Устройство для штабелирования и разборки штабеля листовых изделий
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
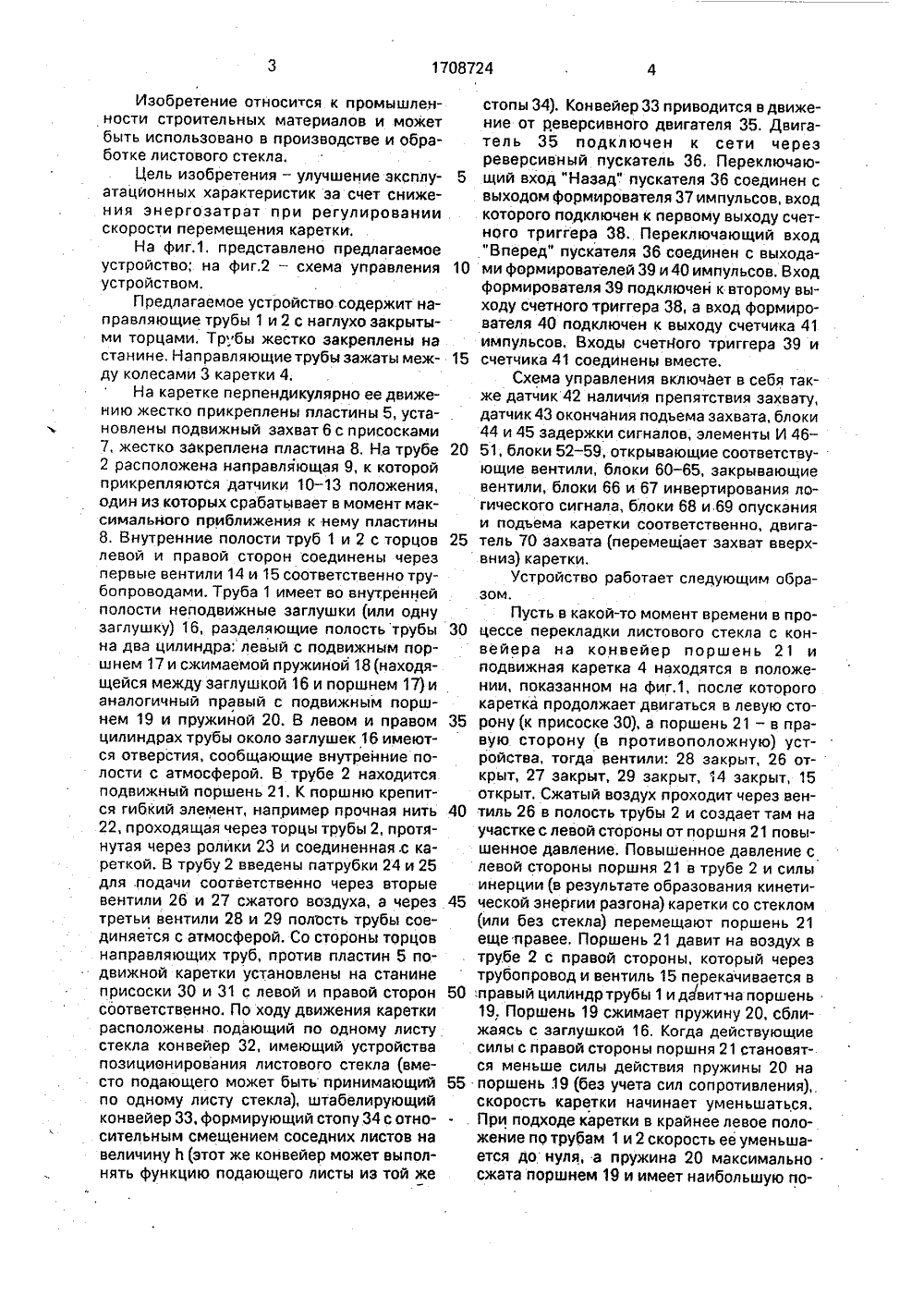
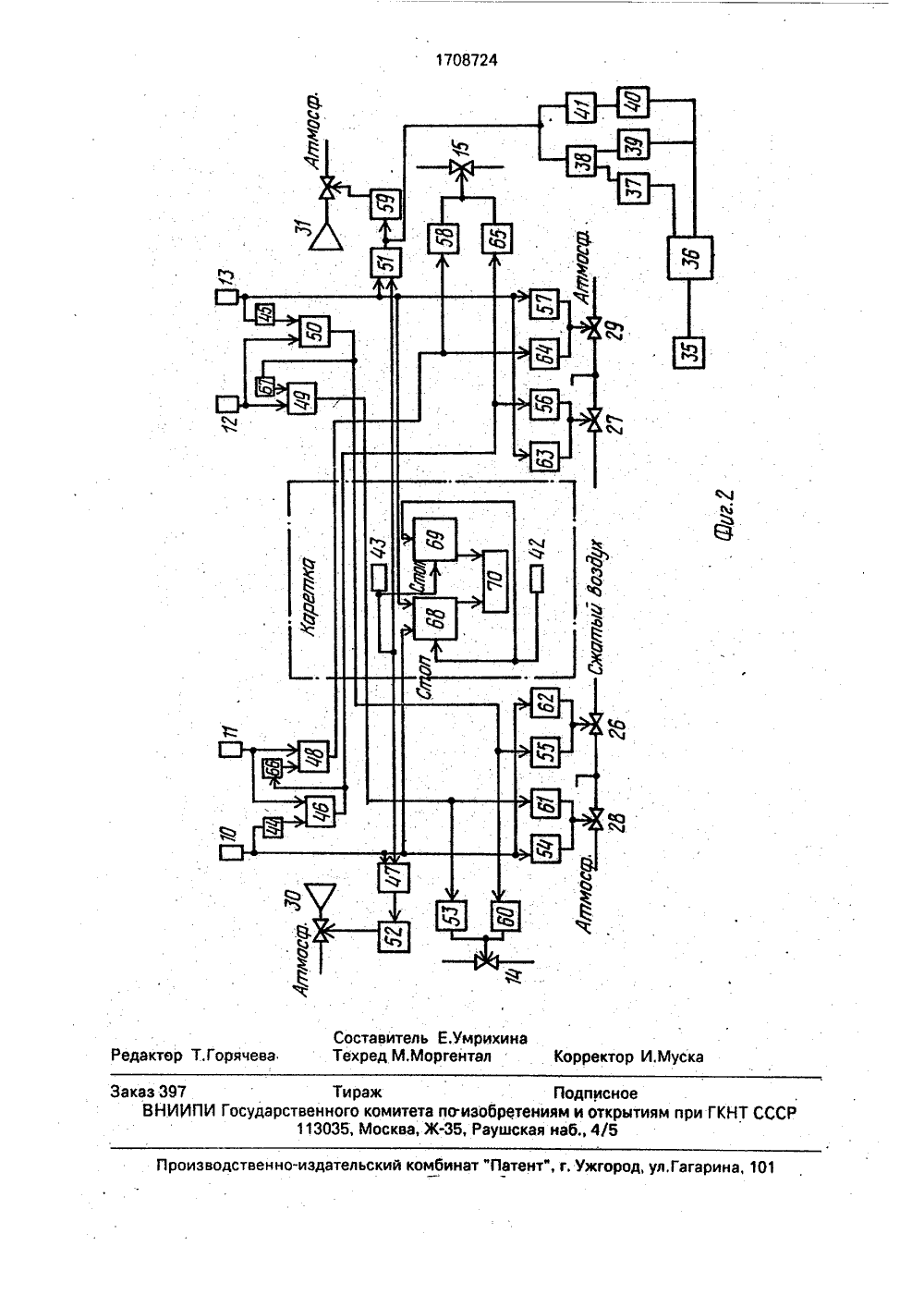
.Пфефер ССРО. ТАБЕЛИ РОВАЯ ЛИСТОВЫХ О ОСУДАРСТВЕННЫЙ КОМИТЕТО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМРИ ГКНТ СССР К АВТОРСКОМУ СВИДЕТЕЛЬСТВ(71) Государственный научнотельский институт стекла(56) Авторское свидетельство СМ 367016, кл. В 65 6 57/04, 197(54) УСТРОЙСТВО ДЛЯ ШНИЯ И РАЗБОРКИ ШТАБЕЛИЗДЕЛИЙ(57) Изобретение относится к промышленности строительных материалов. Цель изобретения - улучшение эксплуатационных характеристик за счет снижения энергозатрат при регулировании скорости перемещения каретки. Устройство для штабелирования и разборки штабелей листового стекла содержит направляющие, на которых установлена каретка с присосками на подвижном схвате, подающий (принимающий) листовое стекло и штабелирующий (подающий для разборки штабеля) конвейеры. Направляющие выполнены в виде двух параллельно установленных труб 1 и 2 с наглухо закрытыми торцами, около которых (или с торцов) введены трубопроводы с вен-тилями 14 и 15, соединяющие концы соседних труб с одной и с другой стороны соответственно, при этом труба 2 - пневмопривод каретки, труба 1 - накопитель энергии. В качестве штабелирующего установлен конвейер с реверсивным двигателем, Каретка 4 связана с поршнем 21 пневмопривода с помощью двух нитей, первые концы которых соединяются с противоположными сторонами поршня, а нити проходят через противоположные торцы пневмопривода, блоки и соединяются вторыми концами с кареткой. В трубе 2 с одной и с другой сторон от центра по длине установлены патрубки 24 и 25 для подачи сжатого воздуха, а также для сообщения внутренней полости трубы с атмосферой. Полость трубы 1 разделяется заглушкой 16 (или двумя) на два цилиндра, в которых около заглушек имеются отверстия для соединения с атмосферой. По ходудвижения каретки расположены датчики регистрацииее положения и управления устройством, первый - для опускания захвата и соединения полости привода с атмосферой, второй - для подключения режима накопления энергии или ис- Б пользования накопленной энергии в цилиндре второй трубы, третий - для подключения режима накопления энергии или использования накопленной энергии во второй трубе в другом цилиндре, четвертый - для опускания схвата и соединения полос%в привода с атмосферой. Система управления д реверсивным двигателем штабелирующего конвейера содержит счетный триггер и счетчик импульсов с общим для обоих входом, причем первый выход счетного триггера при ф этом соединен с входом первого формиро- Ч вателя коротких прямоугольных импульсов, Я выход которого соединен с входом "Назад" фь пускателя реверсивного двигателя, а второй выход счетного триггера соединен с входом второго формирователя, выход которого соединен с входом "Вперед" пус-. кателя реверсивного двигателя и выходом третьего формирователя длительных прямоугольных импульсов, вход которого соединен с выходом счетчика импульсов, 2 ил.