Способ обработки зубчатых изделий с пространственно модифицированными зубьями
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
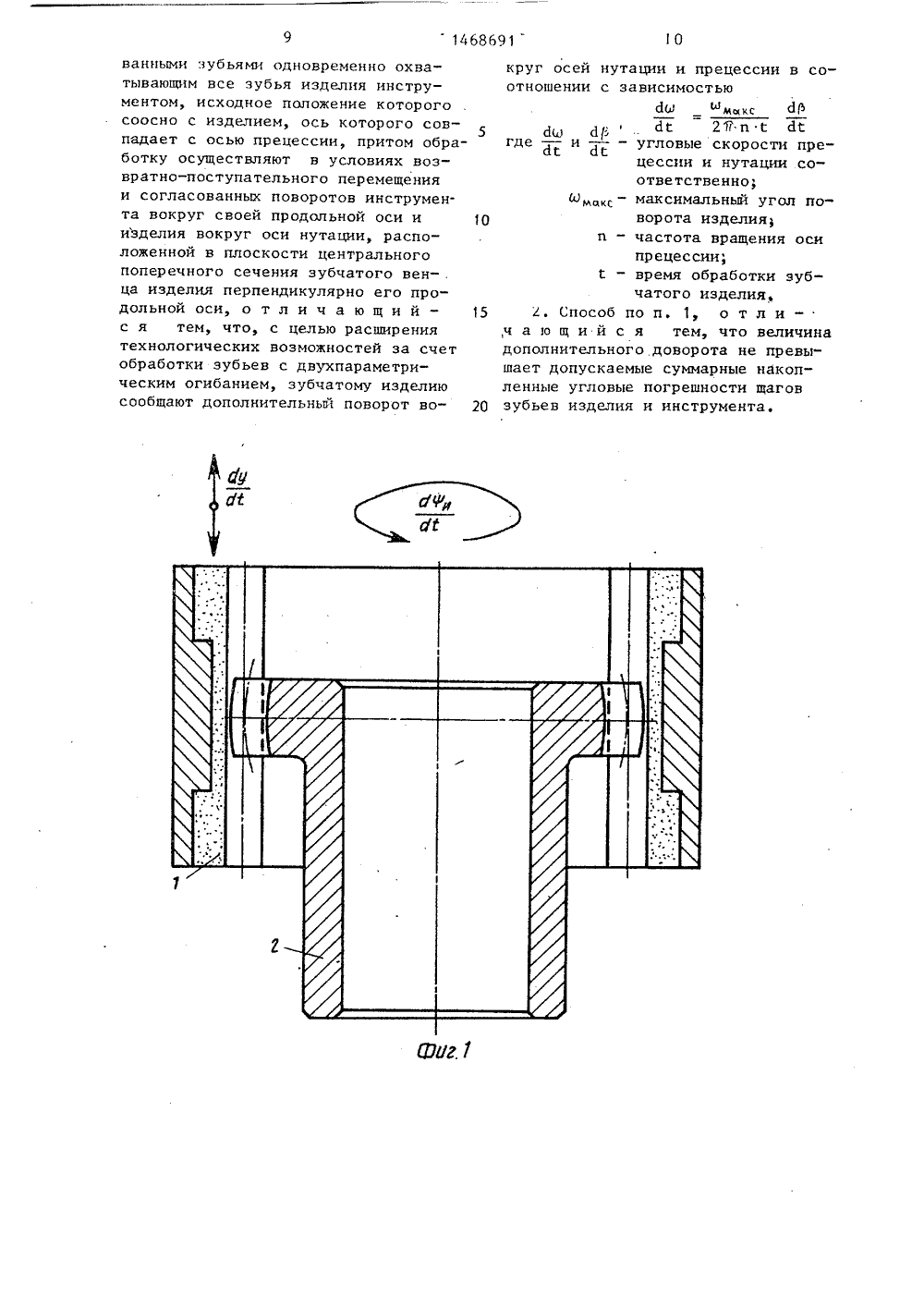
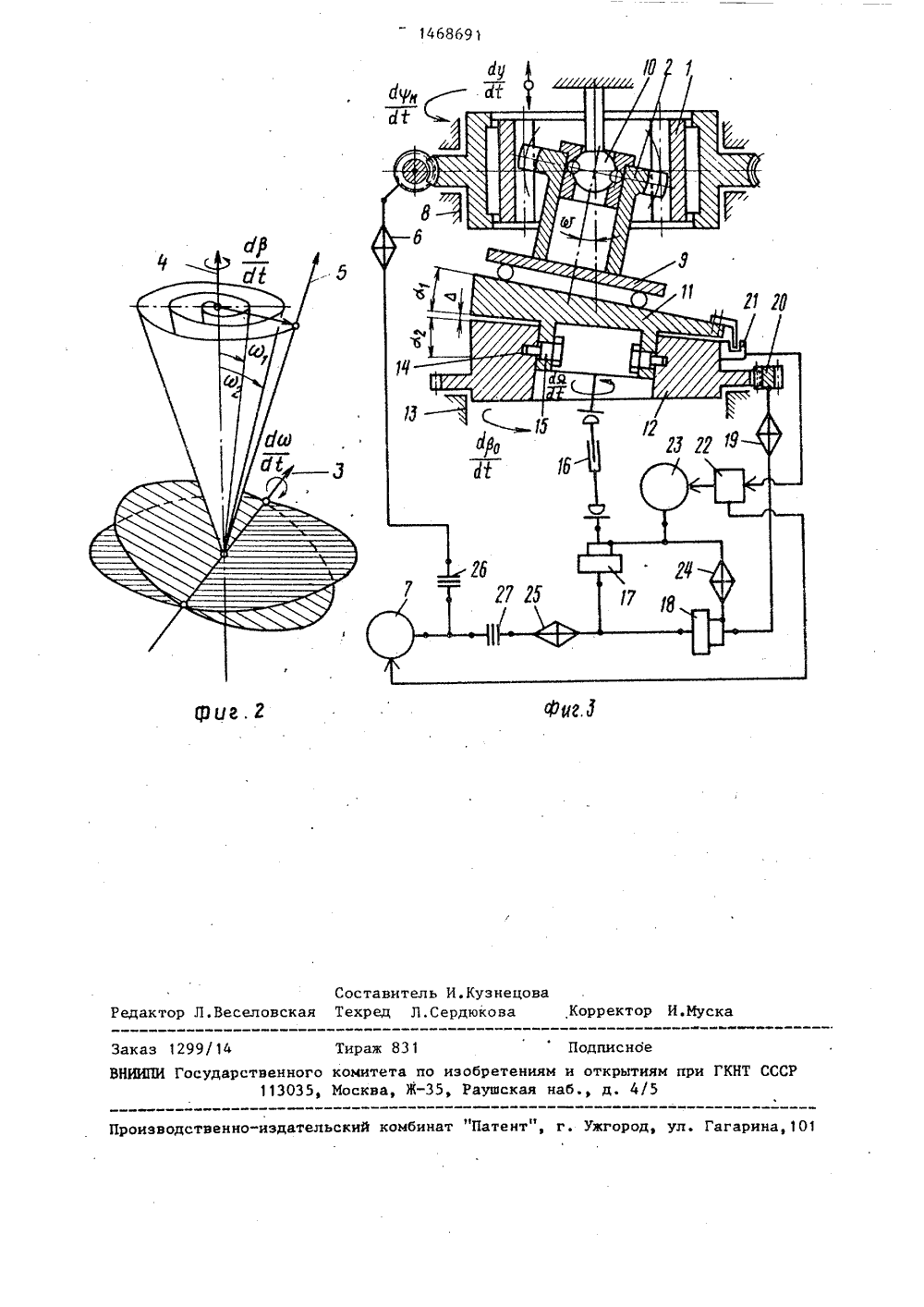
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 691 19) 1 И) 4 В 23 Г 9/00 ИСАНИ СВИДЕТЕЛЬСТ ВТОРСК 4/25-088789. Ьюл.онское патомног 42728 29.05 30.03 Волго инени(21 (22 (46 (71 объ оизводственное энергетическо томмашго машиностро им. Л.И.Брежн филиал Новоче кого институт олгодонскииго политехнич асско )и. С джони 1 кидзе)1 133348 Г 1.МахмутовМихайлов, иков и С.Ф .914. 7: 621. орское свид 6, кл. В 23. Го 5 (088.8) ство СССР /00, 1983. тел Р 1 ИЗ- ЦИти к изготовлеи ост анствен тельные попож обработке; на ия осеи изделия при иг.З - структурная я осуществления споэубчатых изделий с ема станка д ба обработки остранственн ди ицированными ледующие обойм - угловые ецессии иэдехпараметри работки зубьев ским .огибанием, На фиг.1 изобр уб ьями.На фиг.З приначения: Й 4/д няты и с 1 и и ино исходное отение инструмент орости нута носительное распол ГОСУДАРСТ 8 ЕННЫИ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИПРИ ГКНТ СССР(54) СПОСОБ ОБРАБОТКИ ЗУБЧАТЫХ ДЕЛИИ С ПРОСТРАНСТВЕННО-МОДИФИ РОВАННЫГ)И ЗУБЬЯМИ(57) Изобретение относится к машиностроению, в частности к изготовлению зубчатых изделий пространственного зацепления. Цель изобретения - расширение технологических возможностей за счет обработки зубьев с двухпараметрическим огибани Изобретение относится к маши строению, в частноснию зубчатых иэделии р рного зацепления.Цель изобретения - расширение технологических возможностей за счет ем. Обработка зубчатых изделий с пространственно-модифицированными зубьями осуществляется Инструментом, одновременно охватывающим все зубья изделияПри этом изделию сообщают поворот вокруг неподвижной оси, лежащей в диаметральной плоскости перпендикулярно своей продольной оси, и прецессиональное качание по конической поверхности, вершина которой расположена в диаметральной плоскости изделий, а инструмент доворачивают вокруг своей продольной оси и перемещают возвратно-поступательно. Зубчатое изделие поворачивают вокруг оси нутации, которой сообщают вращение вокруг оси прецессии, при этом поворот изделия и вращение его оси нутации производится согла". сованно. Доворот инструмента производится до поворота изделия, причем выполняется непрерывно на величину, не превышающую суммарные накопленные угловые погрешности шагов зубьев из- д делий и инструмента, 1 з.