Способ обработки тел вращения ротационным резцом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
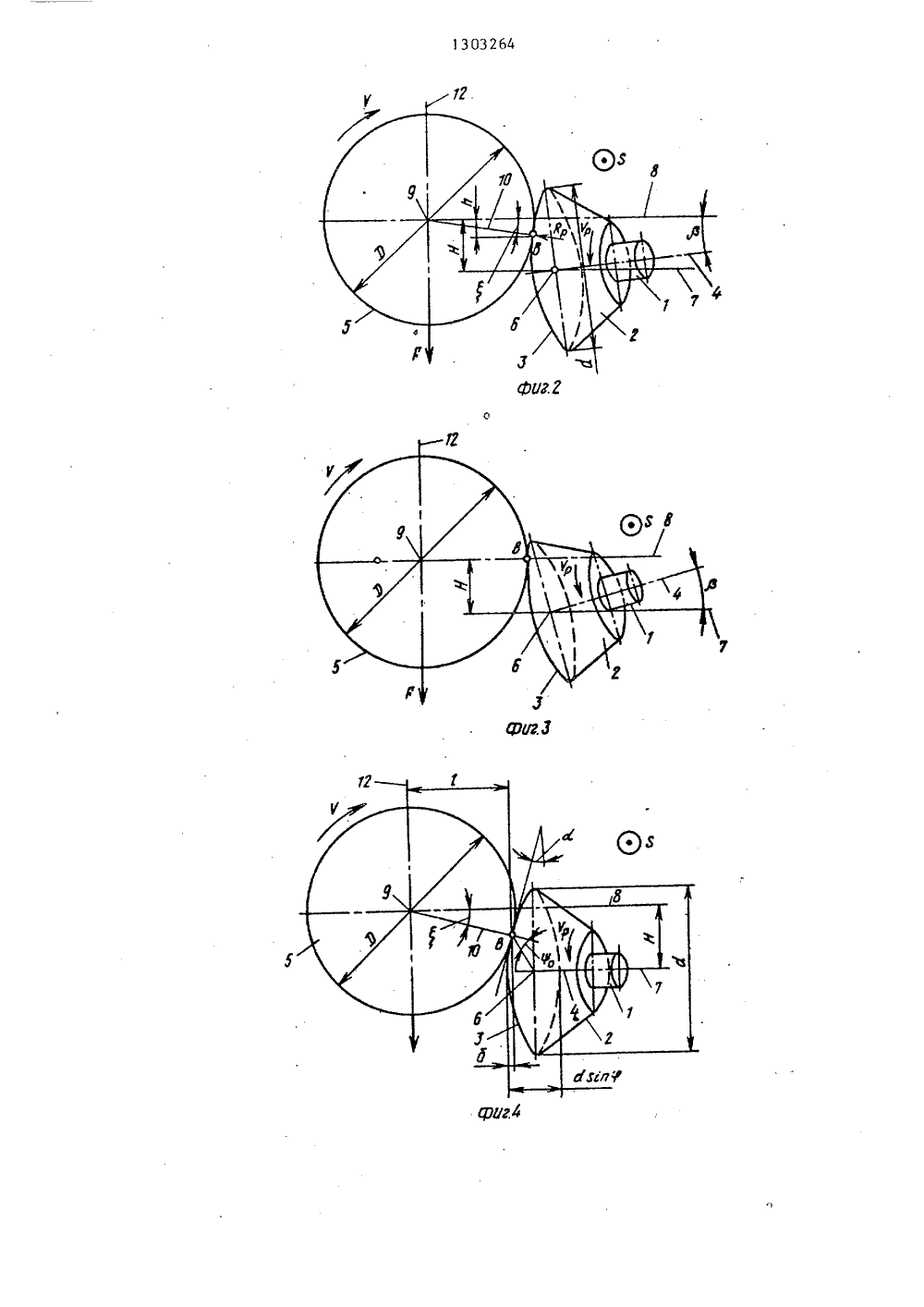
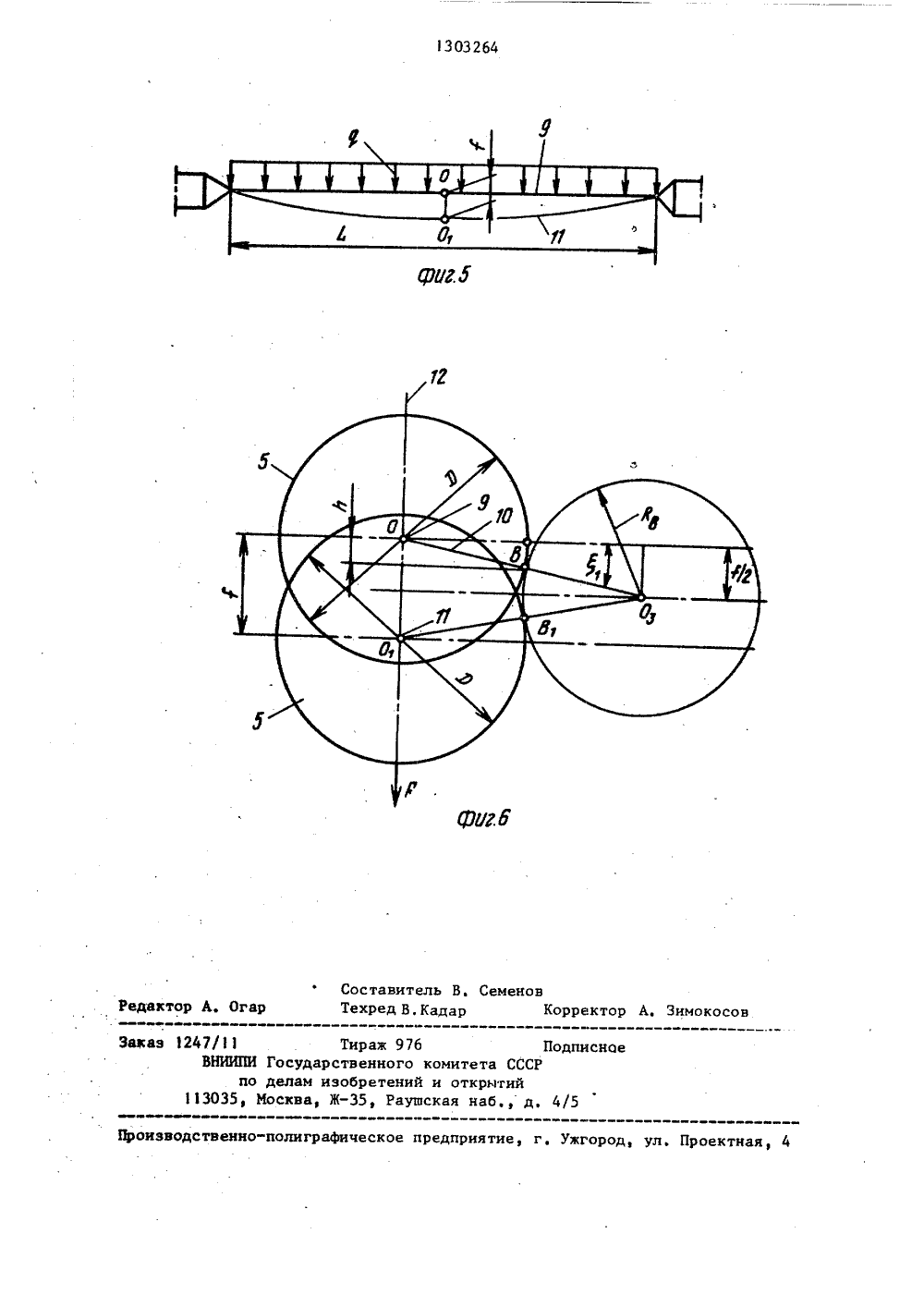
Текст
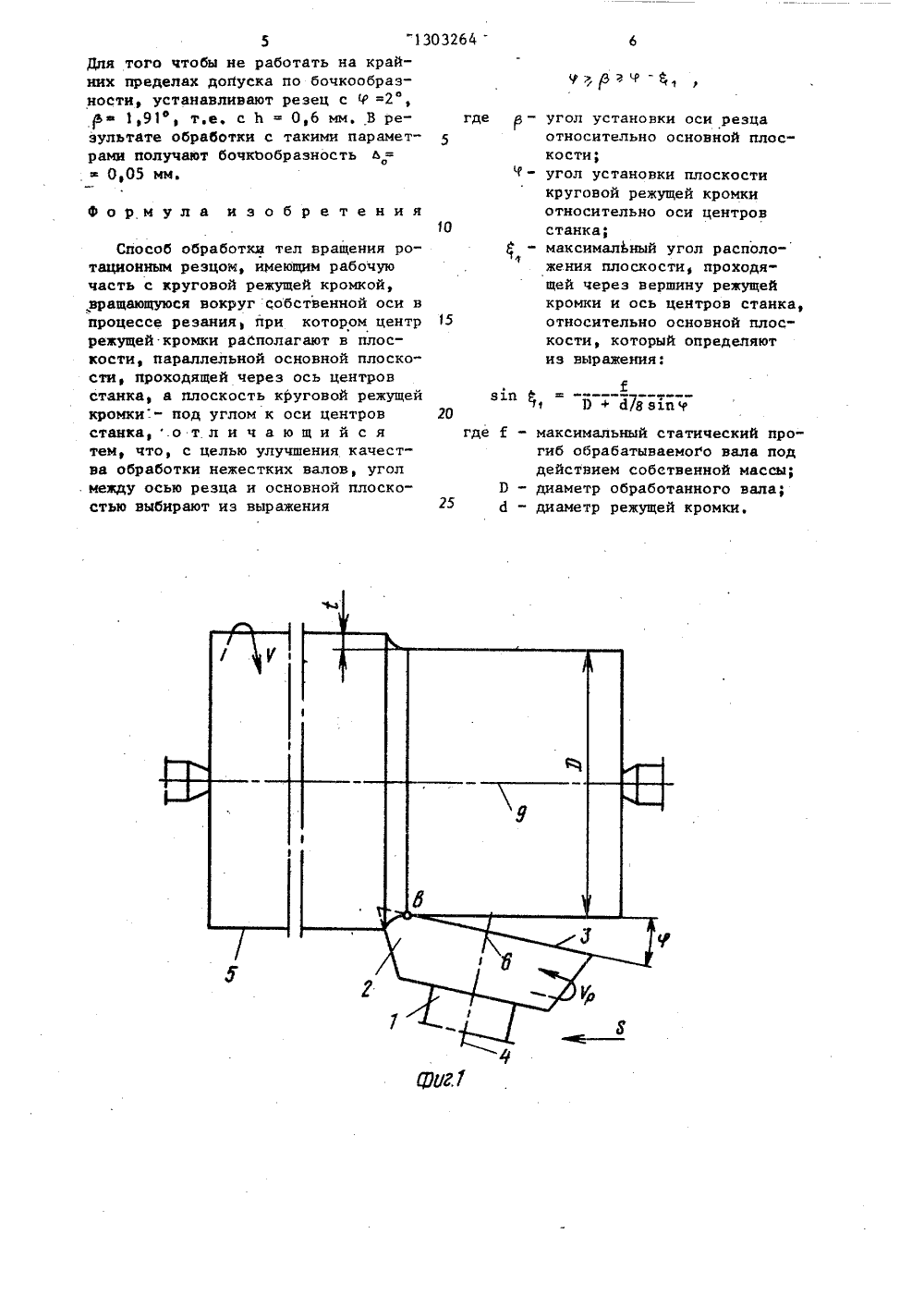
69 СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИН 130326 А В 23 В 1 ГОСУДАРСТ ПО ДЕЛАМ уЕ 4 с,Н АВТО де г тановки ос ьно основн зца отоско 1 П81 п где ссы; 0 - диамед - диаме обработанного валрежущей кромки. ЫЙ НОМИТЕТ СССР ОБРЕТЕНИЙ И ОТНРЫТИЙ(71) Могилевское отделение физикотехнического института АН БССР(54) СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯРОТАЦИОННЫМ РЕЗЦОМ(57) Изобретение относится к технологии обработки материалов ротационными резцами. Целью изобретения является улучшение качества обработкинежестких валов. Согласно способуугол между осью резца и основнойплоскостью резания выбирают из выражения; носител ой пл сти;- угол установки плоскостикруговой режущей кромки относительно оси центровстанка;максимальный угол расположения плоскости, проходя"щей через вершину режущейкромки и ось центров станка, относительно основнойплоскости, который определяют из выражения: максимальный статическийпрогиб обрабатываемого валпод действием собственной1303264 2где р - угол установки оси резцаотносительно основной плос 1Изобретение относится к станкостроению,Цель изобретения - улучшение качества обработки нежестких валов,На фиг, 1 изображена схема обработки по предлагаемому способу; нафиг, 2 - то же, вид сбоку; на фиг. 3 -то же, при установке резца с угломф=У; на фиг4 - схема обработкипри установке резца с углом р =О (про" 1 Ототип); на фиг. 5 - схема нагружениявала и прогиб его оси под действиемсобственной массы; на фиг, 6 - взаимное положение детали и резца приобработке. плоскости;максимальный статическийпрогиб обрабатываемого ва 15 ла под действием собственной