Изобретение относится к промышленности строительных материалов и может быть использовано в производстве и обработке листового стекла.Цель изобретения - улучшение эксплуатационных характеристик за счет снижения энергозатрат при регулировании скорости перемещения каретки,На фиг,1, представлено предлагаемое устройство; на фиг.2 - схема управления устройством.Предлагаемое устройство содержит направляющие трубы 1 и 2 с наглухо закрытыми торцами. Тр,бы жестко закреплены на станине. Направляющие трубы зажаты между колесами 3 каретки 4.На каретке перпендикулярно ее движению жестко прикреплены пластины 5, установлены подвижный захват 6 с присосками 7, жестко закреплена пластина 8, На трубе 2 расположена направляющая 9, к которой прикрепляются датчики 10 - 13 положения, один из которых срабатывает в момент максимального приближения к нему пластины 8. Внутренние полости труб 1 и 2 с торцов левой и правой сторон соединены через первые вентили 14 и 15 соответственно трубопроводами. Труба 1 имеет во внутренней полости неподвижные заглушки (или одну заглушку) 16, разделяющие полость трубы на два цилиндра; левый с подвижным поршнем 17 и сжимаемой пружиной 18 (находящейся между заглушкой 16 и поршнем 17) и аналогичный правый с подвижным поршнем 19 и пружийой 20. В левом и правом цилиндрах трубы около заглушек 16 имеются отверстия, сообщающие внутренние полости с атмосферой, В трубе 2 находится подвижный поршень 21, К поршню крепится гибкий элемент, например прочная нить 22, проходящая через торцы трубы 2, протянутая через ролики 23 и соединенная.с кареткой. В трубу 2 введены патрубки 24 и 25 для .подачи соответственно через вторые вентили 26 и 27 сжатого воздуха, а через третьи вентили 28 и 29 полость трубы соединяется с атмосферой. Со стороны торцов направляющих труб, против пластин 5 подвижной каретки установлены на станине присоски 30 и 31 с левой и правой сторон соответственно. По ходу движения каретки расположены подающий по одному листу стекла конвейер 32, имеющий устройства позиционирования листового стекла (вместо подающего может быть принимающий по одному листу стекла), штабелирующий конвейер 33, формирующий стопу 34 с относительным смещением соседних листов на величину и (этот же конвейер может выполнять функцию подающего листы из той жеучастке с левой стороны от поршня 21 повышенное давление. Повышенное давление с левой стороны поршня 21 в трубе 2 и силы инерции (в результате образования кинети ческой энергии разгона) каретки со стеклом(или без стекла) перемещают поршень 21 еще правее. Поршень 21 давит на воздух в трубе 2 с правой стороны, который через трубопровод и вентиль 15 перекачивается в 50:правый цилиндр трубы 1 и давит на поршень/19, Поршень 19 сжимает пружину 20, сближаясь с заглушкой 16, Когда действующие силы с правой стороны поршня 21 становятся меньше силы действия пружины 20 на 55 поршень 19 (беэ учета сил сопротивления),.