п, ф-лы, СЬ 2 зделия; на фиг.2 - последовЙО фмакс ЙР Йе 25 и т Йт(4) Ррлсок = 27 и С,лия; м, и ы - углы нутации соответственно ва один и два полных прецессиональных качания изделия ЙМ/ /ЙС - угловая скорость непрерывного доворота инструмента вокруг своей продольной оси 3 Йу/ЙС - скорость возвратно-поступательного движения инструмента, ЙЯ/ЙС и Й/ЙТ - угловые скорости вращения верхнего и нижнего кулачков; с(и с/, - углы наклона верхнего и нижнего кулачков.Для обработки пространственно- модифицированных зубьев используют инструмент 1 внутреннего зацепления, например .зубчатый хон или зубчатый шевер, одновременно охватывающий все зубья изделия 2. В процессе обработки зубчатый инструмент 1 доводрачивают вокруг его продольной оси Й, /ЙТ на величину, обеспечивающую рабочую нагрузку, и перемещают возвратно-поступательно со скоростью Йу/Й, а обрабатываемое изделие 2 поворачивают Йм/ЙГ. вокруг оси нутации 3, которой сообщают вращение Й/Й вокруг оси прецессии 4, причем изделие 2 Остается постоянно неподвижным относительно оси 5. При этом для обеспечения равномерного припуска от формообразующих движений изделия 1 за весь период обработки должно выполняться следующее условие: где Ки К 2 - коэффициенты пропорциональности;ы, - углы нутации и прецессии изделия соответственно.Коэффициенты пропорциональности К, и К 2 определяются по следующим Формулам: где ыи а- максимальные углынутации и прецессии соответственно.Для обеспечения простоты расчетовможно записать где и - частота вращения оси прецессии; время обработки изделия 2. 35 40 45 50 55 Учитывая формулы (2), (3) и (4) и дифференцируя (1), получим выражение, при котором поворот изделия 1 и вращение его оси нутации производится согпасованно в соответствии со следующей зависимостью; Для исключения влияния неточности доворота Йу/Йг. инструмента 1 на формообразующие движения и в итоге на точность формы зубьев изделия 2 доворот инструмента 1 производится до поворота Йо/Йс изделия 2, причем выполняется непрерывно на величину, не превышающую суммарные накопленные угловые погрешности шагов зубьев изделия 2 и инструмента 1.Лнализ относительных движений изделия и инструмента показал что за счет того, что зубчатое изделие поворачивают вокруг оси нутации, которой сообщают вращение вокруг оси прецессии, обеспечиваются все движения, необходимые для обработки пространственно-модифицированных зубьев, при этом повышается производительность и точность обработки,Предлагаемый способ может быть реализован на стачке, имеющем следующую структурную схему.