массы;О Й - соответственно диаметры обрабатываемого вала и режущей кромки20 Включают вращение вала или детали5 со скоростью Ч и перемещение резца 1 со скоростью подачи Б и производят обработку детали 5,Обработка набивных бумажных каландровых валов 5 характеризуетсямалыми установочными углами МЗфи малыми углами= с (фиг. 1 и 4),что повышает производительность икачество обработанной поверхности.30 Кроме того, каландровые валы 5 имеют пониженную жесткость и под действием собственной массы, расположенной равномерно с интенсивностью(Фиг. 5), прогибается в направле 35 нии стрелки Р (Фиг, 2 - 4), Максимальный прогиб й оси 11 вала 5 поотношению к оси 9 центров станкаимеет место на половине длины Е вала (фиг, 5), При обработке детали 540 с установкой резца по прототипу,т,е, с= О (фиг, 4), вершина В режущей кромки отстоит от плоскости12 прогиба на расстояние Г ( О/2, ачасть режущей кромки 3, ограниченная45 размером Ь , расположена ближе кплоскости 12 прогиба вала 5, проходящей через ось 9 центров станка инаправление Р прогиба вала 5. Вершиной режущей промки 3 резца 1 явля 50 ется точка В режущей кромки, наиболее заглубленная в обрабатываемыйматериал. Во время обработки при перемещении резца 1 происходит взаимное сближение оси 4 резца 1 и оси55 11 детали 5, т.е. уменьшается размерН на величину прогиба й, В результате прогиба вала вместе с основнымприпуском глубиной С резцом 1 уда"ляется дополнительный припуск, велиСпособ осуществляется следующимобразом,Резец 1, имеющий рабочую часть 2,выполненную в форме чашки с круговой режущей кромкой 3 и установленную на оси 4 резца, имеющей возможность вращения в процессе обработки,устанавливают относительно детали 5таким образом, что центр 6 режущейкромки 3 располагается в плоскости 7;параллельной основной плоскости 8. проходящей через ось 9 центров станка и отстоящей от нее