Система для программной закалки длинномерных изделий
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
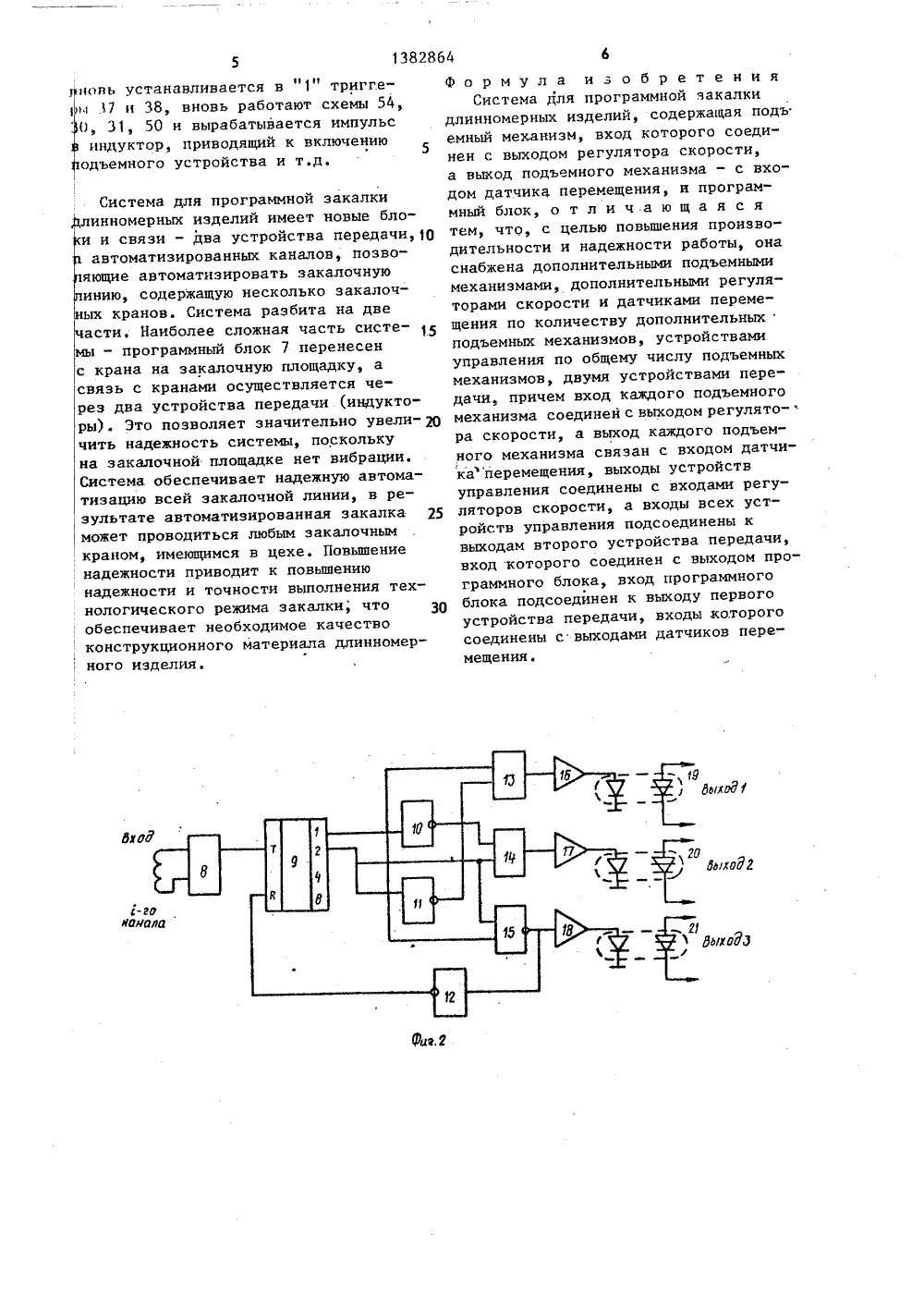
(51)4 С 21 Р 1 00 СГГф ЕЛЬСТВ ТОРСНОМУ СВ ых сеченийь изобретеительности и е производоты. Систпередачи а содержит,б,п датчиемных мехакорости 4,еский иния 2, и по гуляторов правления истема поз алочную л ми подъем яется с и лока, рас площадке. ьзована в енности. 4.Игнатьев,кина пр ограммоляет автом ьство С/00, 19 нию, приче ыми механи мощью одногооложенногоСистема мот быть испол металлурги ческои мьппп ОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИИ ОПИСАНИЕ ИЗОБР(54) СИСТЕМА ДЛЯ ПРОГРАММНОЙ ЗАКАЛКИДЛИННОМЕРНЫХ ИЗДЕЛИЙ(57) Изобретение относится к техникезакалки длинномерных изделий, например труб, вал в баках с жид ния - повьппен надежности ра два устройств ков перемещен низмов 3, и р и устроиств у ный блок 7. С тизировать за управление вс мами осуществ программного на закалочной 3цаИЫДЦ 1Изобретение относится к технике буемый закалочный кран с иэделиямизакалки иэделий, например труб, валов и устанавливает его над закалочнымпеременных сечений, в баке с жид" баком. При этом с помощью устройствакостью и может быть использовано в5передачи осуществляется индуктивнаяметаллургической. промышленности. связь между блоками, находящимися наЦелью изобретения является повыше кране, и блоками, расположенными нание производительности и надежности закалочной площадке.работы Включается питание системы, приНа фиг. 1 приведена структурная 10 этом все триггеры и счетчики устанав 1 11схема системы программной закалки ливаются в положение 0 , кроме КБндлинномерных изделий; на фиг. 2 - триггера 35, который переходит в 1схема устройства управления; на При этом открывается схема 23, и счетфиг. 3 - то же, устройства передачи; чики 32 включаются на режим суммирона фиг. 4 - то же, программного блока,15 вания,Система для программной закалки Крановщик начинает опускать издедлинномерных изделий (фиг. 1) содер- лия в бак. При этом через устройствожит первое устройство 1 передачи, 1 передачи импульсы с второго датчии датчиковт ков 2 перемещения и подъем- ка 2 перемещения (пусть, например,Эных механизмов 3, п регуляторов 4 20 закалка производится с помощью второскорости; и устроств 5 управления; го крана) поступают на вход програмвторое устройство 6 передачи, про- много блока 7, Сигнал на входе программный лок граммного блока модулированный, иУстройство управления (фиг. 2) сос- фильтр 22 выделяет и формирует огибаютоит из фильтра 8, счетчика 9, инвер щую. Эти импульсы поступают на входтора 10 - 12, схем И 13-15, усилите- счетчика 32. При наборе счетчиком числа, соответствующего концу опускания,Устройство передачи (фиг, 3) состо- срабатывает схема 25, по сигналу котондукторов а и б рой начинается отсчет первой выдержкиПрограммный блок (Фиг. 4) состоит 30 времени, и крановщиком производитсяиэ фильтра 22, схем И-НЕ 23 - 31, ре" останов двигателя подъемного устройстверсивных счетчиков 32, дешифраторовва. Далее процесс ведалее п о есс ведется автомати 33 и 34, КБ-триггеров 35 - 38, ком- чески. Через некоторое (определенное)мутаторов 39 - 41, схем ИЛИ-НЕ 42-44, время счетчик 32 переключается на ресчетчиков 45, генератора 