Автоматическая линия
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1465263
Авторы: Белага, Бердичевский, Бондарь, Брюзгин, Суровцев






Текст
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИК 9) 01 23 Я 41 ПИСАНИЕ 54) АВ 57) Из строению А п 05 ернут ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИПРИ ГННТ СССР ТОРСНОМУ СВИДЕТЕЛЬС(71) Научно-производственное объединение по механизации и автоматизации производства машин для хлопк водства "Технолог"(56) Авторское свидетельство СССР У 1289656, кл, В 23 Я 7/14, 1985. МАТИЧЕСКАЯ ЛИНИЯретение относится к станкои может быть использовано в автоматических линиях с шаговым транспортером при механической многосторонней многоинструментальной обработке длинномерных деталей. Целью изобретения является повышение производительности линии путем обеспечения возможности одновременной эас грузки всех станков от одного поворотного привода, а также за счет концентрации операций обработки. Загрузка деталей в зажимные приспособления 4 производитоя захватами 13, которые расположены на траверсе 12 качающегося рычага 10.,Рычаги 10 шарнирно закреплены на основании поворотного стола 8 и качание получают от цилинд- Я ра 9. 1 з.п. ф-лы, 8 ил.Изобретение относится к станкостроению и может быть использовано в автоматических линиях с шаговым транспортером при механической много сторонней обработке длинномерных деталей типа планок, квадратных труб и т.п.Целью изобретения является повышение производительности линии путем 1 О обеспечения возможности одновременной загрузки всех станков от одного поворотного привода, а также за счет кон" центрации операции обработки и компактной компановки линии по типу аг регатного станка с поворотным столом.На фиг.1 изображена предлагаемая автоматическая линия, вид в плане; на фиг.2 - вид по стрелке А на фиг.1 с частичным разрезом; на фиг.З - вид 20 на одно из присцособлений станка с поджимным устройством; на фиг.4 - сечение Б-Б на фиг.З; на фиг.5 - сечение В-В на фиг.4; на фиг.б - внд захватов с подвеской на рабочей поэиции с обрабатываемыми деталями; на фиг.7 - сечение Г-Г на фиг.б; на фиг8 - вид предварительно ориентирующего устройства.еАвтоматическая линия содержит загрузочную позицию 1 с устройством 2 загрузки и установленные в технологической последовательности станки 3 с зажимными приспособлениями 4, состоящими иэ базового элемента 5 и прижимов б, и транспортное устройство 7 (фиг.2,3,4),Трайсйортное устройство 7 образовано поворотным столом 8 с установленными на нем поворотными в вертикальной плоскостй от цилиндра 9 рычагами 10 в виде рамок, к концу каждого из рычагов на подвесках 11 установлены и прикреплены на траверсе12 захваты 13, выполненные в виде двуплечих рычагов. Подвески 11(фиг.7) выполнены в виде штанг 14 сконическим буртом 15, расположенныхс зазором 3 в отверстиях 16 траверсы13, подпружиненной пружиной 17 нижней конической частью 18 отверстий5016 к ответной поверхности буртов 15через упорные элементы 19, установленные на опорах качения 20. Такаяконструкция подвески дает возможность плоскопараллельного перемещения55траверсы 12 с рычагами - захватами13 и деталями 21 в пределах зазора ц Прижим б (фиг.3 и 4) смонтирован на базовом элементе 5, выполненном в виде соединения горизонтально размещенной планки 22 и плиты приспособления 4, составлен иэ прихватов 23, установленных в горизонтальный ряд в корпусе приспособления 4. Прихваты 23 расположены между регулируемыми упором 24 и поджимным устройством 25, размещенных на противоположных торцах корпуса приспособления 4 и предназначенных для устранения погрешностей, возникающих при транспортировке деталей 21 от станка к станку.