на величину Н, (фиг, 2 - 4), Затем разворачивают ось4 резца 1 так, что плоскость режущей кромки 3 располагается под угломк оси 9 центров станка (Фиг, 1),При этом в первоначальном положенииось 4 резца также располагается вппоскости 7, параллельной основнойплоскости 8, проходящей через ось 9центров станка (фиг, 4), а вершинарежущей кромки 3 располагается вплоскости 10, проходящей через ось9 центров станка под угломк основной плоскости 8 (фиг, 2 и 4),После этого производят поворот оси4 резца 1 на угол э относительно ос.новной плоскости 8 (Фиг, 2 и 3),Максимальный уголустановки оси 4резца 1 относительно основной плоскости 8 равен углу ч расположенияплоскости режущей кромки 3 относительно оси 9 центров станка (фиг. 3).Минимальный угол р установки оси 4резца 1 относительно основной плоскости 8, находят иэ соотношения:(2) Еяп ,0 + й/8 эмап ркости;угол установки плоскостирежущей кромки относительно оси центров станка;максимальный угол расположения плоскости, проходящей через вершину режущейкромки и ось центров станка относительной основной(3) где , - угол расположения вершиныВ режущей кромки 3 резца 1(фиг, 4), Ч, ц 45 ф,По техническим условиям каландрирования бумаги на каландровых валахкорсетность недопустима, После обработки валы должны быть или строгоцилиндрическими, особенно в своейсерединной части, или иметь небольшую бочкообразность, Для устранениякорсетности на обработанных валахрезец после установки в положение,при котором его ось 4 параллельнаосновной плоскости 8 (фиг4), дополнительно устанавливают ось 4 резцана угол р, соблюдая соотношение ЙКь 16 здпю(4) Р= ч - ,УголВ = У максимальный при=0 (фиг, 3). После обработки резцом 1 детали 5 с установкой его оси 4 под углом 1 з =получают бочкообразность которую можно определить из следующей зависимости;йи + д/8 ядп 9 25 Для обработки вала 5 без бочкообразности в серединной его части или.