46, Э-триг жим вычитания. Пожим вычитания. По окончании первой выгеров 47 - 49 усилителя 50 схем И держки времени срабатывает схема И 53У51-53, схемы И-НЕ 54, и на выходе усилителя 50 появляетсяЗакалка ступенчатого длинномерно- импульс, модулированный высокой часго изделия заключается в программном тотой, который передается через устиэвлечении изделия, Причем каждая 10 ройство 6 передачи на вход устройстступень должна выдерживаться в воде ва 5 управления (во втором канале),определенное технологической картой а далее на регулятор 4 скорости, В резакалки время, Так как изделия длин- зультате включается подъемный механомерные и обладают большим весом,низм и начинается подъем изделия.то остановка при извлечении ступени 45 Датчик 2 перемещения вновь передаетизделия производится в два,этапа - импульсы на вход блока 7. При наборевначале .двигатель переходит на пони- счетчиком 32 определенного числа,женную скорость, а затем останавли- соответствующего предварительнои дливается, не первой ступени изделия, срабатываУстройство работает следующим об- ет схема и 51 и выдает через устройство 6 второй импульс в устройст 50Перед началом закалки на коммута- во 5 управления. В результате регуляФторах 39 и 40 набирается программа тор 4 скорости переводит двигатель, по пути, а на коммутаторе 41 - про- подъемного устройства 3 на пониженг рамма по времени Все числа набран- ную скорость. Затем при наборе числаУ55ные на коммутаторе, соответствуют тех- блок 7 вырабатывает третий импульснологической программе закалки из- и происходит останов устроиства 3.делия. Автоматизируется процесс опус- При этом из закалочного бака извлечекания изделия. Крановщик подводит тре" на первая ступень длинномерного изде 382864лия, отсчитывается вторая выдержкавремени, соответствующая закалке 2-йступени и т.д,Датчик 2 перемещения может быть,например, индуктивным, работающим насрыве генерации при прохождении надмагнитной системой датчика зубьев зубчатого колеса, связанного с валомдвигателя подъемного механизма, Число 10зубьев колеса определяется требуемойточностью замера перемещения.Регулятор 4 скорости состоит изтиристорных коммутаторов, которыевключаются первым импульсом с устройства 5 управления; часть коммутатороввыключается по второму импульсу, аостальная часть - по третьему импульсу. При включении коммутатора шунтируется часть роторного сопротивления, 20включенного в роторную цепь, и двигатель разгоняется. При выключении коммутаторов в роторную цепь вводитсябольшое сопротивление, и двигательтормозится. 25Устройство 5 управления (фиг.2)производит распределение входных импульсов по трем выходам. Программныйблок 7 при извлечении каждой ступенивырабатывает три импульса. Модулированные импульсы поступают на входфильтра 8, который выделяет огибающую и формирует прямоугольные импульсы, поступающие на вход счетчика 9.Выходной код счетчика дешифруется,усиливается усилителями и через оптроны поступает на соответствующийвыход. Инвертор 12 служит для обнуления счетчика 9 после прихода третьеговходного импульса.