Зубчатый инструмент 1 (фиг. 3) внутреннего зацепления установлен посредством шпоночного соединения в инструментальном стакане, который через червячное зацепление и орган 6 настройки, например гитару сменных колес, связан с двигателем 7, Причем инструмент 1 смонтирован с возможностью возвратно-поступательного движения Йу/Й относительно инструментального стакана, который расположен на вертикальном суппорте 8 с возможностью доворота ЙУ/Й 1. Обрабатываемое иэделие 2 закрепляется на подшипниковой опоре 9 эа счет поджатия шарнира 10. Подшипниковая опора 9 установлена на верхнем торцовом кулачке 11, расположенном на нижнем торцовом кулачке 12 с возможностью поворота ЙЙ/Й, при этом поверхности кулачков 11 и 12 наклонены друг к другу под угламиЫ . Нижний кулачок 12 смонтирован на столе 13 с возможностью поворота Й 1,/Й и имеет окружной паз 14, взаимодействующий с пальцем 15(7) 5 1468 верхнего кулачка 11. Окружной паз 14 и палец 15 представляют собой привод подъема верхнего кулачка 11 относительно нижнего 12 при взаимном пово 5 роте. Окружной паз 14 имеет криволинейный профиль, представляющий собой огибающую цилиндра, образованную при движении его оси по линии, описанной уравнением 10 величина подъема верхнего кулачка 11 относительно нижнего 12;расстояние от оси шарнира 10до поверхности верхнего кулачка 11 при и=О,Ь- толщина верхнего кулачка 11 по оси инструмента 1прим =О,расстояние от оси шарнира 10до поверхности нижнего кулачка 12 по оси инструмента 1;угол перекоса оси изделия 8относительно инструмента 1. где М - угол поворота верхнего кулачка 11 относительно нижнего12, соответствующий требуемому углу перекоса ы осей изделия 8 и инструмента 1.Верхний кулачок 11 кинематически связан с нижним кулачком 12 цепью 40 поворота изделия 8 вокруг оси нутации через шпиндель 16, дифференциалы 17 и 18, гитару 19 настройки и кинематическую цепь 20. Цепь поворота изделия вокруг оси нутации содержит также датчик 21 положения, систему 22 управления и двигатель 23 переменной скорости вращения, связанный с дифференциалами 17 и 18 через коробку 24 скоростей, предназначенную для изменения направления вращения. Кроме того, верхний кулачок 11 посредством кинематической цепи 16, 17 и нижний кулачок 12 посредством кинематической цепи 20, 19, 18 через гитару 25 настройки связаны с двигателем 6 постоянной скорости вращения. Муфты 26 и 27 сцепления предназначены для включе 691 6ния и Отключения кинематических цепей при обработке пространственно- модифицированных зубьевВ процессе обработки изделия 2 зубчатому инструменту 1, установленному на шпонке в инструментальном стакане, сообщают возвратно-поступа - тельные движения Йу/Й 1, осуществляемые, например, пневмоцилиндром, и равномерный доворот ЙГдйй, выполняемый на величину, не превышаю щую суммарные накопленные угловые погрешности шагов зубьев изделия и инструмента 1, который производитсядвигателем 7 через шпонку, инструментальный стакан, червячное зацепление гитару 6 настройки и муфту26 сцепления. После чего муфта сцепления 26 отключается и включаютсямуфта 27 сцепления и двигатель 23привода поворота изделия 8 вокругоси нутации. При этом обрабатываемое изделие поворачивается й 4 Й 1вокруг оси нутации (фиг.2), а осьнутации вращается Й/Й 1 вокруг оси прецессии (фиг.2), причем поворотд 4 иЯС и вращение Йр/Й выполняютсясогласованно в соответствии с зависимостью (5).