Способ автоматического регулирования относительного обжатия полосы в прокатном стане и система для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
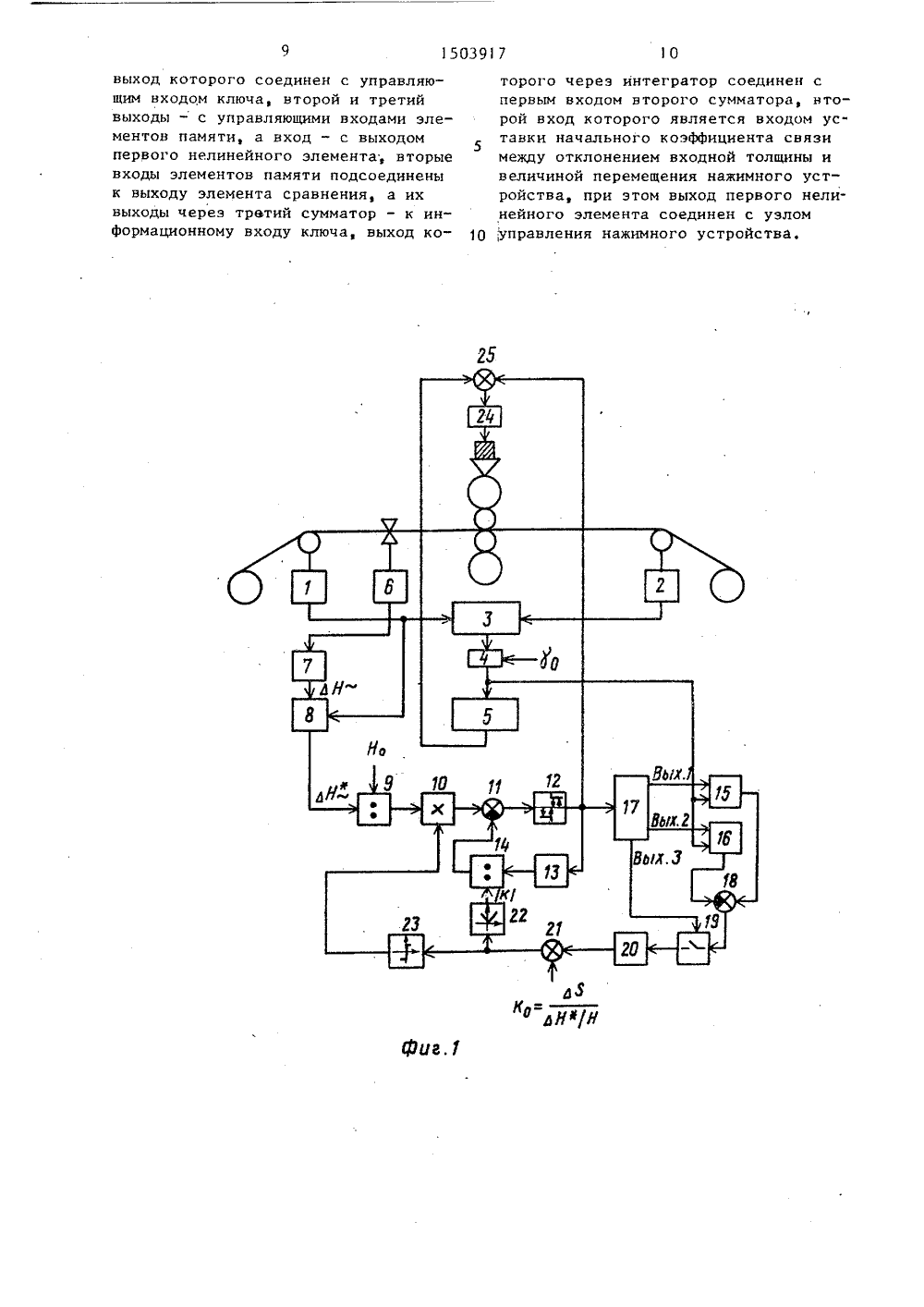
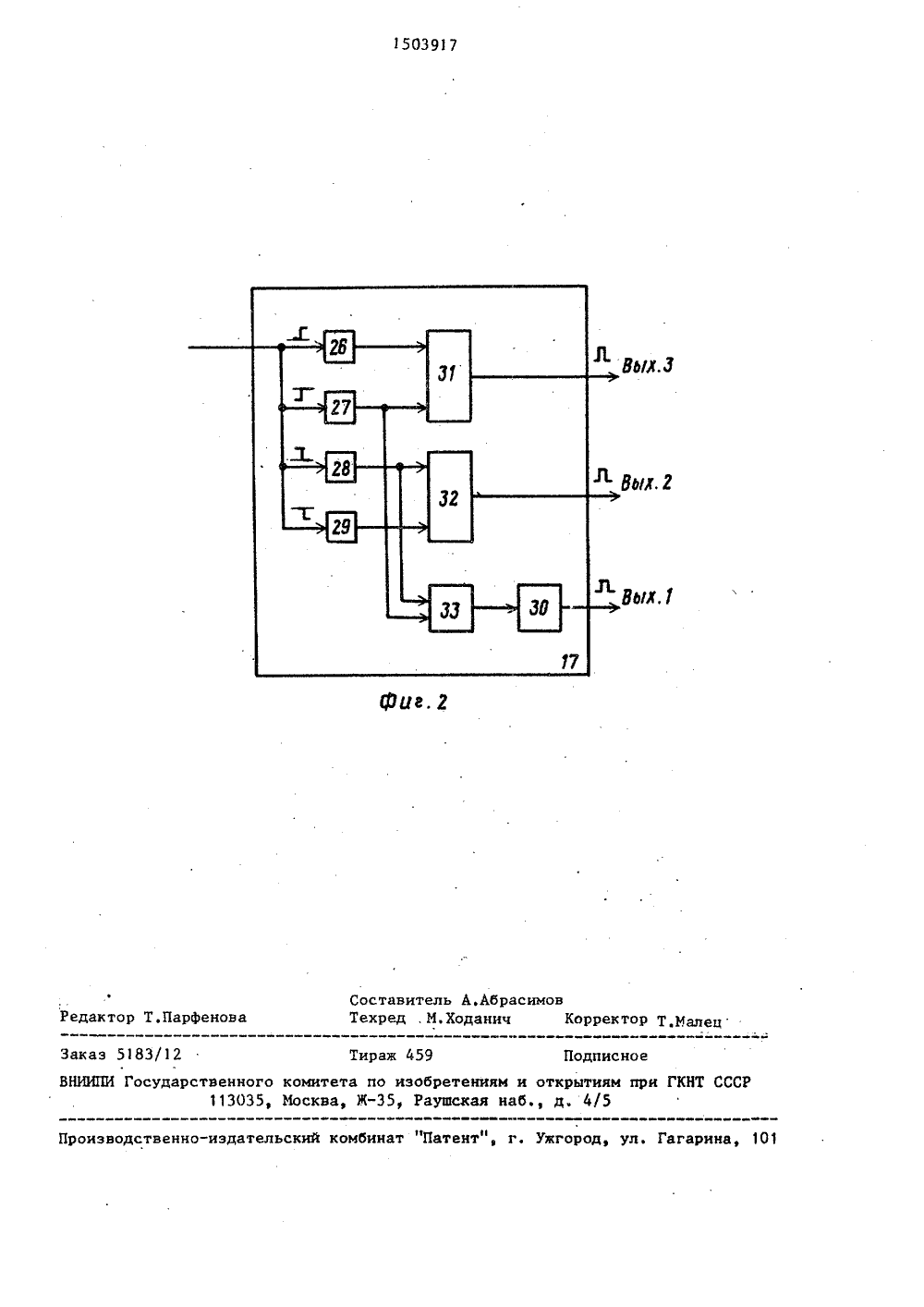
, д."11 ЬО ОПИСАНИЕ ИЗОБРЕТЕН Сыпаче пол едется непретолщины пообжатия (по обретение относит При прокатывное измере втомативходнои лосы и ее относител скоростям полосы н прокатной клети), О тельного обжатия о ны отрабатывается в нажимное устройство быть отработано и и натяжения полосы). но и выходе ние относи вход клон а нои величитвием на клетутем(можетменения аралл н игналов информане выделяют пере и используют ее ного запаэдывани полнительного ия с регулятора ии о вхо о менную со(с учетом Для форми (к сигнал тавл анспо ествания д управле вляется следующим образо ОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИЯМПРИ ГКНТ СССР(56) Авторское свидетельство СССРР 1025473, кл. В 21 В 37/00, 1982.(54) СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ОТНОСИТЕЛЬНОГО ОБЖАТИЯ ПОЛОСЫВ ПРОКАТНОМ СТАНЕ И СИСТЕМА ДЛЯ ЕГООСУЩЕСТВЛЕНИЯ(57) Изобретение предназначено дляиспользования в системах регулирования обжатия на дрессировочных станах, Цель изобретения - повьппениекачества дрессируемой полосы. Относительное обжатие в клети регулируют,зации пр цесса прокатки, а именно крегулированию относительного обжатияполосы в дрессировочных станах листопрокатного производства,Цель изобретения - повьппение качества полосы за счет снижения влияния колебаний. входной толщины на величину обжатия,На фиг,1 представлена структурнаясхема системы регулирования обжатияполосы; на фиг.2 - выполнение формирвателя сигналов управления,Способ автоматического регулирования относительного обжатия осущ воздействуя на нажимное устройствоклети или натяжение полосы по отклонению обжатия от уставки. Дополни"тельно регулируют обжатие по возмущению, компенсируя влияние переменнойсоставляющей разнотолщинности полосьна входе клети на величину обжатияДля этого по изменению входной толщины, взятому с учетом транспортногозапаздывания, и заданному коэффициенту связи между отклонением входнойтолщины и величиной перемещения нажимного устройства Формируют управляющий сигнал на перемещение нажимного устройства, После каждого перемещения укаэанный коэффициент связикорректируют по интегралу разностиотклонений обжатия, заФиксированныхв начальный и конечный моменты перемещения нажимного устройства. 