Устройство 6, 1 передачи (фиг.3)40представляет два индуктора. Черезодин индуктор происходит передачаимпульсов с датчика перемещения навход программного блока, через дру 45гой - с выхода программного блокана вход устройства уйравления. Обмотки индукторов Ч 11, расположены напервом кране, И , 11 - на втором, У,1И- на и-м кране, а И, У - настене цеха около закалочного бака.Когда кран становится над баком, осуществляется индуктивная связь междуэтим краном и программным блоком,находящимся на закалочной площадке.Программный блок 7 (фиг. 4)работает следующим образом.При включении питания все триггерыи счетчики, кроме триггера 35, устанавливаются в "0", а триггер 35 в "1". Прц этом открыта схема И-НЕ 23 и закрыта схема 24, Входные им" пульсы проходят через фильтр 22 и поступают на суммирующиц вход счетчиков 32, с выходов счетчиков 32 - на дешифраторы 33, На коммутаторе 39 набираются числа, соответствующие предварительной вытяжке ступени изделия, а на коммутаторе 40 - числа, соответствующие окончательной длине каждой ступени изделия. При наборе счетчиком 32 определенного числа, соот 61 тствующего полному погружению изделия, срабатывает схема И 52 и КЯ-триггер 36 и разрешается работа схемы 26. В результате импульсы с 1=1 Гц поступают от генератора 46 на счетчики 45, Начинается, отсчет первой выдержки времени. Выходы счетчиков 45 через дешифраторы 34 подключаются к коммутатору 41, на котором набираются числа, соответствующие необходимым временным интервалам. При наборе определенного числа срабатывают схема 54 и триггер 35, переключая счетчики 32 на режим вычитания и разрешая работу схем И 5 1 и 52. При наборе числа, соответствующего вьдержке времени первой ступени изделия в воде, срабатывает схема И 53 и через схему ИЛИ-НЕ 44 поступает управляющий сигнал на триггеры 37 и 38, включая их в "1". На схемах 54, 30 вырабатывается импульс, который далее модулируется высокой частотой, усиливается усилителем 50 и выделяется в индуктор. Счетчики 32 работают в режиме вычитания. При наборе определенного числа срабатывает схема И 51 и через схему ИЛИ-НЕ 42 подается сигнал управления на КЯ-триггер 37, который устанавливается в "0. Сигнал с его инверсного выхода преобразуется в импульс, модулируется, усиливается и выдается в индуктор. (Этот импульс приводит к включению двигателя подъемного механизма на пониженную скорость). При срабатывании схемы И 53 через схему ИЛИ-НЕ 43 включается триггер КЯи вырабатывается третий импульс в индуктор, который приводит к останову двигателя.Счетчик 45 отсчитывает вьдержку времени, соответствующую закалке второй ступени изделия. При наборе второй вьд ржки времени срабатывает схема И 53 и через схему ИЛИ-НЕ 4 ЬР13828 б 4 дылод У дыло ыкой 1 ноль устанавливается в "1" триггец 31 и 38, вновь работают схемы 54, , 31, 50 и вырабатывается импульсиндуктор, приводящий к включению одъемного устройства и т.д. Система для программной закалки длинномерных изделий имеет новые блои и связи - два устройства передачи, 10автоматизированных каналов, позвояющие автоматизировать закалочную инию, содержащую несколько закалочых кранов. Система разбита на двеасти. Наиболее сложная часть системы - программный блок 7 перенесен с крана на закалочную площадку, а связь с кранами осуществляется через два устройства передачи (ищукторы). Это позволяет значительно увели-;р чить надежность системы, поскольку на закалочной