Поворот на угол у вокруг осинутации зубчатого. изделия 2 (фиг.3), установленного на подшипниковой опоре 9 и поджатого шарниром 10, производится за счет поворота верхнего кулачка 11 относительно стола 13 и противоположного поворота нижнего кулачка 12 относительно стола 13на углы Дифференцируя выражение (7), получим формулу для определения угловойскорости поворота Йу/Й кулачков11 и 12 относительно стола 13 д 7 1 йю(8)41-Противоположное переменное вращение й/с 1 кулачков 11 и 12 производится двигателем 23 переменной скорости вращения за счет системы 22 управления и датчика 2 1 положения, посредством кинематических цепей 17.16 и 24, 18, 19, 20. Сигнал от датчика 21 положения к системе 22 управления поступает в зависимости от угла поворота кулачка 11 относитель 1468691но кулачка 12, при этом система 22 управления изменяет угловую скорость поворота йу/й кулачков 11 и 12 в зависимости от угла ы перекоса осей5 изделия относительно инструмента 1, который определяется следующей зависимостью: ы = 2 с соэ у 1 О При повороте кулачка 11 относительно кулачка 12 за счет приводаподъема верхнего кулачка 11, выполненного в виде пальца 15, закрепленного на верхнем кулачке 11, взаимодействующего с окружным пазом 14,изготовленным на нижнем кулачке 12в соответствии с зависимостью (6),производится постоянное поджатиеподшипниковой опоры 9 к изделию 8Вращение Йр/Йг. оси нутации изделия 8 вокруг оси прецессии производится за счег однонаправленяогоравномерного вращения кулачков 11и 12 с равными угловыми скоростямиЙИ 1, которые выполняются от двигателя 6 постоянной скорости вращения через муфту 27 сцепления гитарунастройки, кинематические цепи 17,16 верхнего кулачка 11 и 18, 19, 20нижнего кулачка.Для обеспечения согласованногоповорота Ы/Й иэделия 2 вокруг осинутации и вращения Йр/Й оси нутации вокруг оси прецессии в соответствии с зависимостью (5) система 22управления связана с двигателем 20 25 30 35 с 1 Я йр 1 саумЙс д 1 Д.Ж55- (10)д Й 42 Таким образом, поворот Йш/Йг, зубчатого изделия 2 вокруг оси нутации 40 и вращение Й/Й его оси нутации вокруг оси прецессии происходит эа счет суммарных вращений верхнего ЙЙ/Й 1 и нижнего Й,И 1 кулачков 11 и 12, выполняемых двигателями 7, 23 и суммируемых дифференциалами 17, 18 их кинематических цепей, При этом суммарные вращения ЙЯ/Й верхнего 11 и йр/йг. нижнего 12 кулачков складываются из постоянного вращения Й/ЙС50 и переменного д/с 1 в зависимости от его направления и определяются по формулам: Доворот инструмента может производиться до поворота изделия, причем выполняется непрерывно на величину, не превышающую суммарные накопленные угловые погрешности шагов зубьев иэделия и инструмента.