импульсов давления и датчиком 31 углового положения, на крайние контакты которого подается опор-ное напряжение (+5 и -5 В), а такжеоперационный усилитель 32, вход которого соединен с выходом второго цифроаналогового преобразователя 33.,Обмотка якоря электродвигателя 29через последовательно включенный усилитель 34 мощности, соединены с выходом второго операционного усилителя 32, прямой вход которого подключен к выходу. второго цифроаналоговогопреобразователя 33, а инвертированный - к среднему контакту датчика 31углового положенияРегулятор 35 частоты вибраций выполнен по той же схеме, что и регулятор 28 амплитуды вибраций и содержит электродвигатель 36 постоянноготока, вал которого кинематически связан с вторым входом 37 источника 10импульсов давления, операционный усилитель 38, вход которого соединен свыходом третьего цифроаналоговогопреобразователя 39, Регулятор 35 содержит также усилитель 40 мощности идатчик 41 углового положения. На об-мотки возбуждения электродвигателей29 и 36 подается постоянное напряжение 24 В,Выход датчика 42 линейного перемещения, связанный с вибростолом 3,)Д У 3 13662 соединен с входами измерителей амплитуды 43 и частоты 44 вибраций.Программируемый контроллер 14, например "Электроника К 1-20" упрощенная схема которого показана (на фиг.3),5 снабжен программатором 45 для ввода данных со встроенным интерфейсным устройством, блоком 46 памяти и устройства ввода 47 и вывода 48 инфор.мации, а также микропроцессором 49, непосредственно связанным со всеми указанными устройствами. Устройство 47 ввода информации содержит четыре входа, первый,из которых связан с выходом аналого-цифрового преобразователя 50, второй - с выходом шифратора 26, третий - с выходом измерителя 43 амплитуды вибраций, а четвертый - с выходом измерителя 44 частоты вибраций; Вход аналого-цифрового преобразователя 50 соединен с выходом тензоусилителя 16. Выход устройства 48 вывода информации содержит 4 канала, второй из которых связан с вторым входом цифрового компаратора 47, а три других через последовательно включенные цифроаналоговые преобразователи 15, 33 и 39 соединены с прямыми входами операционных усилителей еоответственио 13, 32 и 38. Система программного управления вибропрессом содержит узел 51 блокировок, снабженный сумматором 52, на входы которого подаются сигналы с второго выхода блока 19 управления (через пульт 23) и трех компараторов 53, источник 54 опорных напряжений и реле 55 аварийного отключения.Компараторы 53 содержат по два входа, первые из которых (измерительные) соединены с выходами операционных усилителей соответственно 13, 32 и 38, а вторые (установочные). входы связаны с источником 54.опорных напряжений, Выход сумматора 52 связан с обмоткой реле 55 аварийного отключения, нормально замкнутые контакты которого включены последовательно с кнопкой отключения силовой части привода вибропресс-молота (не показаны).Кроме того, система программного управления содержит блок 56 индика 55 ции (в качестве которого может быть использован дисплей), входы которого связаны с выходами программируемого контроллера 14. 71 4Система программного уйравления вибропрессом, работает следующим образом.С программатора 45 в микропроцессор 49 вводятся данные о параметрах заготовки, описывающие ее геометрию, физико-механические свойства, а также параметры материала заготовки - размер фракции его частиц и влажность. (Этаинформация обрабатывается согласно программе, предварительно записанной в блоке 46 памяти), в результате чего вычисляются оптимальные рабочие параметры вибропресс-молота, амплитуда и частота вибраций вибростола 3, давление статического прижима и масса инерционного пригруза по следующей методике:4 Е=игде и) - частота внешнего колебаниявоздействия, при которойобеспечивается уплотнениеполуфабриката до плотнос-:ти рЕ - объемный модуль упругости;Ь - высота заготовки после прес-.сования до плотности / . статическая нагрузкакоэффициент статическогосжатия,площадь сечения заготовки,где 1 - амплитуда внешнего колебательного воздействия;а - виброускорение, вызываемоеимпульсом.Вторая часть программы, используя вычисленные значения оптимальных рабочих параметров и тарировочные соотношения, производит вычисление значений управляющих сигналов а, аа ьи а. Эти сигналы с микропроцессора 49 поступают в устройство 48 вы вода информации программируемого контроллера 14, а оттуда в виде двоичного цифрового кода - к соответствующим цифроаналоговым преобразователям 15, 33 и 39 и на вход схемы 20 сравнения.