скорость каретки начинает уменьшаться.. При подходе каретки в крайнее левое положение по трубам 1 и 2 скорость ее уменьшается до нуля, а пружина 20 максимально сжата поршнем 19 и имеет наибольшую по 10152030 35 40 стопы 34). Конвейер 33 приводится в движение от реверсивного двигателя 35. Двигатель 35 подключен к сети черезреверсивный пускатель 36. Переключающий вход "Назад" .пускателя 36 соединен с выходом формирователя 37 импульсов, входкоторого подключен к первому выходу счетного триггера 38. Переключающий вход "Вперед" пускателя 36 соединен с выходами формирователей 39 и 40 импульсов. Входформирователя 39 подключен к второму выходу счетного триггера 38, а вход формирователя 40 подключен к выходу счетчика 41 импульсов, Входы счетного триггера 39 исчетчика 41 соединены вместе, Схема управления включает в себя также датчик 42 наличия препятствия захвату, датчик 43 окончания подъема захвата, блоки44 и 45 задержки сигналов, элементы И 46- 51, блоки 52 - 59, открывающие соответствующие вентили, блоки 60 - 65, закрывающие вентили, блоки 66 и 67 инвертирования логического сигнала, блоки 68 и 69 опускания и подъема каретки соответственно, двигатель 70 захвата (перемещает захват вверхвниз) каретки,Устройство работает следующим образом.Пусть в какой-то момент времени в процессе перекладки листового стекла с конвейера на конвейер поршень 21 и подвижная каретка 4 находятся в положении, показанном на фиг,1, после которого каретка продолжает двигаться в левую сторону (к присоске 30), а поршень 21 - в правую сторону (в противоположную) устройства, тогда вентили: 28 закрыт, 26 открыт, 27 закрыт, 29 закрыт, 14 закрыт, 15 открыт. Сжатый воздух проходит через вентиль 26 в полость трубы 2 и создает там натенциальнуюю энергию. Режим накопления дящий по пневмопроводу с вентилем 14,и в и авом илиндре заканчивается. воздействует на поршень 17, перемещ ая егок загл шке 16. За счет этого сжимаВ крайнем левом положении каретки ее пла- вправо к заглушке . а,стина 5 касается присоски и т30 ита фиксирует ется пружина 18 и в ней накапливается пов т) ка етк, в тоже время пласти- тенциальная энергия. Противодействиена 8 максимально приближается к датчику 5 пружины 18 созд длает заме ение скорости10, который выдает сигнал положения ка- каретки, напрнап авленной вп аво. В некоторретки на включение через локблок 68 привода рый момент времени скорость каретки падаопускания захвата до момента срабатыва- ет до у, рун ля и жина накапливаетния атчика 42 наличия препятствия захва- максимальную потенциальную энергию,( нализиру- приближается к датчику 13 положения. Реет датчик 42) захват поднимается42) имается до опре- жим накопления энергии в левом цилиндределенного уровня (уровня т( я транспор- трубы 2 заканчивается, Датчик 13 выдаеттирования стекла к стопе или от ст пили от стопы) 15 сигнал на привод опускания захвата; на заи отк ытие вентиля 293 пр ается команда, например от крытие вентиля 27 и открытие вентилядатчика 43 окончания подъема захвата, на (сообщающего внутреннюю по ос рукой 30 пластины 5 карет- атмосферой). После опускания захвата доотпускание присоскои пластиничия и епятстки. Теперь каретку ничего нго не держит. Начи- срабатывания датчика 42 наличия прнается режим использования накоплкопленной 20 вия захвату присоски 7 отпускают листовое. П жина 20 раз- стекло и захват снова поднимается до уровжимается, воздеиствуя нв я на поршень 19. (пе- ня транспортирования стекла.