Вследствие того, что зубчатое иэделие поворачивают вокруг оси нутации которой сообщают вращение вокруг оси прецессии, исключается возможность противоположного доворота инструмента, возникающего от поворота изделия вокруг неподвижной оси, лежащей в диаметральной плоскости перпендикулярно своей продольной оси. При этом снижаются отклонения формы зубьев изделий и повьшается их точность. Вследствие того, что изделие поворачивают вокруг оси нутации и согласованно производят прецессиональное его качание, выполняемое в соответствии с представленной зависимостью, обеспечивается обработка зубьев с двухпараметрическим огибанием рабочих поверхностей, предназначенных для изделий, эксплуатирующихся при измеряющемся перекосе осей, Кроме того, эа счет согласованного поворота и качания изделия реализуется равномерный припуск и его съем. инструментом при обработке. В связи с этим расширяются технологические возможности способа и увеличивается производительность обработки. Так как доворот инструмента при обработке производится до поворота изделия, причем выполняется непрерывно на величину, соответствующую суммарным накопленным угловым погрешностям шагов зубьев изделия и инструмента, снижаются технологические погрешности формы зубьев, возникающие ввиду противоположного доворота инструмента в период поворота изделия вокруг оси кутации. Кроме того, повышается пРоизводительность обработки, так как исключается съем лишнего металла в повернутом состоянии изделия ввиду неравномерного доворота инструмента. Съем припуска выполняется за счет накопленных погрешностей шага, затем при повороте изделия производится модификации зубьев эа счет только формообразующих движений.Формула и э обретения1. Способ обработки зубчатых изделий с пространственно-модифициро 1468 б 91 1 О1 О ванными зубьями одновременно охватывающим все зубья изделия инструментом, исходное положение которогосоосно с изделием, ось которого совпадает с осью прецессии, притом обработку осуществляют в условиях возвратно-поступательного перемещенияи согласованных поворотов инструмен.та вокруг своей продольной оси иизделия вокруг оси нутации, расположенной в плоскости центральногопоперечного сечения зубчатого вен- .