Поджимное устройство 25 состоит иэ плиты 26 с подпружиненным относительно ее полэуном 27, связанных с цилиндрами 28 и 29 их перемещения по горизонтальным направляющим 30 и 31.Для обработки на линии деталей других типоразмеров, по крайней мере, первый от регулировочного упора 24 прихват 23 снабжен установленным на нем дополнительным регулируемым упором 32 и имеет выступ 33 в виде клина (фиг.5), взаимодействующего с таким же углублением 34, выполненным на планке 22 приспособления 4Устройство 2 загрузки содержит предварительно ориентирующие подпружиненные ложементы 35. Захваты 13 связаны попарно цилиндром 36.Автоматическая линия работает следующим образом.После отработки силовыми узлами на станках 3 очередного цикла от соответствующих органов управления (не показано) поступает команда нэ загрузку,Производится раэжим деталей 21 на станках 3, рычаги 10 поднимаются цилиндрами 9 в крайнее верхнее. положение. Производится поворот транспортного устройства 7 эа счет поворотного стола 8.ЪНа загрузочной позиции 1 устройство загрузки 2 подает детали 21 в зону действия транспортного устройства 7. Рычаг 10, опускаясь, подводит захваты 13 к деталям 21. После этого рычаг 10 с захватами 13 на подвесках 11, установленных и закрепленных на траверсе 12, захватив детали 21, поднимается в верхнее положение до упора.1. Автоматическая линия, содержащая установленные в технологическойпоследовательности станки с зажимнымиприспособлениями, имеющими базовыеэлементы и прихваты и транспортноеустройство, включающее в себя поворотный стол и расположенные на подвесках стола подпружиненные штанги сзахватами, о т л и ч а ю щ а я с. ятем, что, с целью расширения технологических возможностей, транспортное устройство снабжено радиальноразмещенными на поворотном столе свозможностью поворота в вертикальнойплоскости рычагами и траверсами, приэтом захваты выполнены в виде пардвуплечих рычагов, пары которыхустановлены на каждой траверсе в ряд,а каждая траверса посредством подвески соединена с рычагом поворотногостола, причем каждое зажимное приспособление выполнено в виде горизонтально размещенной на базовом элементе планки, прихваты расположены вряд, а один из прихватов снабженустановленным на нем регулируемым упором с выступом в виде клина, расположенным с возможностью контактирования с клиновидным углублением,выполненным на планке зажимного приспособления.2. Линия по п,1, о т л и ч а ющ а я с я тем, что каждая подвескавыполнена в виде установленного на рычаге с возможностью вращения наупорном подшипнике стакана и подпружиненной относительно рычага штанги с коническим буртом, размещенной в этом стакане, причем штанга расположена с возможностью взаимодействия конической поверхностью бурта с от" ветной поверхностью конического отверстия, выполненного в траверсе. 314652Вновь производится поворот транспортного устройства 7 поворотным столом 8, Летали 21 с загрузочной позиции 1 оказываются над рабочей пози 5 цией первого станка 3. Поступает команда на подачу деталей,21 в приспособление 4. Рычаги 10 подают их на базовые элементы 5 в виде планок 22 с прижимами 6. После этого для точ ной ориентации обрабатываемых деталей 21 подпружиненный ползун,27, приводимый в действие цилиндром 28, перемещаясь по горизонтальным направляющим 30, доводит детали 21 до регу лируемого (неподвижного) упора 24, затем они зажимаются прихватами 23, установленными в горизонтальный ряд в корпусе приспособления 4.