2 с,п,ф - лы, 2 ил.3 150391 обжатия) управляющего сигнала в нажимное устройство клети. При формировании первого дополнительного управляющего импульса эту составляющую берут с некоторым начально заданным коэФфициентом связи между относительным отклонением входной толщины и вед 8личиной обжатия (К = -" -- ). Формиф=й+Й рование каждого последующего управляющего импульса ведут по скорректированному коэффициенту связи К,. Для этого по началу и концу текущего управляющего импульса фиксируют 5 ,(в процессе отработки рассогласова" ;ния) отклонения соответствующих этим моментам результатов измерения относительного обжатия от уставки: Ли д п. 20По интегралу разности зафиксированных значений корректируют коэффи-. циент К , по которому формировался только что отработанный управляющий импульс, и следующий за ним импульс управления формирует уже по этому откорректированному коэффициенту 1 связи. Далее процесс повторяется, обеспечивая регулирование с периодической корректировкой коэФфициента 30 связи между отклонением толщины поло" сы и величиной перемещения нажимного устройства в зависимости от функции (7.р3 п, ) Бяп ну 1где Ч - скорость перемещения на 35Н.зжимного устройства.Использование корреляции между сигналами входной толщины,й обжатия обеспечивает независимость регулирующего воздействия от влияния случайных возмущений.Система, реализующая предлагаемый способ, содержит импульсные датчики 1 и 2 скорости полосы, соединенный с ними измеритель 3 обжатия, элемент45 4 сравнения, на вход уставки которого задана величина обжатиярегулятор 5 обжатия (с воздействием на нажимное устройство клети), измеритель 6 входной толщины полосы с 50 Фильтром 7 верхних частот на выходе и узел 8 сопровождения, подсоединенный входами к выходам датчика 1 и фильтра 7. Выход узла 8 сопровождения через делитель 9 (на второй вход которого задано значение входной толщины Н ), умножитель О, сумматорф11 и нелинейный элемент 12 соединен 74с входом модели 3 нажимного устройства, выход которой через делитель 14 подсоединен к второму входу сумма" тора 11, Второй вход регулятора 5 подсоединен к выходу элемента 4 сравнения, К этому же выходу подсоединены объединенными входами элементы 15 и 16 памяти, управляющие входы которых подключены к двум выходамформирователя 17 сигналов управления,Выходы элементов 15 и 16 памяти через сумматор 18 и ключ 19, управляемый с третьего выхода формирователя 17, соединены с интегратором 20. Выход интегратора 20 соединен с входом сумматора 21, на второй вход которого задан начальный коэффициент связи К между относительным отклооУнекием входной толщины д 1 /Н полосы и перемещением л 8 нажимного устройства клети. Выход сумматора 21 соединен через узел 22 выделения модуля сигнала с вторым входом делителя 14, а .через второй нелинейный элемент 23 - с вторым входом умножителяО, Связь выходов регулятора 5 обжатия и нейлинейного элемента 12 с узлом 24 управления нажимным устройством клети выполнена через сумматор 25.