для ее уменьшения угол р установки оси 4 резца 1 относительно основной плоскости 8 необходимо уменьшить по сравнению с величиной угла= . Минимальный угол я установки оси 4 резца относительно основной плоскости 8 определяют следующим образом, Берут два положения вала 5: прогиб Г=О и цент вала находится в точке 0 (фиг, 5 и 6); прогиб оси 11 вала 5 равен Е и его центр находится в точке 0. Режущая кромка 3 в точке В (фиг, 2) имеет радиус кривизны КВ который формирует обработанную поверхность вала, Для получения при обработке одинакового диаметра цилиндрической поверхности вала, когда его центр находится в точках 0 и О необходимо установить резец таким образом, чтобы радиус К режущей кромки в ее вершине В касался поверхности детали диаметром 0 при положечина которого зависит от величиныего прогиба Г, После обработки валимеет корсетность, максимальная величина к торой на его середине нии ее центра в точках 0 и О расстояние между которыми равно (фиг. 6), т,е. центр Оз радиуса К должен находиться на одинаковом расстоянии от точек 0 и 0 . Тогда в вертикальной плоскости центр Оз должен находиться от центров 0 и 0 на1расстоянии, равном -Й, а вершина В режущей кромки находится на угле ф, (фиг. 6). Если вершина В режущей кромки находится на угле, то вал после обработки имеет корсет- ность, Таким образом, 1 - это мак симальный угол расположения вершины В резца относительно основной плоскости, Радиус Кв вершине В реьжущей кромки для применяемых условий обработки (3) может быть определен по зависимости: д/2здпП+й/8 здпм2 16 я дпМинимальный уголя определяют изсоотношения (4); 1 =- 1П р и м е рОбрабатывают бумажный каландровый вал800 мм, длинойЬ=8600 мм резцом с диаметром режущейкромки, равным 60 мм, с получениемвеличины бочкообразности л, ( 0,0 мм.35Величина максимального статическогопрогиба вала Г = 3,2 мм, Для получения чистоты обработанной поверхности пробную обработку осуществляют спараметрами установки: Н = 25 мм;М= 2, Ось резца располагают в плоскости, параллельной основной плоско.