Регулятор 9 статического прижима выполнен по схеме следящей системы с отрицательной обратной связью по перепаду давлений. С первого выхода устройства 48 вывода программируемо 5 1366271б го контролера 14 управляющих сигналов да компаратора 27 на первый вход коав виде двоичного цифрового кода мандного блока 24 не поступает и ропоступает на вход цифроаналогового: бот остается в исходном положении. преобразователя 15, а оттуда в виде Если после установки инерционного5регулируемого напряжения П на прямой груза 7 остается сигнал д аО, то вход операционного усилителя 13, На операция установки груза 7 повторяет- инвертированный вход последнего пос- ся и устанавливается еще один инерцитупает сигнал 11 датчика 17 нагруз- онный груз 7 и т,д."11ки, преобразованный тензоусилителем 10 Аналогично происходит операция 16. На выходе операционного усилите- снятия инерционных грузов 7 в случае, ля 13,формируется сигнал а У= в (Б - если на выходе цифрового компаратора -Б ). С выхода усилителя 3 этот 27 формируется сигнал д а с О. сигнал Л И подается на вход электро- Одновременно с подачей сигнала от гидравлического преобразователя 12, 15 блока 24 к манипулятору 18 на уста- который корректирует давление в по- новку или снятие инерционного груза лостях цилиндра 8 статического прижи, с второго выхода блока 24 через ма таким образом, чтобы минимизиро- пульт 23 подается сигнал на второй вать сигнал ошибки ь П вход сумматора 52, который не снимаСигнал О, с выхода тензоусилителя 20 ется до тех пор, пока манипулятор 18 6 подается также на вход аналого- не возвратится в исходное положение. цифрового преобразователя 50, с вы- При этом на выходе узла 51 блокировхода которого этот сигнал в виде дво- ки также появится напряжение, которое ичного цифрового кода апоступает12включит реле 55 аварийного отключе-; на первый вход устройства 47 ввода 25 ния, разомкнув контакты последнего, программируемого контроллера 14. При- дублирующие кнопку "Отклонение" силоведенный микропроцессором 49 к раз- вой части привода вибропресс-молота. мерности МПа, этот сигнал заводится Это исключит возможность запуска прина блок 56 индикации, показывая пере вода вибропресс-молота во время устапад давлений в цилиндре 8 статическо- З 0 новки или съема инерционного груза 7. го прижима. Сигнал управления аус- С выхода шифратора 26 информация тройства 11 управления инерционными о количестве установленных инерционгруэами в виде двоичного цифрового ных грузов - а поступает на второй кода с второго канала устройства 48 вход устройства 47 ввода программивывода программируемого контроллера руемого контроллера 14 и далее через 14, поступает на второй вход цифро 35микропроцессор 49 - к блоку 56 индивого компаратора 27 схемы 20 сравне- кации.ния. На компараторе 27 этот цифровой Величина амплитуды колебаний вибкод сравнивается с кодом, поступающим ростола 3 определяется состоянием с выхода шифратора 26 - а, и в за-входа регулирования амплитуды вибрависимости от их соотношений, на выхо- ций источника 10 импульсов. давления. де компаратора 27 Формируется сигнал Сигнал а управления этим входом реда= а- а, поступающий на первый гулирования вычисляется микропроцесвход командного блока 24. Если сором 49 и в виде двоичного цифроводаО, то командный блок 24 обраща го кода поступает на третий выход ется к той части программы, предва- устройства 48 вывода, а оттуда на рительно записанной в накопителе 22 вход цифрового аналогового преобраблока 19 управления роботом, которая зователя 33. Преобразованный в аналообеспечивает установку одного инерци- говую форму (т.е. в виде постоянного онного груза 7, и запускает манипуля-напряжения) сигнал У подается на50тор.18. При установке на траверсу 6 прямой вход операционного усилителя инерционного груза 7 прерывается све, на инвертированный вход которого товой поток в одной из пар свето- и поступает сигнал Ц с датчика 311 Фотоэлементов 25 и изменяется сигнал углового положения регулятора 28 амна одном из входов шифратора 26, а, плитуды. Разность этих сигналов55следовательно, изменяется цифровой 60 З = -(.