площадке нет вибрации. Система обеспечивает надежную автоматизацию всей закалочной линии, в ре, зультате автоматизированная закалка 25 может проводиться любым закалочным краном, имеющимся в цехе. Повышение надежности приводит к повышениюнадежности и точности выполнения технологического режима закалки, что Зо обеспечивает необходимое качество конструкционного материала длинномерного изделия. Формула изобретенияСистема для программной закалки длинномерных изделий, содержащая подь емный механизм, вход которого соединен с выходом регулятора скорости, а выход подъемного механизма - с входом датчика перемещения, и программный блок, о т л и ч а ю щ а я с я тем, что, с целью повышения произво" дительности и надежности работы, она снабжена дополнительными подъемными механизмами, дополнительными регуляторами скорости и датчиками перемещения по количеству дополнительных подъемных механизмов, устройствами управления по общему числу подъемных механизмов, двумя устройствами передачи, причем вход каждого подъемного механизма соединен с выходом регулятора скорости, а выход каждого подъем" ного механизма связан с входом датчикаперемещения, выходы устройств управления соединены с входами регуляторов скорости, а входы всех устройств управления подсоединены к выходам второго устройства передачи, вход которого соединен с выходом программного блока, вход программного блока подсоединен к выходу первого устройства передачи, входы которого соединены с выходами датчиков перемещения.СоставительН.1 унько Техред М.Ход Абросимоич орректор И.Эрдейи ак ака оизв потеснее-полиграфическое предприятие, г.Ужгор 1 р)к 1 пая,б 4/23 Тир ВН 11 И 1 Ш Гос по дела 113035, Мо
СмотретьЗаявка
4130683, 08.10.1986
ПЕРМСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
ЗАНЕВСКИЙ ЭДУАРД СЛАВОМИРОВИЧ, ИГНАТЬЕВ БОРИС СЕРГЕЕВИЧ, КРОПАЧЕВ ГЛЕБ ВЛАДИМИРОВИЧ, ЛЕГОТКИНА ТАТЬЯНА СЕРГЕЕВНА, ЛИЦЫН НАТАН МОИСЕЕВИЧ
МПК / Метки
МПК: C21D 11/00
Метки: длинномерных, закалки, программной
Опубликовано: 23.03.1988
Код ссылки
<a href="https://patents.su/6-1382864-sistema-dlya-programmnojj-zakalki-dlinnomernykh-izdelijj.html" target="_blank" rel="follow" title="База патентов СССР">Система для программной закалки длинномерных изделий</a>
Устройство для перемещения нитей наружного ряда катушек в оплеточной машине

Номер патента: 554560
Опубликовано: 15.04.1977
Автор: Лузин
МПК: H01B 13/26
Метки: катушек, машине, наружного, нитей, оплеточной, перемещения, ряда
...ними оставался зазор а в виде замкнутой волнообразной щели для прохождения нитей с отдающих катушек внешнего ряда. Направляющая 4 образует гребень, разрезанный в точках:пересечения с волнообразной замкнутой щелью, По направляющей 4 скользит О каретка 5 с установленной на ней катушкой 6внутреннего ряда. На полом валу 7 установлены сердечник электромагнита 8 с вмонтированной в нем катушкой 9, коническая шестерня 10 и контактные кольца 11, с которых 5 подается напряжение на катушку электромагнита. На валу 12 установлены коническая ше стерня 13, диск 14, несущий отдающие катушки 15 наружного ряда, и устройство 16, обеспечивающее постоянство длины нитей. Враще о ние электромагнита 8 и диска 14 в противоположные стороны осуществляется от...