ремещает). сво). В ю очередь поршень 19 . Перенесенное листовое стекло с кон 13 . От атчикачерез воздух, проходящии по пно пневмопрово- вейера 32 остается на стопе 34. О д15 ейств ет на правую 25 окончания подъема захвата подается сигналду с вентилем , воздеиству тг т лем конвейсторону поршня, пе21 ремещая последний . на систему управления двигатели коман а навлево. связи с чем к. В аретка движется в ера 33, формирующего стопу, и ды 5 ка етправую сторону к стопе . н34. Энергия накоп- отпускание присоской 31 пластины рленная вцилиндрахтру ы, расх дбы 1 асходуется не ки, Начинается режим использования энертолько на ин перемещение частей устройства, 30 гии левого цилиндра. ружиная пе еме ая по шень 17 влер одоление сопротивления тру- разжимается, и р щ рщихся деталей. Кроме того, между подвиж- во. Каретка двигается в, рлево а по шень 21и илин ов т уб 1 и 2 вправо, Когда поршень 21 доходит до патнеиз ежен пр об ос с воздуха, Поэтому карет- рубка 24, пластина 8 каретки мак иет ый вы аетка, двигаясь вправо, не можетет без посторон приближается к датчику 12, котор дней дополнительнои силы пееремещаться до команду на открытие вентиля 26 и закрытиевентиля 14. Происходит окончание режим аправого крайнего положения (до касанияприсоски 31 с пластинои каре5 каретки), Такая использования энергии. левого цилиндра.бп с паетдополнительная сила создаетсяется за счет под- Сжатый воздух через вентиль 26 поступбы 2 с и авой стороны в 40 в полость трубы 2 и воздействует на левуюачи в полость тру ы с правоишень 21 и одолжабок 25 сжатого воздуха. Сжатый воз- сторону поршня 21, Поршень рпатру ок сжатдух подается открытием вентиля 27, Коман- ет перемещме аться вп аво. Когда поршень 21рда на открытие вентиля по27 поступает от доходит патрубка 25, пластина 8 кареткидатчика 11 положения в мов момент прохожде- максимально приближается к датчикун на ак ыния около него пластины каре к .8 каретки. Одно тот срабатывает, выдавая команду н з ртиля 15.временно от датчика и11 подается команда тие вентиля 29 и открытие вентиляния эне гии15 не опуская про- Начинается режим накопления э рна закрытие вентиля , не д уе. По шень 21 продолжаникновения сжатого воздуха в правый ци- в правом цилиндре. оршеньт бы 1. Так заканчивается режим ет перемещаться вправо, а рка етка оказывалиндр тру ы . акиспользования накопленной энергии в пра ется в полож, рении изоб аженном на фиг.1.Именно с этого положения начинается опивом цилиндре трубы 1.,йства поэтом дальшеПоршень 21 движется влево, Когда пор- сание работы устроиства, у дшень проходит мимо патрубка 24 врезки все повторяется.