Система автоматического управления процессом сварки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1192920
Авторы: Акимов, Грибков, Подсевалов, Тупиков






Текст
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИРЕСПУБЛИК 23 К 9 ИЕ ИЗО ОПИС ЕТЕНИ Н АВ СВИДЕТЕЛЬСТВУ/10 КОГ по авт, щаяения каа счет ания па в нее троиства,естьпри этом и,ГОСУДАРСТВЕННЫИ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ(54) (57) СИСТЕМА АВТОМАТИЧ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ св. В 1107975, о т л и ч а с я тем, что, с целью пов чества сварного соединения повышения точности регулир раметров сварочного процес введены два множительных у дополнительный сумматор и корректирующих усилителе" 80119292 входы первого множительного устроиства соединены с выходом системыисточник питания-дуга-сварной шов,а его выход - с первым входом дополнительного сумматора, второй входкоторого через второе множительноеустройство соединен с выходами модели источника питания и модели дуги,первый выход дополнительного сумматора через корректирующие усилители соединен с сумматорами моделидуги и модели источника питания,второй выход дополнительного сумматора соединен через корректирующиеусилители с сумматором модели изменения глубины проплавления, с сумматором модели изменения ширины шва,с сумматором модели изменения высоты усиления шва и с сумматором модели изменения обратной стороны шва.где ифст Кгт Кт т Кн Кзт "чн ТП.-Т. Тн ТВ 45 Квт Квд КттКтн. кого управления процессом сварки.Целью изобретения является повы 5шение качества сварного соединенияза счет повышения точности регулирования параметров .сварочного процесса,На чертеже представлена структурная схема системы автоматическогоуправления процессом сварки.Система состоит из привода 1 подачи электрода, привода 2 измеценияскорости сварки, регулятоРа 3 напряжения холостого хода, системы 4 источник питания-дуга-сварной шов, модели системы 5 источник питания-дуга-сварной шов, состоящей из моделейисточника питания, образованной блоком 6 и сумматором 7, модели дуги,образованной блоками 8-10 и сумматором 11, модели капли расплавленногометалла,. образованной блоками 12 и13 и.сумматором 14, модели вылетаэлектрода,. образованной блоками 1518, сумматорами 19 и 20 и инвертором 21, модели привода 22 изменения скорости сварки, модели привода 23 подачи электрода, модели изменения глубиныпроплавления, образованной блоками 24 и 25 и суммато-ром 26, модели изменения ширины шва,образованной блоками 27 и 28 и сум матором 29, модели изменения высоты усиления, образованной блоками 30и 31 и сумматором 32, модели измене. ния ширины обратной стороны шва,образованной блоком 33 и сумматором 25, шести корректирующих усилителей 36-41, шести узлов 42-47 задания, восьми сумматоров 48-55, интегратора 56 усилителя 57, восемнадцати усилителей 58-75 с .перемен., ным коэффициентом усиления, трехсуммирующих устройств 76-78 и двухмножительных устройств 79-80.Система автоматического управления процессом сварки работает следующим образом,В модели 5 моделируются процессы, 50протекающиепри сварке в источникепитания,. дуге, вылете электрода,приводе подачи электрода и приводеизменения скорости сварки, а такжев сварочной ванне в процессе формирования сварного шва, Передаточныефункции звеньев модели имеют следующий вид; тт т.к к В 16 Т аф 1 17 ТР+1 18 В . П Кг К . Кгм г т Н24 Т Р+125 ТР,.121 Та 1П П КатФ= - ;Й = ,а:28 тр 1 Во та+1 51 ТР 1П ф огПкоэффицент питающейсети по напряжению, динамическое и статическое сопротивлениядуги;коэффициенты глубины проплавления по току и напряжению;коэффициенты ширины шва по току и напряжению;коэффициенты высоты усиления шва по току и напряжению.;постоянные времени питающей сети, дуги, сварочной ванны; постоянные времени плавления (определяется частотой переноса капли расплавленного металла капель) и вылетаэлектрода (определяется теплоемкосТью вылета);коэффициенты саморегулирования по току через подогрев вылета электрода и по длине вылетаэлектрода; коэффициенты саморе. гулирования по .току и напряжению через плавление торца(капли) электрода коэффициент изменения вылета электро-,да поскорости сварки.30 5 11929 ты усиления и ширины обратной стороны шва объясняется тем что меньше1будет отклонение указанных величин от заданных значений, тем выше будет качество сварных соедине 5 ний, Кроме того, учитываются динамические свойства приводов подачи электрода и,изменения скорости сварки.Заданные значения регулируемых ве О личин формируются в узлах 42-47 задания и сигналы рассогласования с сумматоров 48-53 подаются на соответствующие усилители с переменным коэффициентом усиления. 15Сигнал управления на изменение напряжения холостого хода формирует - ся с помощью усилителей 58, 61, 64, 67, 70 и 73 и суммирующего устройства 76 по закону 20 и подается одновременно на регулятор 5 изменения напряжения холостого хода и модель источника 6 питания. Здесь д 0,1 дН 1 й 81 д 1 и 1 Ли,7 отклонение параметров от заданных значений.