Доориентация деталей 21 в базо вых элементах 5 приспособлений 4 производится за счет имеющегося зазора 3 между отверСтиями в подвесках 11, При этом пружины 17 сжаты в конический бурт 15, штанга 14 отстоит от нижней конической части 18 отверстий 16 также с некоторым зазором. В процессе переноса деталей 21 рычагами- захватами 13 пружины 17 беззазорно соединяют конический бурт 15 с ниж ней ответной частью 18 отверстий 16 траверсы 11 через упорные элементы 19, установленные на опорах качения 20, предотвращая колебания переносимых деталей. 35По окончании обработки деталей 21 на нервом станке 3 линии производится описанный циклих переноса на второй, а затем на третий обрабаты вающие станки и разгрузочную позицию.В случае необходимости обработки деталей другой длины (например, более короткой) линия автоматически перестраивается по команде с пульта уп" 45 равления. При этом один из прихватов 23 с дополнительным регулируемым упором 32 опускается как для зажима деталей и ориентируется в корпусе приспособления за счет соединения своего 50 клинового выступа 33 с таким же углублением 34, выполненным на вертикальной планке 22, Поджимное устройство 25 также перестраивается путем горизонтального переноса плиты 26, 55 63перемещаемой цилиндром 29 по горизонтальным направляющим 31 совместно с подпружиненным ползуном. 27 и устройством его перемещения (цилиндр 28 и направляющие 30),Пикл обработки на линии после перестройки на обработку другой детали аналогичен описанному. Формула изобретения146263 Фиа ВСоставитель Е,Марков тор К.Крупкина Техред М.Дидык ектор И.Муски ираж 892 одписно Зака роиэводственно-издательский комбинат "Патент", г. Ужгород, ул. Гагарина,Государственного к113035, Ио тета по изобретениям и открытиям при ГКНТ СССРва, 3-35, Раушская наб., д. 4/5
СмотретьЗаявка
4144244, 10.11.1986
НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ ПО МЕХАНИЗАЦИИ И АВТОМАТИЗАЦИИ ПРОИЗВОДСТВА МАШИН ДЛЯ ХЛОПКОВОДСТВА "ТЕХНОЛОГ"
БЕЛАГА ВЛАДИМИР БОРИСОВИЧ, СУРОВЦЕВ ВЛАДИМИР АФАНАСЬЕВИЧ, БРЮЗГИН ВЛАДИМИР ИВАНОВИЧ, БОНДАРЬ ЮРИЙ ГАВРИЛОВИЧ, БЕРДИЧЕВСКИЙ ЕФИМ МОИСЕЕВИЧ
МПК / Метки
МПК: B23Q 41/02
Метки: автоматическая, линия
Опубликовано: 15.03.1989
Код ссылки
<a href="https://patents.su/6-1465263-avtomaticheskaya-liniya.html" target="_blank" rel="follow" title="База патентов СССР">Автоматическая линия</a>
Приспособление для прижима товарного валика ткацкого станка к вальяну

Номер патента: 52300
Опубликовано: 01.01.1937
Авторы: Евстигнеев, Таланов
МПК: D03D 49/20
Метки: валика, вальяну, прижима, станка, ткацкого, товарного
...посредством спиральной пружины, надетой на горизонтальный валик, несущий шестерню, Пружина одним концом закреплена на кронштейне, несущем валик, а другим - на стоп орном кольце валика.На чертеже фиг, 1 изображает вид приспособления для прижима товарного валика ткацкого станка сбоку; фиг. 2 - вид его спереди; фиг. 3 - горизонтальный разрез по АВ фиг. 3,В кронштейн 4 приспособления вложен горизонтальный валик 1 с шестерней 5. На валик 1 надета цилиндрическая пружина 3, прикре. пленная одним концом посредством болтов к кронштейну 4, а другим - к стопорному кольцу 2, укрепленному в сваю очередь на валике 1 шплинтом. А. Е. Талаиов,ма товарного валикак вальяну , .с 13ф ф-фи. .года за Ж 4 д 4. - " - .Лря 1937 года1,1 Таким образом,...