Формирователь 17 сигналов управ"ления (Фиг.2) состоит из одновибраторов 26-30 и элементов ИЛИ 31-33.Входы одновибраторов 26-24 объединены и соединены с входом узла, выходы одновибраторов попарно 26"27, 28-29, 27-29 через элементы ИЛИ 31-33 соединены соответственно с третьим, вторым и первым выходами узла 17,Система работает следующим образом,Отклонение толщины полосы от технологического номинала на входеклети измеряется измерителем 6 толщины, выходной сигнал которого поступает на вход фильтра 7 верхних частот, который пропускает на свойвыход только переменную составляющуюразнотолщинности. Сигнал ДН поступает на вход узелки 8 сопровождения,по сигналу датчика 1 импульсов, частота на выходе которого пропорциональна скорости полосы на выходе клети.Блок 8 осуществляет, задержку подачи выходного сигнала Д Н Фильтра 7на вход делителя 9 на время движенияполосы от измерителя б до клети стана. Делитель 9, осуществляя деление17 возмущения по входной толщине закончилась.При изменении толщины подката работа схемы повторяется, При этом навыходе нелинеиного элемента 12 прикаждой отработке формируется знаковый сигнал, задающий направление перемещения нажимного устройства в процессе отработки.,Этот сигнал поступает на вход формирователя 17 сигналов управления (фиг.2), который формирует импульсные сигналы управлениязаписью в элементы 15 и 16 памяти,а также на управление ключом 19,Выходной сигнал измерителя 3 вузле 4 сравнения сравнивается с уставкой 1.,и сигнал отклонения с еговофвыхода поступает через регулятор5 обжатия и сумматор 25 на узел 24управления нажимного устройства сцелью отработки отклонения, а такжена информационные входы элементов15 и 16.Формирователь 17 формирует попереднему фронту положительного сигнала на его входе (по сигналу, опережающему отрегулированный участок)или по заднему фронту отрицательногосигнала импульс, который с выхода 3формирователя поступает на управляющий вход элемента 15 памяти. По сигналу, фиксирующему конец регулирования, на выходе 2 формирователя 17формируется импульс, поступающий науправляющий вход элемента 16 памяти;По этимсигналам формирователя 17,например при положительном сигнале навходе, в элементы 15 и 16 памяти записываются соответственно следующиезначения отклонения обжатия от уставки: й, которое предшествовалорегулирующему воздействию на приводнажимного устройства (и соответственно возмущению по толщине), нйу которое фиксируется по окончании регулирования,При другом направлении перемещениянажимного устройства в процессе отработки формирователь 17 меняет адрес записи значений й ти й т - соответственно в элементы памяти 16 и15, и таким образом задает знаковыйсигнал 81 яп 