ЗЗФо ми ование стопы на конвейереподачисжатого воздуха, пластина 8 макси- р рмально при лижб ена к датчику 12 положе происходит с помощью переключения рения, который выдает сигнал на на закрытие версивного двигателя 35, После у аднимается о вняв нтиля 28 и отк ытие вентиля 14, Начина- ста в стопу схват поднимается до уроется режим накопления энергии в левом транспор рнспо ти ования стекла, срабатываетцилиндре, оршень че,П 21 рез воздух, прохо- .датчик окончания подъема схвата и выдаетсигнал (означающий, что стекло положено) на вход системц управления двигателем конвейера, формирующего стопу. Сигнал одновременно попадает на вход счетного триггера 38 и вход счетчика импульсов 41, Счетный триггер имеет два выхода. На первом выходе появляется импульс, если на входе счетного триггера нечетный по счету импульс, а на втором выходе появляется импульс, если на входе счетный импульс. Импульсы от выходов счетного триггера поступают на входы формирователей 37 и 39 импульсов, Счетчик импульсов считает ко 10 личество импульсов (количество листов стекла), поступающих на его вход. После заданного количества листов, уложенных в стопу, на выходе счетчика импульсов появляется импульс, Этот импульс поступает на вход формирователя 40 импульсов. Формирователи импульсов (одновибраторы) формируют прямоугольный импульс определенной длительности. Таким образом импульс от счетного триггера на первом или втором выходе и импульс на выходе счетчи 20 25 ка импульсов формируются на выходах формирователей в прямоугольные импульсы и поступают на входы пускателя 36 реверсивного двигателя 35, Прямоугольный импульс на время длительности прямоугольного импульса, Прямоугольный импульс от формирователя 39 включает двигатель пускателем по входу "Вперед" на время длительности своего прямоугольного импульса, Сформированный прямоугольный импульс форми 35 рователем 40 включает двигатель пускателем по входу "Вперед". Длительность импульсов на выходах формировате 40 лей 37 и 39 одинакова, Длительность импульсов на выходе формирователя 40 намного больше:длительности импульсов на выходах формирователей 37 и 39. При поступлении импульса на вход "Назад" пускателя от Формирователя 37 двигатель 35 45 включается и перемещает стопу 34 на конвейере 33 назад на расстояние й (см. Фиг.1),зависимое от времени работы двигателя, задаваемое временем длительности импульсов на входе пускателя. Импульс от 50 формирователя 39 перемещает стопу так же на расстояние и, но вперед, реверсируя двигатель. Импульс от формирователя 40 включает конвейер вперед и удаляет набранную стопу из зоны Формирования новой стопы. 55Если производится разборка стопы, то импульс от формирователя 40 включает конвейер назад и подает новую стопу в зону ее разборки устройством, а импульсы от формирователем 37 и .39 центрируют верхний от формирователя 37 включает реверсивный двигатель пускателем по входу "Назад" 30 лист стекла стопы по схвату путем перемещения стопы на расстояние Ь.