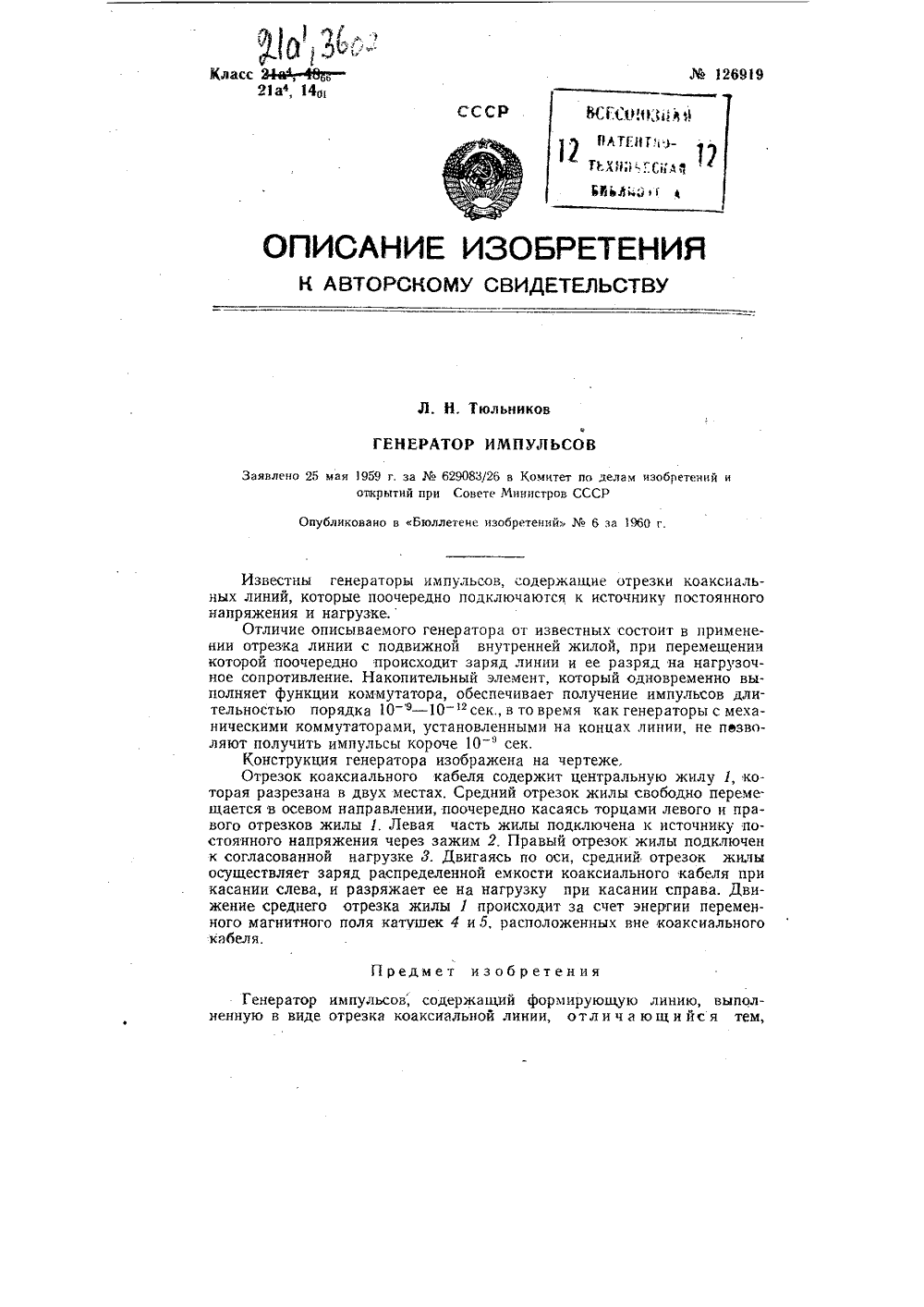
Генератор импульсов, содержащий формирующую линию, выполненную в виде отрезка коаксиальной линии
Номер патента: 126919
Опубликовано: 01.01.1960
Автор: Тюльников
МПК: H03K 3/45
Метки: виде, выполненную, генератор, импульсов, коаксиальной, линии, линию, отрезка, содержащий, формирующую
...длительностью порядка 10 в - 10 - 12 сек., в то время как генераторы с механическими коммутаторами, установленными на концах линии, не пезволяют получить импульсы короче 10сек.Конструкция генератора изображена на чертеже,Отрезок коаксиального кабеля содержит центральную жилу 1, которая разрезана в двух местах, Средний отрезок жилы свободно перемещается в осевом направлении, поочередно касаясь торцами левого и правого отрезков жилы 1. Левая часть жилы подключена к источнику постоянного напряжения через зажим 2. Правый отрезок жилы подключен к согласованной нагрузке 3. Двигаясь по оси, средний, отрезок жилы осуществляет заряд распределенной емкости коаксиального кабеля при касании слева, и разряжает ее на нагрузку при касании справа....