7(Ч- скорость нажимного устройства),Выходные сигналы элементов 15 и16 поступают на входы сумматора 18,выходной сигнал которого определяетсявыражением 5 15039 сигналаЛНна установку Н толщины подката, формирует сигнал, пропорциональный относительному отклонению толщины полосы, который поступает на первый вход умиожителя 10. На второй вход умножителя 10 с выхода нелинейного элемента 23 поступает сигнал знака технологического коэффи 118. циента К;= --- , связывающего велиУй 7 Й 0 чину относительного отклонения толщины подката и величину перемещения нажимного устройства, необходимого для компенсации влияния этого возмущенйя на обжатие металла. Сигнал, 15 пропорциональный.коэффициенту, формирует сумматор 21, на первый вход которого поступает начальное, грубо приближенное значение коэффициента К , а на второй вход - корректирующая 20 поправка с выхода интегратора 20. Выходной сигнал нелинейного элемента 23 задает нужное направление перемещения нажимного устройства клети,с так как в общем случае знак отклонения входной толщины неоднозначно связан с направлением перемещения нажимного устройства и зависит от параметров клети и полосы. Если сиг 30ДНс нал --- превышает ширину зоныНнечувстцительности нелинейного элемента 12, то на узел 24 управления нажимным устройством через сумматор 25 с выхода элемента 12 поступает сигнал задания скорости перемещения ",и он же одновременно поступает на входмодели 13, передаточная функция которой идентична передаточной функ ции нажимного устройства. Выходной сигнал модели 13, пройорциональный текущему положению нажимного устройства йЯ, поступает на первый вход делителя 14, на второй вход которого 45 поступает сигнал, пропорциональный значению модуля технологическогоДБкоэффициента ----- с выхода узД Н+(Нла 22 выделения модуля, Сигнал, пропорциональный коэффициенту К . посту 1 э пает на вход узла 22 с выхода сумматора 21. В момент, когда выходной сигнал делителя 14 сравняется.с выходным сигналом умножителя 1 О, сигнал на выходе элемента 12 станет равным нулю, нажимное устройство остановится и перестанет меняться сигнал на выходе модели 13 - отработка11, щ (ау - й .р ) 81 Р нзИнтегрирование выходного сигналасумматорами 18 осуществляется по сигналу с выхода 1 формирователя 17, котарый формируется в нем одновибратором ЗО по заднему фронту одновибратора 27 или 28. По этому сигналу замыкается ключ 19, подключая на времядлительности импульса 1на выходе 101 выход вычитателя 18 ко входу интегратора 20, Выходной сигнал интегратора 20 начинает изменяться в аоответствии с выражением"иц- " , (1 у,-1) 88 п 3,И 1 в 1,где Т - постоянная времени интегралатора 20.