- сти (фиг, 4), В результате обработкиполучают корсетность вала а 0,11 ммк 4 по формуле (3), Поворачивают дополнительно ось резца на угол р = Ч 2(фиг, 3). В результате обработки вала резцом получают бочкообразностьь = 0,01 мм по формуле (5). Устанавливают наименьший угсл 9, Для этого, пользуясь соотношением (2), определяют угол= 0,18=10,84 . Из вы 1ражения (1) находят 13 = 1,82 О, Вершина В режущей кромки лежит в этомслучае ниже основной плоскости на1расстояние Ь = -П ядп= 1 26 мм.2юВ результате обработки получают валв серединной части цилиндрическим.б 4(8: Р 10 5 13032 Для того чтобы не работать на крайних пределах допуска по бочкообразности, устанавливают резец с У =2,1,9 1 , т.е, с Ь 0,6 мм. В результате обработки с такими парамет" рами получают бочкообразность ь =0,05 мм. формула изобретения Способ обработки тел вращения ротационным резцом, имеющим рабочую часть с круговой режущей кромкой, вращающуюся вокруг собственной оси в процессе резания, при котором центр 5 режущей кромки располагают в плоскости, параллельной основной плоскости, проходящей через ось центров станка, а плоскость круговой режущей кромки.- под углом к оси центров 20 станка, .о т л и ч а ю щ и й с я тем, что, с целью улучшения качества обработки нежестких валов, угол между осью резца и основной плоскостью выбирают из выражения 25 где а - угол установки оси резцаотносительно основной плоскости;М - угол установки плоскостикруговой режущей кромкиотносительно оси центровстанка;- максимальный угол расположения плоскости, проходящей через вершину режущейкромки и ось центров станка,относительно основной плоскости, который определяютиз выражения: 