Способ изготовления кольчужного полотна и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1743669
Автор: Южаков






Текст
(21) 44 (22) 05 (46) 30 (71) Пр Водств бор (72) А,В (53) 62 (56) Ав М. 6957 0169/ 09,88 06,92. ектно ен ного Бюл, йг 24 конструкторско объединения юро Произ- ектроприсеток т лочных отрасля из коль наприм анатомЦел водител ществл ого по ГОСУДАРСТВЕННЫИ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИПРИТКНТ СССР АВТОРСКОМУ СВИДЕТЕЛЬСТ.778.28 (088,8)орское свидетельство СССР47, кл. В 21 Р 31/00, 1979,(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЧУЖНОГО ПОЛОТНА.И УСТРОЙСТВО ДЛЯ ЕГО О СУЩЕ СТВЛ Е Н ИЯ(57) Изобретение относится к изготовлению проволочных сеток типа кольчужного полотна из проволочных колец и позволяет повысить производительность, Способ изготовления кольчужного полотна включает изготовление проволочных спиралей, разрезание их на отдельные витки, сборку их и формование колец с соединением концов. Сборку полотна из колец осуществляют одновременно с формованием витков проволочной спирали, перемещают ее вдоль ряда зажимов, в которых фиксируют каждый виток, последовательно их отрезают, обжимают и сваривают. Затем произвообретение относится к изготовлению ипа кольчужного полотна из провоколец и может быть использовано в х промышленности, производящих чужного полотна защитные иэделия, ер перчатки для хирургов-паталогоов, а также ювелирные изделия, ь изобретения - повышение произьн ости,фиг.1 показано устройство для осуения способа изготовления кольчужлота, общий вид на фиг.2 - вид А на дят изготовление витков следующей спирали, ориентируют их перпендикулярно плоскости ориентирования колец первого ряда, заводят каждый виток в два соседние кольца первого ряда, обжимают и сваривают витки. Устройство для изготовления кольчужного полотна содержит станину, установленные на ней рабочие органы, привод перемещения рабочих органов, механизмы фиксации витков проволочной спирали, обжатия и сварки концов витков. Рабочие органы выполнены в виде двух сборочных головок, ориентированных во взаимно перпендикулярных плоскостях, каждая из головок выполнена в виде цилиндрическог корпуса, в котором размещена, приводная вращаюшаяся оправка, взаимодействующая с прижимным роликом, на головке устачовлены также механизм обрезки витков. умеханизм обжатия и сварки, Механизм фик- . -сации витков выполнен в виде двух гребенок, которые расположены в плоскости перемещения каждой головки подуглам к е продольной оси равным углу подъема винтовой линии спирали. Зажимные губки гребенок расположены с шагом, равным диаметру кольца кольчужного полотна, 2 Ы 1 с,п.ф-л ы, 11 ил,фиг.1; на фиг.3, 4 - узел - механизм обжима и сварки, разрез Б - Б на фиг.3; на фиг.5 - разрез В - В на фиг,1; на фиг.6 - схема базирования и сборки кольчужного полотна; на фиг,7 - 11 - порядок базйрования и сборки полоа.Устройство для изготовления кольчужного полотна содержит станину 1, установленные на направляющих 2 сборочные головки 3 и 4, каждая из которых выполнена в виде цилиндрического корпуса 5, в котооом размещена оправка 6, взаимодействую5 10 15 20 25 30 35 40 45 50 щая с прижимным роликом 7. В корпусе 5 имеется спиральный паз 8 и отверстие 9 для подачи проволочки с отдатчика 10,Головки 3 и 4 имеют механизмы 11 отрезания витков 12, механизмы 13 обжатия и сварки концов витков 12 с помощью электродов 14 и 15. В направлении перемещения головок 3 и 4 размещены гребешки 16 и 17 с зажимными губками 18 и 19, которые размещены с шагом, равным диаметру кольца 12. Гребенки 16 и 17 размещены по отношению продольной оси головок 3 и 4 под углом, равным углу подъема винтовой линии проволочной спирали,Предложенный способ изготовления кольчужного полотна осуществляется на предложенном устройстве следующим образом.