- Б ) с выхода операцидвоичный код на его выходе. Если пос-: онного усилителя 32 поступает на вход ле установки груза 7 цифровые коды усилителя 34 мощности, к выходу кото., а и асовпадут, то сигнал с выхо- рого подключена обмотка якоря элект 7 13 родвигателя 29. Вал электродвигателя 29 будет вращаться до тех пор, пока напряжение У на выходе датчика 31 углового положения (кинематически связанного с двигателем 29) не срав няется с управляющим напряжением У. Кроме того, скорость вращения вала электродвигателя 29 пропорциональна напряжению на его якоре, поэтому по мере приближения вала электродвигателя к заданному положению, его ско- рость уменьшается, так как уменьшается сигнал рассогласованияЫна выходе операционного усилителя 32, что обеспечивает устойчивую работу регулятора и точность позиционирования.Положение входа 37 регулирования частоты вибраций задается управляющим сигналом а на четвертом выходе устройства 48 вывода программируемого контроллера 14. Регулятор 35 частоты вибраций реализован по такой же схеме, как и регулятор 28 амплитуды вибраций и работает аналогичным образом.Измерение амплитуды и частоты вибраций производится при помощи датчика 42 линейного перемещения, под-; вижный элемент которого связан с вибростолом 3, а неподвижный установлен на станине 1 вибропресс-молот. С выхода этого датчика снимается аналоговый сигнал У 5, который заводится на входы измерителей амплитуды 43 и частоты 44 вибраций. С этих измерителей сигналы в виде двоичного цифрового кода поступают соответственно на третий и четвертый входы устройства 47 ввода программируемого контроллера 14. Микропроцессор 49 согласно запи-., санной в блоке 46 памяти программе последовательно запрашивает информацию с второго и третьего входов устройства 47 ввода и сравнивает полу. ченные значения аз и аа с соответствующими управляющими сигналами, вычисленными по изложенной методике - а з и аа . В случае, если погрешность отработки сигналов да= аз - аз, а , = а, - а превышает 107 абсо,лютного значения, то производится коррекция сигналов управления аЗ .и а таким образом, чтобы уменьшить указанную погрешность.С микропроцессором 49 связан блок 56 индикации, на которой программным путем выводится информация об исходных данных: параметрах заготовки ма 66271 8 35 переналадка вибропресс-молота. Применение программируемого контроллера поз воляет по параметрам заготовки и ее мааотериала вычислить рабочие параметры вибропресс-молота, Оснащение системы регуляторами статическогоприжима, амплитуды и частоты вибраций позволяет переналаживать вибропресс-молот без участия оператора, а наличие пульта 45управления и ввода данных позволяет осуществлять дистанционное управление работой вибропресс-молота, например датчиков нагрузки, инерционных грузов, линейного перемещения вибростола, углового положения валов электродвигателей, регулирующих амплитуду и частоту вибраций, а также устройств управления и коррекции параметров вибропресс-молота, позволяет производить точную настройку рабочих режимов вибропресс-молота. За счет всего1этого обеспечивается эффективность использования системы управления5 10 15 20 25 30 териала и режимах вибропрессования: амплитуде и частоте вибраций; величине статического прижима и количест ве инерционных грузов.Контроль работы программируемого контроллера 14 осуществляется программным путем. Контроль работы устройства, на которых реализованы регуляторы 9, 28 и 35 и устройство 11, осуществляется узлом 51 блокировки. На выходе компаратора 53 может появиться. сигнал голько в том случае, если напряжения рассогласования дБ, дБ и дУ , поступающие на их первые входы с операционных усилителей соответственно 13, 22 и 38, превысят значения эталонных напряжений, заведенные на вторые входы каждого из трех компараторов 53. Это произойдет, ес- ли какой-либо из управляющих сигналов а, и а или а выйдет за пределы возможностей соответствующего регулятора, либо в случае отказа элементов регуляторов. При наличии на выходе любого из компараторов 53 сигнала, появляется напряжение на выходе сумматора 52, включается реле 55 аварийного отключения, дублируя кнопку "Отключение" силовой части привода вибропресс молота.