Приспособление к токарному или т. п. станку для нарезания зубчатых колес и других работ

Номер патента: 8049
Опубликовано: 28.02.1929
Автор: Осиневич
МПК: B23F 23/08, B23Q 3/02
Метки: других, зубчатых, колес, нарезания, работ, станку, токарному
...Для сообщения обрабатываемому изделию автоматической подачи служит передача, состоящая из укрепленной на ходовом винте станка конической шестерни 22, сцепленной посредством паразита 21, поворотной гитары 20 и сменных шестерен 19 - 19 с телескопическим валиком 1 б, связанным с заключенным в добавочном супорте 1 шпинделем,Для расточки в поршнях 24 (фиг,4, 4) отверстий для пальца шатунной головки, служит укрепляемая, помощью болтов 2 б и планки 27, на добавочном супорте 1 плита 25, несущая на себе обрабатываемый поршень.Для фрезерования на укрепляемых болтами 30 - 30 и планкой 31 валиках 29 (фиг. 5) шпоночных канавок; . служит плита 28, также укрепляемая на добавочном супорте 1.И, наконец, для шлифования изделий, устанавливаемых в...
Приспособление к деревообрабатывающим станкам для захвата, загрузки и центрирования заготовок

Номер патента: 112462
Опубликовано: 01.01.1958
МПК: B27B 31/00, B27B 7/00
Метки: деревообрабатывающим, заготовок, загрузки, захвата, станкам, центрирования
...6 шарнирно связаны со штоками 9 и 10 двухпоршневых гидравлических цилиндров 11.При перемещении одного ползуна с клешней, другой ползун одновременно перемещается в противоположном направлении на равное расстояние.На валу 2 занный со шгоком 13 гидрав; кронштейне 1 й, укрепленном на фундаменте станка При перемещении штока 1 в одном направлении вал 2 поворачивается и приспособление устанавливается в положение для загрузки кряжа, или в рабочее положение при перемещении штока в обратном направлении.При горизонтальном положении коленчатых рычагов 1 ползуны 4 с клешнями раздвинуты для приема и зажима кряжа, сбрасываемого со стеллажа. После подъема кряжа,и установки его в центры деревообрабатывающего станка двухпоршневые цилиндры переключаются...
Приспособление для резки табака к табакорезальным станкам гилботинного типа

Номер патента: 397193
Опубликовано: 01.01.1973
Автор: Авторы
МПК: A24B 7/02
Метки: гилботинного, резки, станкам, табака, табакорезальным, типа
...о, что которо лскт с Изобретение относится к области обработки табака, а именно к приспособлению для резки табака к табакорезальным станкам гильотин- ного типа, и может быть использовано в табачной промышленности, 5Известное аналогичное приспособление, содержащее каретку ножа и укрепленную на ней болтами державку, не предотвращает анодного растворения металла при взаимодействии ножа с табаком. 10Для устранения указанного недостатка в предлагаемом приспособлении к державке ножа подаются отрицательные заряды, а к каретке - положительные, при этом между последней и державкой установлена диэлектри ческая прокладка, а под болтами - диэлсктрическис втулки.На чертеже схематично изображено приспособление для резки табака к табакорезальным...
Предыдущий патент: Устройство для обработки отверстий
Следующий патент: Роботизированный технологический комплекс
Случайный патент: Способ упаковывания отрезков кож