ца изделия перпендикулярно его продольной оси, о т л и ч а ю щ и й - 15с я тем, что, с целью расширениятехнологических возможностей за счетобработки зубьев с двухпараметрическим огибанием, зубчатому изделиюсообщают дополнительный поворот во О круг осеи нутации и прецессии в соотношении с зависимостьюЫ ымхкс Фс 1 Е 29 п Е ЙС где - и -- угловые скорости прес 1 С с 1 Сцессии и нутации .соответственно;мс,кс - максимальныи угол поворота изделияи - частота вращения осипрецессии;1 - время обработки зубчатого изделия,2. Способ по п. 1, о т л и - ,ч а ю щ и й с я тем, что величина дополнительного доворота не превышает допускаемые суммарные накопленные угловые погрешности щагов зубьев изделия и инструмента.14 б 8691 иг.2 Составитель И.КузнецоТехред Л,Сердюкова Корректор И.Муска Редактор Л.Веселовская аказ 1299/ 14 Тираж 831 ПодписноеНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ ССС113035, Москва, Ж, Раушская наб., д. 4/5 оизводственно-издательский комбинат "Патент", г. Ужго Гагарина, 1 О
СмотретьЗаявка
4272814, 29.05.1987
ВОЛГОДОНСКОЕ ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ АТОМНОГО ЭНЕРГЕТИЧЕСКОГО МАШИНОСТРОЕНИЯ "АТОММАШ" ИМ. Л. И. БРЕЖНЕВА, ВОЛГОДОНСКИЙ ФИЛИАЛ НОВОЧЕРКАССКОГО ПОЛИТЕХНИЧЕСКОГО ИНСТИТУТА ИМ. СЕРГО ОРДЖОНИКИДЗЕ
МИХАЙЛОВ АЛЕКСАНДР НИКОЛАЕВИЧ, МАХМУТОВ БАЯН МИССАРОВИЧ, СВЕЧНИКОВ ГЕРАЛЬД АЛЕКСАНДРОВИЧ, ГОДУНОВ СЕРГЕЙ ФЕДОРОВИЧ
МПК / Метки
МПК: B23F 9/00
Метки: зубчатых, зубьями, модифицированными, пространственно
Опубликовано: 30.03.1989
Код ссылки
<a href="https://patents.su/6-1468691-sposob-obrabotki-zubchatykh-izdelijj-s-prostranstvenno-modificirovannymi-zubyami.html" target="_blank" rel="follow" title="База патентов СССР">Способ обработки зубчатых изделий с пространственно модифицированными зубьями</a>
Прибор для построения профиля изделия или инструмента по заданному профилю инструмента или изделия при обкатке

Номер патента: 98160
Опубликовано: 01.01.1954
Автор: Лапин
МПК: B43L 13/00
Метки: заданному, изделия, инструмента, обкатке, построения, прибор, профилю, профиля
...Предмет изобретения 1. Прибор для построения профиля изделия или инструмента по заданному профилю инструмента или изделия при обкатке графоаналитическим методом с применением шаблона, о т л и ч а ю щ и й с я тем, что, с целью увеличения точности построения коопдинирующих прямых, он выполнен в виде снабженных шкалами крестовины и рамы, связанных между собою ползушкой, допускающей переменение крестовины относительно рамы в двух взаимно-перпендикулярных направлениях и ее поворот на требуемый угол.2, Прибор по п, 1, отличающийся тем, что, с целью сокращегния времени построс пя профиля, шаблон соединен с к 1 пстовнпой,и:оо ется.:Й и от.:рытий прп Созото 1 йипиатров Сь Комитет п Редактор Н С, Кутафина р 1 ПОд. к печ 22/-1060 г,Тираж...