Сформированная стопа 34 представляет собой стопу со смещенными относительно друг друга соседними листами стекла,создавая в каждом листе часть ее, свободновисящую в воздухе. Такая стопа формируется для уменьшения площади соприкосновения листов в стопе;В результате исследования залипаниямежду стеклами были найдены зависимоститрех переменных: Я - площади соприкосновения поверхностей листовых стекол,Рсх. - сила залипания между сухими поверхностями стекол, т - время отрыва стекол:Гсух. =16,12 Я 1/1,Эмпирическая формула для определения Гух проверяется в интервале времений - 0,01-0,1 с с площадями соприкоснове-ния листовых стекол Я = 0,01-1 м . Погреш 2ность нахождения Ру по Формуле непревышает 15.Сила эалипания между влажными стеклами (например после моечных машин) характеризуются формулойРвл = 19,49.Эмпирическая формула для определения Евл проверяется в интервалевремени т= 0,1-500 с с площадями соприкосновениялистовых стекол Я = 0,01 - 1 м . Погрешность2вычисления Рвл по формуле не превышает35. Из найденных закономернбстей следует, чем меньше площадь соприкосновения между листами стекла в стопе, темменьше нужно приложить усилие для отрыва верхнего стекла от стопы за определенный промежуток времени. Кроме того,висящий конец верхнего листа создает крутящий момент сил вокруг торца листовогостекла, находящегося под ним. Например,можно подобрать такое большое значениеЬкр (критическое смещение, фиг,1), что верхний лист стекла самопроизвольно за счетэтого крутящего момента опрокидывается вправую сторону, т.е. верхнее стекло в стопебез посторонней силы отлипает от нижнего,Стопа в устройстве формируется с условиемотсутствия опрокидывания верхнего листа встопе, т,е. йЬк, с созданием крутящегомомента сил, которое приводит к дополнительному уменьшению сил залипания.8 связи с тем, что перекладка листовогостекла производится или с конвейера 32 встопу 34, или из стопы 34 на конвейер 32, тосхват переносит листовое стекло только водну сторону, что создает некоторую асимметрию в работе каретки, приводов и накопителей энергии. Чтобы при такой работечстройства каретка останавливалась точнооколо присосок 30 и 31, необходимо аси-. мметрично расположить заглушки 16 относительно поперечной симметричной оси направляющих труб.При высоких скоростях каретки ее точная и надежная фиксация в позициях взятия и укладки стекла обеспечивается фиксирующими присосками 30 и 31. Формула изобретения 10 Устройство для штабелирования и раз. борки штабеля листовых изделий, преимущественно стекла, содержащее раму с горизонтальными направляющими, на которых установлена каретка, несущая смонти рованные с возможностью вертикального перемещения захваты, привод перемещения.