Перед началом работы сборочные головки 3 и 4 располагают с одного из краев гребенок 14 и 15, при этом одна из головок, например, 4 находится в откинутом состоянии (фиг.2), На отдатчики 10 устанавливают катушки с проволокой, конец которой через отверстие 9 корпуса 5 по спиральным пазам 8 проводят под прижимные ролики 7. Включают привод вращения (не показан) оправки 6 и привод(не показан) шагового перемещения головки З.Дальнейшие операции изготовления полотна осуществляются автоматически. Одновременно с перемещением головок 3 происходит формирование спиральных витков 12, первый из них появляется из отверстия с торца корпуса 5, захватывается губками 18 и 19 гребенок 16 и 17, в этот момент происходит включение механизма 11 отрезки витка 12, после чего головка 3 перемещается на несколько шагов, при этом первый виток 12 попадает в механизм обжатия и сварки 1.3, в котором электроды 14 и 15 обжимают виток 12 и сваривают его концы, В это же время происходит формирование второго витка 12, его отрезание и т,д. При заполнении ряда зажимов гребенок 16 и 17 кольцами, образованными из витков 12, привод оправки 6 отключается, головка 3, продолжая перемещение, продолжит обжатие и сварку колец до конца ряда, затем включается привод головки 4, которая предварительно опускается на направляющие 2 в рабочее положение. Процесс формирования витков 12 на ней и колец второго ряда полотна из них осуществляется аналогично первому ряду. При этом второй ряд колец ориентирован в зажимах гребенок 16 и 17 в плоскости перпендикулярной плоскости размещения колец предыдущего ряда (фиг.7). При формировании витков 12 на головке 4 каждый из них заводится в два соседних кольца первого ряда и только после этого производится обжатие витка и сварка его, После оформления второго ряда колец, связывающих кольца первого ряда, которые освобождаются из зажимов гребенок 16 и 17 (фиг.8), сборочная головка 4 отключается, а включается сборочная головка 3, которая предварительно во время работы головки 4 переводится в исходное положение, Происходит формирование колец третьего ряда, каждое из которых связывает по два соседних кольца предыдущего ряда (фиг.9), затем кольца предыдущего ряда освобождаются из зажимов (фиг.10) и включается головка 4, которая формирует следующий ряд колец (фиг.11) и т.д,Применение предлагаемого способа при изготовлении кольчужного полотна с использованием предлагаемого устройства повышает производительность труда в результате полной автоматизации, позволяет значительно снизить трудозатраты и трудоемкость изготовления,Формула изобретеия1, Способ изготовления кольчужного полотна, включающий формирование витков проволочной спирали, разрезание спирали на отдельные витки, сборку их в полотно и формирование колец с соединением концов, о т л и ч а ю щ и й с я тем, что, с целью повышения производительности, сборку полотна из колец осуществляют одновременно с формированием витков проволочной спирали, которую перемещают вдоль ряда зажимов, последовательно фиксируют в них каждый виток, отрезают, обжимают и сваривают их концы, затем производят формирование следующей спирали, ориентируют каждый виток в зажимах в плоскости, перпендикулярной плоскости ориентирования ранее изготовленных колец, последовательно заводят каждый виток в два соседних кольца предыдущего ряда, последовательно отрезают, обжимают и сваривают каждый виток, после скрепления колец первого ряда кольцами второго ряда повторяют описанные выше операции, причем размещают очередной ряд витков в плоскости, перпендикулярной плоскости ориентирования колец предыдущего ряда,2. Устройство для изготовления кольчужного полотна, содержащее станину, установленные на ней посредством направляющих рабочие органы, привод перемещения