Таким образом, предлагаемая система управления особенно эффективна в условиях единичного и мелкосерийного производства, когда необходима частаяФ о р м у л а изобретенияСистема программного управления инерционным вибропресс-молотом, содер- жащая исполнительный цилиндр, шток5 которого жестко связан с вибростолом, а поршневая полость соединена с источником импульсов давления и регуляторами амплитуды и частоты вибраций, а также подвижную траверсу с инерци О онными грузами, цилиндр статического прижима с регулятором статического прижима, о т л и ч а ю щ а я с я тем, что, с целью расширения техноло- гических возможностей и улучшения ус ловий обслуживания путем обеспечения возможности программирования управления, она снабжена датчиком линейных перемещений вибростола, измерителями амплитуды и частоты вибраций, манипу лятором инерционных грузов с блоком управления, датчиком инерционных грузов, схемой сравнения тремя цифроаналоговыми преобразователями, узлом блокировок, аналого-цифровым преоб разователем, а также программируемым контроллером, причем узел блокировок выполнен в виде источника опорного напряжения, выход которого соединен с установочными входами трех компара- ЗО торов, измерительные входы которых подключены соответственно первый -к выходу регулятора статического прижима, второй - к выходу регулятора амплитуды вибраций, а третий - к выходу регулятора частоты вибраций, выходывсех компараторов соединены с входами сумматора, выход которого связанс реле аварийного отключения; приэтом регуляторы амплитуды и частотывибраций выполнены идентично в видесерводвигателя постоянного тока и дат-.чика углового положения серводвигателя, а также соединенных между собойоперационного усилителя и усилителямощности, выход которого подключенк якорю серводвигателя постоянноготока, вал которого механически связансоответственно с первым и вторым вхо-;дами источника импульсов давления, авходы регуляторов амплитуды и частотывибраций через. второй и третий цифроаналоговые преобразователи соединеныа двумя выходами программируемогоконтроллера, другие два выходакоторого связаны соответственно - с входами схемы сравнения и первого цифроаналогового преобразователя, выходкоторого подключен к входу регулятораусилителя статического прижима, выход которого соединен через аналогоцифровой преобразователь с одним извходов программируемого контроллера,другие входы которого соединены соответственно с выходом схемы сравненияи выходами измерителей амплитуды частоты вибраций, входы которых связаныс выходами датчика линейных перемеще-ний вибростола.1366271 Составитель В, Грибоваереда Техред И.Попович Корректор А. Обручар Редакто Тираж 588ударственноизобретенийсква, Ж,каз 67 о к оизводственно-полиграфическое предприятие город, ул. Проектная, 4 ВНИИПИ Гос по делам113035, Мо Подписноомитета СССРи открытийРаушская наб., д.4 7 гР 0 Ъ 7 ОЪ 2
СмотретьЗаявка
4106676, 13.05.1986
ВИННИЦКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
БОЧАРОВ ЮРИЙ АЛЕКСАНДРОВИЧ, ИСКОВИЧ-ЛОТОЦКИЙ РОСТИСЛАВ ДМИТРИЕВИЧ, ОБЕРТЮХ РОМАН РОМАНОВИЧ, ТЕРЕЩЕНКО АЛЕКСАНДР ПЕТРОВИЧ, ГУМЕНЧУК АЛЕКСАНДР АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: B21J 7/46
Метки: вибропресс, инерционным, молотом, программного
Опубликовано: 15.01.1988
Код ссылки
<a href="https://patents.su/7-1366271-sistema-programmnogo-upravleniya-inercionnym-vibropress-molotom.html" target="_blank" rel="follow" title="База патентов СССР">Система программного управления инерционным вибропресс молотом</a>
Способ формирования сигнала по частоте вращения вала агрегата и устройство для его осуществления

Номер патента: 1223148
Опубликовано: 07.04.1986
Автор: Романенко
МПК: G01P 3/481
Метки: агрегата, вала, вращения, сигнала, формирования, частоте
...с входами элемента ИЛИ 10, выходкоторого подключен к счетному входусчетчика 11 импульсов, к разрядпым,выходам которого подключены входыциФроаналогового преобразователя 12,выход которого подключен к зашуцтировацному цепью, состоящей из диода13, соединенного с параллельно включенными резистором 14 и конденсатором 15, делителю напряжения, составленному из резисторов 16-18, выходыкоторого подключены к вторым входамкомпаратором 4-6, при этом конденсатор 15 через защитный резистор 19и контактную систему 20 подключен кисточнику постоянного напряжения,превышающего максимальное напряжение выходного сигнала цифроаналогового преобразователя 12. Ввод информации в этот преобразователь с разрядных выходов регистра и обнулениепоследнего...