каретки и ограничители ее хода, о т л ич а ю щ е е с я тем, что, с целью улучшения эксплуатационных характеристик за счет 20 снижения энергозатрат при регулировании скорости перемещения каретки, горизонтальные направляющие представляют собой параллельно уложенные трубы с наглухо закрытыми торцами, в средней ча сти первой из которых стационарно установлены заглушка и подпружиненные относительно нее пружинами сжатия поршни, а во второй - поршень, закрепленный на пропущенном через торцы упомянутой трубы и закрепленном концами на противоположных сторонах каретки гибком элементе, при этом в торцы труб врезаны сообщающие их полости трубопроводы с первыми вентилями, в боковую поверхность второйтрубы со смещением к ее концевым участкам врезаны два патрубка, сообщающиеся каждый через соответствующие вторые вентили с источником сжатого воздуха и через третьи соответствующие вентили с атмосферой, а на раме вдоль одной из труб с возможностью контактирования с закрепленным на каретке щупом установлены датчики положения каретки, одни из которых, установленные у одного. и другого торцов трубы, включены в цепи управления опусканием захвата, закрытием вторых вентилей и открытием третьих вентилей, а установленные между первыми датчиками два других датчика включены соответственно один - в цепь управления закрытием и открытием одного из первых вентилей, закрытием одного из третьих вентилей и открытием одного из вторых вентилей, а другой - в цепь управления закрытием другого из третьих вентилей, закрытием и открытием другого из первых вентилей и открытием другого из вторых вентилей,.Горяче ак нно-издательский комбинат "Петен жгород, ул. Гагарина, 101 изво Заказ 397 Тираж ВНИИПИ Государственного комитета поизо 113035, Москва, Ж, РаПодписноетениям и открытиям при ГКНТ СССРкая наб 4/5
СмотретьЗаявка
4619009, 14.12.1988
ГОСУДАРСТВЕННЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ СТЕКЛА
ТИХОНОВ ВИКТОР АЛЕКСЕЕВИЧ, МАНЕВИЧ ВАДИМ ЕФИМОВИЧ, КЛИМОВ МИХАИЛ МАКСИМОВИЧ, СЕМЕНОВ АЛЕКСАНДР ВИТАЛЬЕВИЧ, КРАМЕР ГАРРИ ЕВГЕНЬЕВИЧ, ПФЕФЕР ВАДИМ НИКОЛАЕВИЧ
МПК / Метки
МПК: B65G 57/04, B65G 60/00, B65H 5/08
Метки: листовых, разборки, штабелирования, штабеля
Опубликовано: 30.01.1992
Код ссылки
<a href="https://patents.su/6-1708724-ustrojjstvo-dlya-shtabelirovaniya-i-razborki-shtabelya-listovykh-izdelijj.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для штабелирования и разборки штабеля листовых изделий</a>
Устройство для поверки электромагнитных счетчиков импульсов

Номер патента: 741206
Опубликовано: 15.06.1980
Автор: Гладков
МПК: G01R 29/02, H03K 5/19
Метки: импульсов, поверки, счетчиков, электромагнитных
...следования, поступающие на один из входов селектора 6. Устройство для поверки электромагнитных счетчиков начинает работать при нажатии кнопки Пуск, в результате чего срабатывает триггер 15 7 управления, имеющий два устойчивых состояния, и открывает селектор через другой иэ его входов. С выхода селектора инвертированные запускающие импульсы через переключатель 8 рода 20 работ формирователя 3 импульсов выполненного на базе ждущего мультивибратора с эмиттерной связью, Выходные импульсы формирователя подсчитываются образцовым счетчиком 11 и одновременно через выходной усилитель 4, где происходит их усиление до необходимой для поверки амплитуды, поступают на поверяемый счетчик 12. Измеритель 10 амплитуды сравнивает амплитуды импульсов...