Устройство для перемещения и усновки блоков покрытий промышленных зданий

Номер патента: 614022
Опубликовано: 05.07.1978
Авторы: Гуревич, Косовский, Лифщиц
МПК: B66F 7/18
Метки: блоков, зданий, перемещения, покрытий, промышленных, усновки
...Платформу 4 посредствомтовика 5 в направляющих 6 подъемного механизма 2 выд ту, превышающую проектнуюки блока.Блок 16 покрытия опуска б му 4. С помощью механиз выдвижения хвособоймы опорновигают на высоотметку установройство содержит установой базе 1 опорно-подъемкрепленный на поворотном ют на платфора передвижения Изобр портному ствам дл покрытий Извес шее сам на котор ханизм, н Недос ся сложн положени Цель блоков вДля этого на гшены с возможностленни, перпендикуляния устройства, приные выдвижными шНа фиг. 1 покаство, вид сбоку; нфиг. 1; на фиг. 3платформе; на фигна фиг. 5 - техноблоков покрытия.Предлагаемое устленный на самоходнный механизм 2, закруге 3. и платформои й снизу хвосойме механизьного перемеоймы опорноью роликов /....
Устройство для перемещения выдвижных радиоэлектронных блоков

Номер патента: 1267639
Опубликовано: 30.10.1986
Автор: Рамин
МПК: H05K 7/14
Метки: блоков, выдвижных, перемещения, радиоэлектронных
...стой 5 ке 4 и снабженный ручкой управления 8, и две идентичные кинематические пары упор 9 - двуплечий рычаг 10, упоры 9 которых жестко закреплены на корпусе блока 1, а рычаги,10 установлены с возможностью поворота на стойке 4, при этом одни из плечей рычагов 10 шарнирно соединены между собой с помощью тяги 11, в резьбовом отверстии которой размещен резьбовой конец вала Ь, На плече 12 рычага 1 О выполне ны зубья 13, на свободном конце упора 9 выполнен выступ 14. Упоры 9 расположены симметрично относительно разъемов таким образом, что вершины их выступов 14 лежат на прямой, про ходящей через точку, совпадающую с центром приложения сил сочленения- расчленения ответнь 1 х частей 2 и 5 разъемов, и лежащей в плоскости, параллельной...
Устройство для перемещения выдвижных радиоэлектронных блоков

Номер патента: 1309340
Опубликовано: 07.05.1987
Автор: Рамин
МПК: H05K 7/14
Метки: блоков, выдвижных, перемещения, радиоэлектронных
...перемещение 45блока 13 по направляющим 12 каркаса 1и сочленение вилки и розетки разъема17. После того, как поверхность скоса 10 входит в соприкосновение с рабочей поверхностью 15 дополнительного 50упора 14, поворот рычага 7 становитсяневозможным, поэтому вращение ручки 4управления прекращают,2Взаимное расположение рабочих поверхностей 15 и 16 дополнительного упора 14 относительно скоса 10 рычага 7 выбрано таким образом, что при взаимодействии скоса 10 с поверхностью 15 происходит полное сочленение ответных частей разъема 17, а при взаимодействии скоса 10 с поверхностью 16 - их полное расчленение. При извлечении блока 13 из каркаса 1 ручку 4 управления вращают в противоположную сторону, при этом рычаг 7 поворачивается по часовой стрелке,...
Устройство для перемещения и центрирования блоков корпусов судов на степеле

Номер патента: 460207
Опубликовано: 15.02.1975
Авторы: Каминкер, Латман, Мандельблат, Народецкий, Стесель, Струц
МПК: B63C 5/02
Метки: блоков, корпусов, перемещения, степеле, судов, центрирования
...установлены центрирующие опоры.На фиг. 1 схематически изображено предлагаемое устройство, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, разрез по А - А на фиг, 2.Устройство выполнено в виде тележки с основанием 1, установленным на катки 2, и с вмонтированными в основание гидродомкратами 3, На основании, в местах установки гидродомкратов, укреплены направляющие 4, в которых установлены промежуточные штоки 5, нижние концы которых опираются на головки 6 плунжеров гидродомкратов, а на верхних установлены центрирующие опоры, содержащие нижние плиты 7, шары 8, регулировочные центрирующие винты 9 и опорные части 10.Гидродомкраты снабжены автономными насосами 11, а верхние концы промежуточных штоков выполнены с резьбой и...
Предыдущий патент: Способ термической обработки холоднокатанной стали в колпаковой печи
Следующий патент: Устройство для дегазации расплавов
Случайный патент: Трансформатор