Выходной сигнал интегратора 20поступает на второй вход сумматора 2021, корректируя начально, установленный коэффициент К передачи. Так,если д у ,З у при движениинажимного устройства вверх (имеломесто перерегулирование), то 025уменьшается и уменьшается выходнойсигнал сумматора 21, который определяет длительность и направление перемещения нажимного устройства для отиботки возмущения но толщине подката.Предлагаемое решение позволяет повысить динамическую точность - быстродействие отработки рассогласованийобжатия, вызванных колебаниями входной толщины, и в конечном итоге, получить полосу более высокого качества(точность регулирования повышаетсяна. 30-50 ).,40Формула изобретения 1.Способ автоматического регулирования относительного обжатия полосы в прокатном стане, включающий 45 регулирование обжатия,. путем воздействия на нажимное устройство клети в соответствии с величиной рассогласования между результатом измерения относительного обжатия и его установ- О кой, о т л и ч а ю щ и й с я тем что, с целью повышения качества поло" сы, дополнительно контролируют толщи" ну полосы перед клетью, определяют переменную составляющую толщины поло сы, по величине этой составляющей с учетом транспортного запаздывания полосы от места измерения ее толщины до клети и коэффициенту связи между отклонением толщины полосы и величиной перемещения нажимного устройства корректируют воздействие на нажимное устройство, причем в процессе регулирования периодически корректируют коэффициент связи между отклонением толщины полосы и величиной перемещения нажимного устройства в зависимости от функции1(д,- др ) бдп чй, где Ви О у - соответственноотклойения обжатия от заданного по технологии до ии после регулирующего воздействия на нажимное устрой ство;Ч- скорость перемещения нажим.ного устройства.2,Сйстема автоматического регулирования относительного обжатия полосы в прокатном стане, содержащая делитель, умножитель, ключ, два элемента памяти, импульсные датчики скорости полосы, установленные до и после клети, соединенный с ними. измеритель относительного обжатия, выход которого через элемент сравнения соединен с выходом регулятора обжатия, соединенного с узлом управления приводом, например нажимного устройства,. о т л и ч а ю щ а я с я тем, что, с целью повышения качества полосы, в нее введены соединенные последовательно измеритель толщины . полосы, фильтр и узел сопровождения, соединенный вторым входом с датчиком скорости, установленным до клети, соединенные последовательно первый делитель, умножитель, первый сумма" тор и первый нелинейный элемент, причем второй вход первого делителя подсоединен к выходу узла сопровождения, а также второй .