Устройство для передвижения каретки со стеклом

Номер патента: 484192
Опубликовано: 15.09.1975
Автор: Чалов
МПК: C03B 35/00
Метки: каретки, передвижения, стеклом
...наз 0 правлении. Каретка входит в камеру А, вэтот момент от датчика положения, расположенного на цепи 19, срабатывает электро- пневматический кран, вилка 21 переводит полумуфту 16 в зацепление с полумуфтой 18, и каретка качается в течение всего времени закалки (поряда 40 сек.). Далее от реле времени электропневматический кран ставится в прежнее положение. Происходит обратное переключение муфты 16, и каретка с готовым изделием выкатывается в исходное положение, Рабочий цикл закончен,Особенность работы и переключения полу- муфт 16, 17 и 18 состоит в том, что полумуфты 17 и 18 всегда находятся в движении, полумуфта 17 имеет постоянную угловую скорость, а полумуфта 18 совершает возвратное вращательное движение (ее угловая скорость...
Устройство для передвижения каретки со стеклом

Номер патента: 948908
Опубликовано: 07.08.1982
Авторы: Зверева, Лотонин, Субботин, Чалов
МПК: C03B 35/00
Метки: каретки, передвижения, стеклом
...сторон связана с тяговымицепями 20 привода посредством тяг 21.Центральная полумуфта 17 переключаетсявилкой 22 с пневмоприводом, Полумуфта19 соединена с кривошипом шатуна 23. 4 ОУстройство работает следующим образом.В исходном положении на каретку 4 кладется стекло и включается электродвигатель 6, Одновременно поднимается ши 45 бер 2 и каретка загоняется в печь 1. Движение передается через колеса 9 и 12, полумуфты 17 и 18, вал 11, колеса 13, цепи 20 и тяги 21, По окончании моллирования стекла в печи автоматически включается электродвигатель 6 в об 50 ратном направлении. Каретка 4 входит в обдувочную камеру, в этот момент от датчика положения, расположенного на цепи 20, срабатывает электропневматический кран, вилка 22 переводит полумуф-...
Устройство для передвижения каретки со стеклом

Номер патента: 1049442
Опубликовано: 23.10.1983
Автор: Чалов
МПК: C03B 35/00
Метки: каретки, передвижения, стеклом
...цепямии тремя попумуфтами, установленнымина вапу с возмоачостью скопьжения,кривошипно-шатунный механизм: и пвезвезцочки, установпенные оцна нац пругойс вертикапьным смещением, отклоняющимучасток тяговой цепи по касательной ктраектории вращения закреппенного натяговой цепи конца тяги вокруг точкиее соецинения с кареткой 2 3,Нецостатком известных устройствявпяется то, что ввецение звезцочек позвопяет нескопько повыстиь нацежностьработы устройства, но попностью исключитьбрак стекпоизцепий оно не позвопяет,так как наличие попумуфт, т. е, цетапей, требующих строгой чистоты обработки, геометрической правипьности и степенитверцости рабочих поверхностей, а такжевысокого качества обслуживания, в томчиспе своевременной очистки и смазывания,...
Устройство для передвижения каретки со стеклом

Номер патента: 1142458
Опубликовано: 28.02.1985
Авторы: Гришин, Иванов, Падеревский, Романов
МПК: C03B 35/00
Метки: каретки, передвижения, стеклом
...качество. Кроме того, тяговые органы с натяжкой звездочкой перегораживают места подхода к каретке, а для переключения полумуФт требуется пневматический привод, что усложняет конструкцию и затрудняет обслуживание устройства.Целью изобретения является повышение качества изделий за счет обеспечения плавного хода и качания ка"ретки со стеклом.Указанная цель достигается тем, что в уст 1 ойстве для передвижения каретки со стеклом, содержащим раму с направляющими путями, транспортно- тяговый механизм с приводом и привод качания каретки с шатуном, привод транспортно-тягового механизма снабжен двойным кривошипом с эксцент. риситетами, соответствующими длинам ходов каретки пальцы которого посредством вилочных разъемных соединений сопряжены с...
Предыдущий патент: Устройство для укладки изделий в пакет
Следующий патент: Устройство для укладки длинномерных изделий в пакет круглого сечения
Случайный патент: Бункерное загрузочное устройство для брусковых заготовок