2зж1) + Й/ЗзпУ где й - максимальный статический прогиб обрабатываемого вала под действием собственной массы;1) - диаметр обработанного вала; Й - диаметр режущей кромки.303264 оставитель В. Семехред В. Кадар рректор А. Зимокос актор А. 0 247/ Тираж 9 Государственног делам изобретен осква, Ж, Ра
СмотретьЗаявка
3871992, 26.03.1985
МОГИЛЕВСКОЕ ОТДЕЛЕНИЕ ФИЗИКО-ТЕХНИЧЕСКОГО ИНСТИТУТА АН БССР
ШАТУРОВ ГЕННАДИЙ ФИЛИППОВИЧ, БУХТИЛОВ АЛЕКСАНДР СЕРГЕЕВИЧ, ВАСИН ЮРИЙ ВАЛЕНТИНОВИЧ, КУЛИКОВ ЮРИЙ АЛЕКСАНДРОВИЧ, АПРАКСИН СЕРГЕЙ ВЛАДИМИРОВИЧ
МПК / Метки
МПК: B23B 1/00
Метки: вращения, резцом, ротационным, тел
Опубликовано: 15.04.1987
Код ссылки
<a href="https://patents.su/6-1303264-sposob-obrabotki-tel-vrashheniya-rotacionnym-rezcom.html" target="_blank" rel="follow" title="База патентов СССР">Способ обработки тел вращения ротационным резцом</a>
Датчик положения кромки режущего инструмента

Номер патента: 1606852
Опубликовано: 15.11.1990
Авторы: Андреев, Бирюков, Линд, Марков, Педь, Серко, Трохов, Шулепов
МПК: B23Q 35/04, G01B 11/00
Метки: датчик, инструмента, кромки, положения, режущего
...гранью куба-призмы 5 излучение отклоняется на призму б, отражается от ее гипотенузной грани и выходит из первого призменного блока вверх по направлению оси ОУ, скани 1606852руя одновременно вдоль оси ОХ. Отразившись от гипотенузных граней прямоугольных призм 8 - 10, образующих второй блок, излучение направляется в обратном ходе вниз, сканируя уже вдоль оси ОЕ, отражается от гипотенузной грани призмы 7 и через куб-призму 5 и щелевую диафрагму 3 возвращается к призме-сканатору 2 несколько ниже оси исходного излучения. На выходе из призмы 2 в обратном ходе ось излучения становится неподвижной. Отразившись от гипотенузной грани призмы 11, излучение попадает на фотоприемник 12. Часть излучения прошедшего через полупрозрачную 510 15 грань...