нелинейный элемент, подсоединенный выходом к второму входу умножителя, второй делитель, подсоединенный выходом к второму входу первого сумматора, блок модели нажимного устрОйства, включенный между выходом первого нелинейного элемента и первым входом второго делителя, узел выделения модуля сигнала, подсоединенный выходом к второму входу второго делителя, второй сумматор, выход которого соединен с входами второго нелинейного элемента и узла выделения модуля сиг. нала, третий сумматор, интегратор, и формирователь .сигналов, первыйвыход которого соединен с управляющим входом ключа, второй и третийвыходы - с управляющими входами элементов памяти, а вход - с выходом 5первого нелинейного элемента, вторыевходы элементов памяти подсоединенык выходу элемента сравнения, а ихвыходы через третий сумматор - к информационному входу ключа, выход ко О торого через интегратор соединен спервым входом второго сумматора, второй вход которого является входом уставки начального коэффициента связимежду отклонением входной толщины ивеличиной перемещения нажимного устройства, при этом выход первого нелинейного элемента соединен с узломуправления нажимного устройства.
СмотретьЗаявка
4265207, 18.06.1987
ОПЫТНОЕ ПРОИЗВОДСТВЕННО-ТЕХНИЧЕСКОЕ ПРЕДПРИЯТИЕ "УРАЛЧЕРМЕТАВТОМАТИКА"
ГОФЕНБЕРГ АЛЕКСАНДР ОСКАРОВИЧ, СЫПАЧЕВ СЕРГЕЙ ДМИТРИЕВИЧ, МЕЛЬНИКОВ ОЛЕГ НИКОЛАЕВИЧ
МПК / Метки
МПК: B21B 37/16
Метки: обжатия, относительного, полосы, прокатном, стане
Опубликовано: 30.08.1989
Код ссылки
<a href="https://patents.su/6-1503917-sposob-avtomaticheskogo-regulirovaniya-otnositelnogo-obzhatiya-polosy-v-prokatnom-stane-i-sistema-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ автоматического регулирования относительного обжатия полосы в прокатном стане и система для его осуществления</a>
Устройство автоматического регулирования толщины прокатываемой полосы

Номер патента: 929264
Опубликовано: 23.05.1982
Авторы: Васичкин, Волынский, Глушкин, Перов, Терешин
МПК: B21B 37/24
Метки: полосы, прокатываемой, толщины
...Выходным. сигналом блока вычисления оптимального номинала толщины является сигнал, соответствующий вычисленному значению задания толщины, при котором обеспечивается оптимальное смещение выходной толщины полосы к минусовой границе поля допуска.Структура блока вычисления оптимального номинала толщины представляет вариант с тремя контролируемыми интервалами значений толщины полосы: первый интервал - толщина полосы имеет значения от нижней границы поля допуска Ь , до величины 40Ь р+Ь, где Ь - ширина интервала,второй интервал - от Ь +Ь до 6 +2 Ь,третий интервал - от Ь +2 Ь доЬ+3 ЬНа входе блока вычисления оптимального номинала толщины установлены три парафазных компаратора 11,- 13., на входы которых подается сигналтекущего значения толщины...