рабочих органов по направляющим, механизмы фиксации проволочных спиралей, разрезания и сварки концов витков, отл и ча ю щ ее с я тем, что рабочие органы выполнены в виде двух сборочныхголовок, ориентированных во взаимно перпендикулярных плоскостях, каждая из которых состоит из открытого с торца цилиндрического корпуса с внутренней винтовой нарезкой, установленной в корпусе с возможностью вращения приводной оправки, выполненного на линии нарезки корпуса окна и смонтированного в окне прижимного ролика, установленного с возможностью взаимодействия с оправкой, каждая головка снабжена также механизмом обжатия, который выполнен в виде двух подвижных электродов для контактной сварки концов каж.дого витка, а механизм фиксации витков выполнен в виде двух гребенок, размещенных в плоскости перемещения каждой головки 5 под углом к ее продольной оси таким образом, что этот угол равен углу подьема винтовой линии навиваемой проволочной спирали, и смонтированных на гребенках зажимных губок, которые размещены таким 10 образом, что их шаг равен диаметру кольцакольчужного полотна, при этом привод сборочных головок выполнен шаговым,12 1743669 олини едак Тираж Подписноеударственного комитета по изобретениям и открытиям при ГКТ СССР113035, Москва, Ж, Раушская наб., 4/5 атент". г. у од, ул,Гагарина, 101 Производственно-издательский комбин аказ 2147 ВНИИПИ Состав Техред ль В, БужинскийМоргентал Корректор Г. Палий
СмотретьЗаявка
4480169, 05.09.1988
ПРОЕКТНО-КОНСТРУКТОРСКОЕ БЮРО ПРОИЗВОДСТВЕННОГО ОБЪЕДИНЕНИЯ "ЭЛЕКТРОПРИБОР"
ЮЖАКОВ АЛЕКСАНДР ВЛАДИМИРОВИЧ
МПК / Метки
МПК: B21F 31/00
Метки: кольчужного, полотна
Опубликовано: 30.06.1992
Код ссылки
<a href="https://patents.su/6-1743669-sposob-izgotovleniya-kolchuzhnogo-polotna-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления кольчужного полотна и устройство для его осуществления</a>
Прибор для определения суммарной ширины поздней древесины в ряде годичных колец

Номер патента: 54873
Опубликовано: 01.01.1939
Автор: Рожков
Метки: годичных, древесины, колец, поздней, прибор, ряде, суммарной, ширины
...вращением колеса 22. Чечевица лупы 70 помещена в обойму с кремальерой 8, дающей возможность наведения лупы на фокус. Под лупой на расстоянии около 2 - 3 люм от объекта наблюдений помещается стекло в рамке 38 с нанесенным пересечением нитей (индексом), Рамочка 38 стекла прикреплена ножкой к обойме лупы. Захваты А и Б надеваются на линейку 7 прибора в тех случаях, когда объект настолько узок, что линейка не может быть поставлена на него ножками 34. Если же наблюдения должны производиться при вертикальном (висячем) положении прибора, то надевается только один захват, на который насаживается крючок В.Когда стопорный винт 14 движка 2будет освобожден, то оба сопряженных движка 2 и 3 с прикрепленной к первому из них шкалой 20 и ко...
Способ разрезания цилиндрической спирали на кольца

Номер патента: 1055021
Опубликовано: 07.02.1988
Авторы: Горбулев, Немец, Парыгин, Пышкина
МПК: B23H 9/00
Метки: кольца, разрезания, спирали, цилиндрической
...цель достигаетсятем, что раэрезку спирали на кольцапроизводят одновременно с непрерывной подачей ее в зону резания в состоянии, разжатом радиально по гильзекалибру и сжатом в осевом направлении, посредством обкатывания спиралипо торцу головкой с вращающимися роликами на входе в гильзу-калибр,40На чертеже схематично представленвращающийся отрезной круг-электрод 1,введенный в паз неподвижной гильзыкалибра 2, подключенной к положительному полюсу источника питания и че 45рез которую к спирали 3 подводитсяток.Цилиндрическая спираль 3 обкатывается по торцу головкой 4 с тремя вращающимися роликами 5. Слева к гильзе50прикреплен лоток 6.Разрезку цилиндрической спиралина кольца производят в следующей технологической...