Цифровое устройство для измерения малых отклонений частоты от номинального значения

Номер патента: 1293660
Опубликовано: 28.02.1987
МПК: G01R 17/00
Метки: значения, малых, номинального, отклонений, цифровое, частоты
...версивный счетчик 4 суммирует поступающие на его вход счетные импульсы, а вторую половину - вычитает, т.е.за измерительный цикл триггер 9 переворачивается лишь дважды (иэ "01 в 30 "1" - на половине измерительного цикла и из "1" в "0" - в конце цикла, Фиг.2 е), В результате в конце измерительного цикла в реверсивном счетчике 4 окажется число, пропорциональ-. 35 ное измеряемому отклонению частоты. Переход триггера 9 из "1" в "0" служит сигналом для блока управления 1 О о том, что измерительный цикл за кончен.После окончания измерительного цикла коротким импульсом с формирователя 14 импульсов среза блока управления 10 запускается кипп-реле 15 45 блока управления 10, положительный импульс с кипп-реле 15 разрешает работу блока синхронизации...
Способ определения амплитуды гармонического сигнала инфранизкой частоты

Номер патента: 1255945
Опубликовано: 07.09.1986
Авторы: Бурцев, Поликарпов, Удовиченко
МПК: G01R 19/04
Метки: амплитуды, гармонического, инфранизкой, сигнала, частоты
...этих сигналов для определения, например н акустике или автоматике, амплитуды гармонического сигнала инфранизкой частоты при переходных режимах, а также при исследовании механических, диэлектрических и теплофиэических свойств материалов динамическими методами с исполь эованием гармонических внешних воздействий инфранизкой частоты.Целью изобретения является понышение точности определения амплитуды гармонического сигнала, средний уро вень которого за время измерения изменяется с постоянной скоростью, меньшей произведении амплитуды этого сигнала на его круговую частоту, за счет того, что дискретизируют гармоничес кий сигнал с периодом дискретиза- ЦИИ 4, с20где Т - период упомянутого сигнала, измеряют значения сигнала в дискретизиронанные...
Способ определения амплитуды гармонического сигнала инфранизкой частоты

Номер патента: 1674004
Опубликовано: 30.08.1991
Автор: Поликарпов
МПК: G01R 19/04
Метки: амплитуды, гармонического, инфранизкой, сигнала, частоты
...у которого эа времяизмерения средний уровень изменяетсялибо линейно со скоростью. превышающейпроизведение амплитуды этого сигнала наего круговую частоту, либо монотонно с переменной скоростью,Способ определения а. дплитуды гармонического сигнала инфраниэкой;астоты за. ключается в следующем,Гармонический сигнал с изменяющимся средним уровнем можно представитьаналитически в видеО(с) = В(с)+ Азп( вс+ р),где А, р, со= 2 л /Т - постоянные, В(с) -монотонно изменяющаяся за время измерения величина.При этом регистрируют мгновенныезначения измеряемого сигнала через четверть периода, расчитывают Аппо формуле: 1 кКк К , ( 1)1 КОг+1 2 1=огде1= 0,1,2 А42 л=оОа+г1 и а - целая часть от (й)/2 и (й)/2 соответственно, Л 3 2 - . число измерений, и...
Устройство для измерения амплитуды и фазы свч сигнала

Номер патента: 1128191
Опубликовано: 07.12.1984
Автор: Якунин
МПК: G01R 27/06
Метки: амплитуды, свч, сигнала, фазы
...щелевых мос та по два детектора, одноименные электроды которых соединены с противоположными выводами двух последо вательно соединенных резисторов, об-. щая точка которых подключена к другим электродам диодов, а противополов ные выводы двух последовательно соединенных резисторов являются двумя З 0 выходами устройства, причем выходы делителя мощности соединены соответственно с другими входами двух щелевых мостов 2 .Известное устройство обладает существенной погрешностью измерения за счет неидентичности плеч щелевого мос,та, делящего мощность исследуещой вол ны, квадратичных детекторов . и вычитающих устройств, а также уменьше ния чувствительности устройства вслед ствие деления исследуемой и опорной волн на две исследуемые и две опорные...
Предыдущий патент: Устройство для изготовления цилиндрических деталей с коническими концами из проволоки
Следующий патент: Штамп для осадки заготовок
Случайный патент: 232154