Способ изготовления изделий и инструмент для осуществления способа изготовления изделий

Номер патента: 940941
Опубликовано: 07.07.1982
Авторы: Волков, Глухов, Дука, Корякин, Крылов
МПК: B21D 37/12
Метки: инструмент, способа
...уступ.Деформация заготовки осуществляется вытяжкой с утонением стенки. В то же время при продвижении заготовкив матрицу край ее перемещаясь вверх навстречу движению пуансона, воздействует на торец цилиндра 5. Последний начинает смещаться относительно пуансона. При этом жидкость, находящаяся в гидросистеме, включая и цилиндр-компенсатор 11, сжимается. Под действием этого в ней развивается определенное давление, величина которого определяется настройкой регулировочного клапана 7. Под действием этого давления торец цилиндра начинает воздействовать с определенным усилием наЗо 60 65 торец заготовки, и процесс вытяжки с утонением постепенно переходит в процесс преимущественного прессования заготовки.Цилиндр-компенсатор 11 необходим для...
Устройство для контроля неперпендикулярности оси изделия к плоскости

Номер патента: 783583
Опубликовано: 30.11.1980
Авторы: Нестеренко, Тимонин
МПК: G01B 13/18
Метки: изделия, неперпендикулярности, оси, плоскости
...Известыне устройства не дают возможностиконтролировать погруженные в жидкостьизделия, например ареометры,Цель изобретения - обеспечение возможностиконтроля погруженйого в жидкость изделия,например ареометра.Указанная цель достигается тем, что устройствоснабжено осесимметричным поплавком, охватывающим корпус соосно кольцам,На чертеже представлена принципиальная схемаустройства,Устройство для контроля неперпендикулярнос.ти оси изделия к плоскости содержит осесимметричный корпус 1 с поплавком 2, размещенныев корпусе на противоположных его кон- .цах съемные базирующее 3 и контроль.ные 4 кольца,Устройство и контролируемый ареометр 5 по- . мещают в сосуд 6 с водой таким образом, чтобы ареометр свободно плавал, а его стержень 7 находился...
Способ обработки наружных поверхностей вращения с симметричным профилем переменной кривизны

Номер патента: 1301579
Опубликовано: 07.04.1987
Авторы: Асанбаев, Гольберг, Камсюк, Кричевский, Ламин, Макаров, Мягков, Пеньков, Поклонов
МПК: B23C 3/02
Метки: вращения, кривизны, наружных, переменной, поверхностей, профилем, симметричным
...А.ШаровТехред А. Кравчук Редактор А.Козориз Л.Пилипенк Коррек аказ 1180/ 13 Тираж 976 ПоВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раушская наб., д. 4/5 дписное Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектна Изобретение относится к металлообработке и может быть использовано при изготовлении формовочных валков трубосварочных станов,Цель изобретения - расширение тех нологических возможностей за счет обработки поверхностей, профиль осевого сечения которых состоит из участ - ков кривых второго порядка с широкж диапазоном параметров. 1 ОНа фиг. 1 показана схема осуществления предлагаемого способа, на фиг. 2 - вид А на фиг. 1. Ось инструмента 1 устанавливают под углом О,...
Устройство для поворота изделия вокруг горизонтальной оси

Номер патента: 703498
Опубликовано: 15.12.1979
Автор: Нестерович
МПК: B66F 19/00
Метки: вокруг, горизонтальной, изделия, оси, поворота
...количеством звездочек при этом ведущие звездочки 6 могут быть закреплены на одном валу и разнесены в направлении продольной оси изделия.703498 3К раме 2 шарнирно прикрепленынижние концы пружин 7, верхние концыкоторых шарнирно присоединены к проушинам 8 стоек 1, На осях 3 стоекустановлены звездочки 9, а в верхнейчасти стоек - звездочки 10, Через всезвездочки запасован гибкий орган, например цепь. 11, образующая полупетлюдля укладки иэделия 12.С наружной стороны стоек 1 выше 1 Омест их шарнирного крепления к рамеустановлены упоры 13, взаимодействующие зубьями 14 с .цепями; 11. Уст-.ройство имеет две цепи 11, разнесенные в направлении продольной оси изделия. Нижние концы упоров 13 жесткоприкреплены к раме 2,Устройство работает следующим...
Предыдущий патент: Способ диагонального фрезерования зубчатых колес
Следующий патент: Способ изготовления зубчатой пары с круговыми зубьями
Случайный патент: Ограничитель вращательного движения