Устройство для заточки разверток с криволинейной режущей кромкой

Номер патента: 905001
Опубликовано: 15.02.1982
Авторы: Железнов, Игошкин, Сингеев
МПК: B24B 3/18
Метки: заточки, криволинейной, кромкой, разверток, режущей
...центровой20оправки.На фиг. 1 показано предложенное устройство, общий вид; на фиг. 2 - разрезА-А на фиг. 1. Устройство состоит иэ центровойоправки 1, на которой установлены 2 и3 с центрами 4 и 5. На центровой оправке может быть также установлен упор 6.Центры 4 и 5 установлены наклоннотаким образом, что осевая линия Ос 1 расположена под углом скрещивания си поотношению к оси Ы центровой оправки 1.На центровой оправке 1 имеется также упор 7.Устройство работает следующим образом.Центровую оправку 1 устанавливаютв центрах 8 и 9 заточного станка, азатачиваемую развертку 10 устанавлива;ют в центрах 4 и 5. При этом рабочуючасть 11 развертки 10 располагают нарасчетном минимальном расстоянии 1от оси оо, Заточку осуществляют вращением устройства...
Устройство для торможения основных навоев ткацких станков

Номер патента: 90933
Опубликовано: 01.01.1950
МПК: D03D 49/08
Метки: навоев, основных, станков, ткацких, торможения
...особенность предлагаемого устройства заключается в том, что павой монтирован на подвесной раме, состоящей из двух кронштейнов, соединенных между собой массивной связью, а для подьема навоя применен управляемый от руки монтированный на одном из кронштейнов червячный механизм, соединенный с валом, на котором укреплены концы гибких тормозных элементов навоя. Это делает его легче управляемым и более надежным в работе, так как исключается возможность перекосов навоя во время работь 1 и создается нагрузка для тормозного усилия. На чертеже изображено предлагаемое устройство. Основным рабочим органом устройства является гибкий элемент 1, фрикционно взаимодействующий с тормозной шайбой 2 на оси навоя 3. Один конец элемента 1 укреплен на...
Устройство для торможения основных навоев ткацких станков

Номер патента: 120457
Опубликовано: 01.01.1959
Автор: Шутов
МПК: D03D 49/00, D03D 49/08
Метки: навоев, основных, станков, ткацких, торможения
...в средней части ОтверстиямР 9 д,1 я перес;Повии (в зявисиОсти От ассортимента ткани) Оси 1 О поворота рылага б, нзэСн 51 ющеЙ соотношение длн. пы его плечНесущие павой 3 поворотные 1 эьчяги 2 снабжены винтами 11 регулировки положения навоя 3 по высоте. Винты 11 опираются на раму 12 ткацкого станка.Устройство действует следующим образоъ 1, НБВГгуО на навОЙ 1 Основу 13 устанавливают ня ткацком станке таким образом, чтобы она касалась заправочной линии 14. Эту установку производят при помощи винтов 11 регулировки, которые вручную за маховичок 15 ввертывают в конец поворотиго рычага 2. Винты 11, упираясь в раму 12 ткацкого станка, удерживают основу 13 на заправочной линии 14.120457 По мере срабатывания основы 13 маховичок 15 поворачивают...
Способ контроля точности взаимного положения и направления перемещения основных узлов металлорежущих станков

Номер патента: 405257
Опубликовано: 15.01.1983
Автор: Салов
МПК: B23B 25/00
Метки: взаимного, металлорежущих, направления, основных, перемещения, положения, станков, точности, узлов
...в одной плоскости, перпендикулярной оси контрольной оправки 2, в двух взаимно перпендикулярных направлениях измерения, в горизонтальном и вертикальном. Попарно соосные датчики соединены с двумя дифференциальными приборами 3, которые позволяют определить точку, лежащую на оси вращения шпинделя.Контроль взаимного положения и направления перемещения узлов станка осуществляется по показаниям отсчет405257 3ных приборов при перемещении узла с щения основных узлов металлорежущих контрольно устройством в направлениИ станков посредством закрепленной в оси шпинделя. шпинделе контрольной оправки и приспоКонтроль с помощью восьми датчиков, соблений с измерительными приборами расположенных в двух плоскостях, про- о т л и ч а ю щ и й с я тем, что,...
Предыдущий патент: Способ обработки резанием
Следующий патент: Способ определения оптимального радиуса закругления режущей кромки инструмента
Случайный патент: Устройство для контактной точечной сварки