Защитное кольчужное полотно из армированной пластмассы

Номер патента: 1816956
Опубликовано: 23.05.1993
Авторы: Кузнецов, Прошкова, Сергеев
МПК: F41H 1/02
Метки: армированной, защитное, кольчужное, пластмассы, полотно
...защитных охватывающих элементов 6 на цилиндрическую оправку расчетного диаметра производят намотку в виде трубы тканым АПМ, отверждают на оправке и толь- З 5 ко после этого снимают с нее и разрезают на отдельные элементы, Диаметр оправки должен быть больше гипотенузы прямоугольного треугольника, катеты которого равны сторонам О-образного элемента Я и 40 В, Наружный диаметр защитного элемента 6 равен шагу ряда т. Высота Н 1 защитного элемента 6 равна высоте О-образного элемента Н за вычетом 2 толщин дугообразных участков О-образного элемента. Для изго товления коробчатых защитных элементов 7 на квадратную оправку с расчетной стороной квадрата наматывается тканый АПМ, обжимается со всех сторон под прессом и проходит полимеризацию с...
Способ измерения ширины годичных колец деревьев в плоскости поперечного сечения ствола
Номер патента: 1060926
Опубликовано: 15.12.1983
Авторы: Кайрюкштис, Русецкас
МПК: G01B 5/02
Метки: годичных, деревьев, колец, плоскости, поперечного, сечения, ствола, ширины
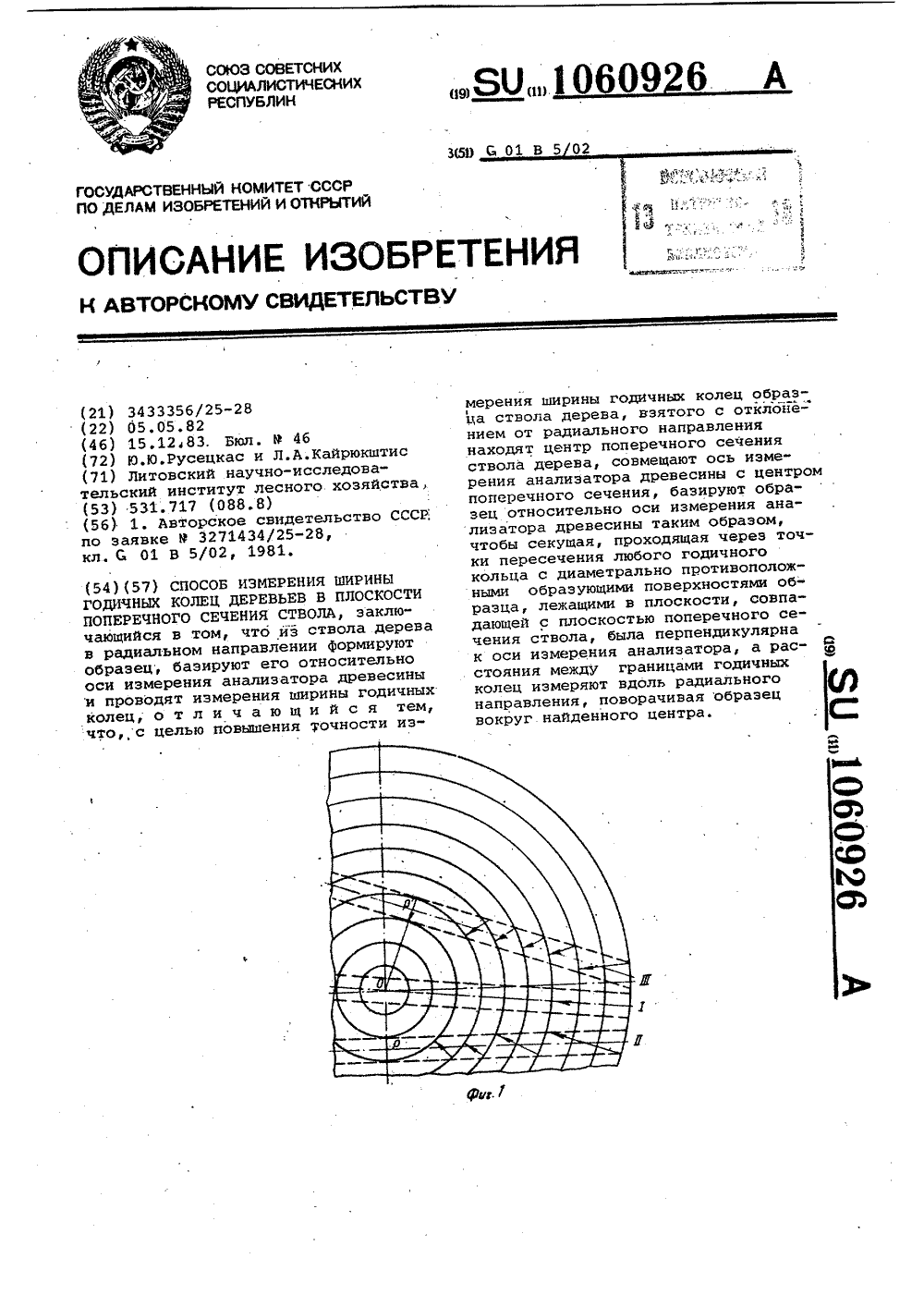
...плоскости поперечного сечения ствола,заключающемуся в том, что из стволадерева в радиальном направлении формируют образец, базируют его относительно оси измерения анализаторадревесины и проводят измерения ширины годичных колец, находят центрпоперечного сечения ствола дерева,совмещают ось измерения анализаторадревесины с центром