Устройство автоматического регулирования толщины прокатываемой полосы

Номер патента: 400391
Опубликовано: 01.01.1973
Авторы: Зайцев, Романчиков, Спирин, Филатов, Хотулев
МПК: B21B 37/24
Метки: полосы, прокатываемой, толщины
...новое значение толщины на выходе 61.Если регулятор работает в режиме поддер жания неизменности давления прокатки(Ре-сопз 1) путем изменения давления распора, то абсцисса точки В будет соответствовать значению выходной толщины при работе регулятора. При этом давление распора нуж но уменьшить на величину ЬРр.При изменении начального раствора валковна величину, пропорциональную изменению распора КрЛРь давление прокатки снова возрастает на величину ЬР, ( КР что вызовет 25 в свою очередь дальнейшее изменение давления распора. Дополнительное изменение давления распора КРр будет меньше ЛРрь что вызывает меньшее изменение начального раствора, и так далее до тех пор, пока система 30 не придет в устойчивое состояние,400301 Риг 1 При...
Устройство автоматического регулирования толщины прокатываемой полосы

Номер патента: 863037
Опубликовано: 15.09.1981
Авторы: Ожеренков, Смирнов, Филатов
МПК: B21B 37/24
Метки: полосы, прокатываемой, толщины
...суммирующего блока 4 не станет меньше величины зоны нечувствительности. При этом релейный блок 5 возвращается в исходное состояние, ключ 7 закрывается и шаговый двигатель 11 останавливается. Блок 8 коррекции 50 толщины полосы по сигналам от микрометра 9 и датчика 10 импульсов, установленного на валу двигателя клети, служит для устранения остаточного отклонения толщины полосы от заданного значения и с пауза 55 ми, равными сумме времени прохождения полосы от зоны деформации до микрометра и времени запаздывания самого микро 6метра, выдает сигнал коррекции ЦД, для контура регулирования давления. После отсчета паузы блок коррекции возвращается в исходное состояние и, если остаточное отклонение толщины полосы не устранено, формирует новый...
Устройство автоматического регулирования толщины прокатываемой полосы

Номер патента: 1176988
Опубликовано: 07.09.1985
Авторы: Зайцев, Ожеренков, Смирнов, Филатов, Филатова
МПК: B21B 37/24
Метки: полосы, прокатываемой, толщины
...соединен с вторым входом ключа 26, с информационным входом запоминающего блока 34 и первым входом второго блока 30 сравнения, второй вход которого соединен с выходом задатчика 3 конечной толщины полосы, а первый выход - с входом блока 28 задания давления металла на валки и управляющим входом двоичного счетчика 32, второй выход второго блока 30 сравнения соединен с входом управляемого генератора 31 и с первым входом запоминающего блока 34, остальные выходы второго дешифратора 33 соединены с управляющими входами запоминающего блока 34, второй вход которого соединен с выходом счетчика б проходов, а выход - с входом задающего блока 8По снятым экспериментально кривымобжатий металлов или сплавов длн конкретного стана возможно...
Устройство автоматического регулирования толщины прокатываемой полосы

Номер патента: 1731321
Опубликовано: 07.05.1992
Авторы: Иванов, Левченко, Петров, Слободской, Хен
МПК: B21B 37/02
Метки: полосы, прокатываемой, толщины
...стробирующий блок 4, блок 5 задержки, сдвигающий регистр б, реверсивный счетчик 7, регистр 8 хранения, счетчик 14, задатчик 15 длины полосы реализуются на интегральных микросхемах серии К 155, фильтры 28 и 38, масштабирующий усилитель 29, блоки 30, 31, 32 сравнения, интегратор 34, задатчик 35 начального давления жидкости, сумматор 37, первый 18 и второй 39 блоки с зоной нечувствительности реализуются на интегральных микросхемах серии КР 140 и КР 544,Устройство работает следующим образом,Перед прокаткой задается начальное значение давления жидкости Ро в гидроцилиндрах 24 подачей от задатчика 35 соответствующего напряжения Оро на второй вход блока 31 сравнения, с выхода которого сигнал начального давления передается на второй вход...
Предыдущий патент: Вкладыш универсального шарнира скольжения
Следующий патент: Вводная роликовая коробка проволочных и сортовых станов
Случайный патент: Опалубка