поперечного сечения, базируют образец относительно оси измерения анализатора древесины таким образом, чтобы секущая,проходящая через точки пересечениялюбого годичного кольца с диаметрально противоположными образующимиповерхности образца, лежащими в плоскости, совпадающей с плоскостью поперечйого сечения ствола, былаперпендикулярна к оси измерения анализатора, а.расстояния между границами годичных колец измеряют...
Уплотнительное кольцо соединительной головки тормозного рукава

Номер патента: 79903
Опубликовано: 01.01.1949
Авторы: Агафонов, Бородин, Крутицкий, Лодзин, Петров
МПК: B60T 17/04, F16L 17/06
Метки: головки, кольцо, рукава, соединительной, тормозного, уплотнительное
...недостатков и увели. чение надежности удержания в ручье головки кольца второго типа, С этой целью внешняя поверхность предлагаемого кольца выполнена конической, соответствующей внутРеипог 1 ПОВЕРХНОСТИ РУЧЬ 51 ГОЧОВКП, а внутренняя его поверхность выполнена с ко 11 усностью, превышающей конусиость наружной поверхности.На фиг.изображена в разрезе соеди 111 тельная голОВка рукаВа; на фиг, 2 показано предлагаемое кольцо соед 11 нительной головк; 1;Ольцо на чертеже изооражено В масштаое, несколько:.ревышаюшем масштаб черте;ка соединительной головки).Обозн 11 ченная на фиг. 2 грань а одной из полок кольца обращена наружу и служит для уплотнения при соединении головок. Полка б служит для удержания кольца в ручье головки. Как видно из...
Предыдущий патент: Способ изготовления двухслойных трубчатых изделий
Следующий патент: Устройство для навивки пружин
Случайный патент: Устройство для передачи энергии