Сигнал управления на изменение скорости сварки формируется с помощью усилителей 59, 62, 65, 68, 71 и 74 и суммирующего устройства 77 по законуУЬОД 6 ОН К 6 ДЯ+ К 6 Р 5 щ+ К 11 и подается одновременно на привод 2 35 изменения скорости сварки и модель привода 22 изменения скорости сварки.Сигнал управления на изменение скорости подачи электрода формируется с помощью усилителей 60, 63, 66, 40 69, 72 и 75 и суммирующего устройства 78 по закону0 -К АО+К аН+К ай+К ап К аи+К а 1Упэ 6 о А . 63 66 6 Ь 72 и св и подается одновременно на привод 145 подачи электрода и модель привода 23 подачи электрода.В результате любое отклонение тока сварки, напряжения на дуге, глубины проплавления ширины шва высоФ50 ты усиления или ширины обратной стороны шва компенсируется с помощью обратной связи управлением скоростью сварки, скоростью подачи электрода и изменением напряжения холостого хода, т,е. параметры св, О Н, Ъ,щ, п55 постоянны в процессе сварки, что позволит получать высококачественные сварные соединения. 20 ЬВ процессе сварки под действием различного рода возмущений параметры системы источник питания-дуга-сварной шов изменяются. Следовательно, чтобы точность регулирования параметров свррки не снижалась при изменении параметров системы 4, необходимо корректировать модель 5 таким образом, чтобы она была адекватна системе 4 при действии различногорода возмущений,Коррекция параметров системы источник питания-дуга-сварной шов1 осуществляется с помощью корректирующих усилителей 36-41 по мощности сварочной дуги, величина которой определяется по изменению напряжения на дуге и тока сварки, которые можно измерять непосредственно в процессе сварки. Изменение мгновенного значения мощности сварочной дуги наиболее полно отражает изменение характеристик системы источник питания-дуга-сварной шов 4 и служит информацией для коррекции параметров модели 5.Действительное значение мощности сварочной дуги измеряется с помощью первого множительного устройства 79. Сигнал, пропорциональный мощности сварочной дуги в модели 5, формируется с помощью второго суммирующего устройства 80. На выходе восьмого сумматора 55 определяется сигнал рассогласования,.которым-корректируются параметры модели 5 системы источник питания-дуга-сварной шов. В результате модель 5 подстраивается в процессе сварки при изменении внешних условий и действия помех на систему 4. Коэффициенты усиления корректирующих усилителей 36-41lопределяются исходя из требуемого расположения корней характеристического полинома системы и из условия скорейшего затухания возможных рассогласований между параметрами системы 4 и модели 5 известными методами.Для ликвидации статической ошибки в процессе регулирования в систему вводится интегральная составляющая отклонения выходного сигнала задания, которая формируется с помощью интегратора 56,. усилителя 57 с коэффициентом усиления, равным постоянной времени объекта управления (системы источник питания-дуга- сварной шов)-и шестого сумматора 53.7 11Этим сигналом компенсируется статическая ошибка, которая равна нулюнезависимо от характера действующихна объект управления возмущений, таккак здесь вводится астатизм первогопорядка. Постоянная времени объектауправления, а следовательно, и коэффициент усиления усилителя 57 могутбыть определены любым известнымспосообом,В качестве базового образца выбрансварочный робот модели 111 А,оснащенный системой автоматическогорегулирования напряжения на дуге,у которой низкая точность регулирования выходных параметров сварки,невысокое быстродействие, определяемое периодом сетевого напряжения,низкие динамические свойства, позволяющие отрабатывать только медленно изменяющиеся переходные процессы, невозможность .регулирования 92920 8мгновенных значений тока в сварочной цепи и параметров шва,Применение предлагаемой системыпозволит повысить быстродействиеи точность регулирования выходныхпараметров сварочного производства,Использование в контуре обратнойсвязи всех параметров состояния позволяет исключить перенапряжение на1 О различных элементах схемы и перегрузки по току, и значительно улучшитькачество сварных соединений, сокра".тить удельный расход электроэнергиии электродного металла, увеличить15 производительность каждой автоматической установки, например роботадля дуговой сварки, увеличить произ"водительность каждой из них эа счетснижения брака и воэможности сварки20 на повышенных скоростях, так каксистема обладает высокими динамическими свойствами,
СмотретьЗаявка
3773800, 17.07.1984
ПРЕДПРИЯТИЕ ПЯ А-1714
ТУПИКОВ НИКОЛАЙ ГРИГОРЬЕВИЧ, АКИМОВ АЛЕКСАНДР НИКОЛАЕВИЧ, ПОДСЕВАЛОВ ВАЛЕРИЙ ВАСИЛЬЕВИЧ, ГРИБКОВ ЮРИЙ ГЕОРГИЕВИЧ
МПК / Метки
МПК: B23K 9/10
Опубликовано: 23.11.1985
Код ссылки
<a href="https://patents.su/6-1192920-sistema-avtomaticheskogo-upravleniya-processom-svarki.html" target="_blank" rel="follow" title="База патентов СССР">Система автоматического управления процессом сварки</a>
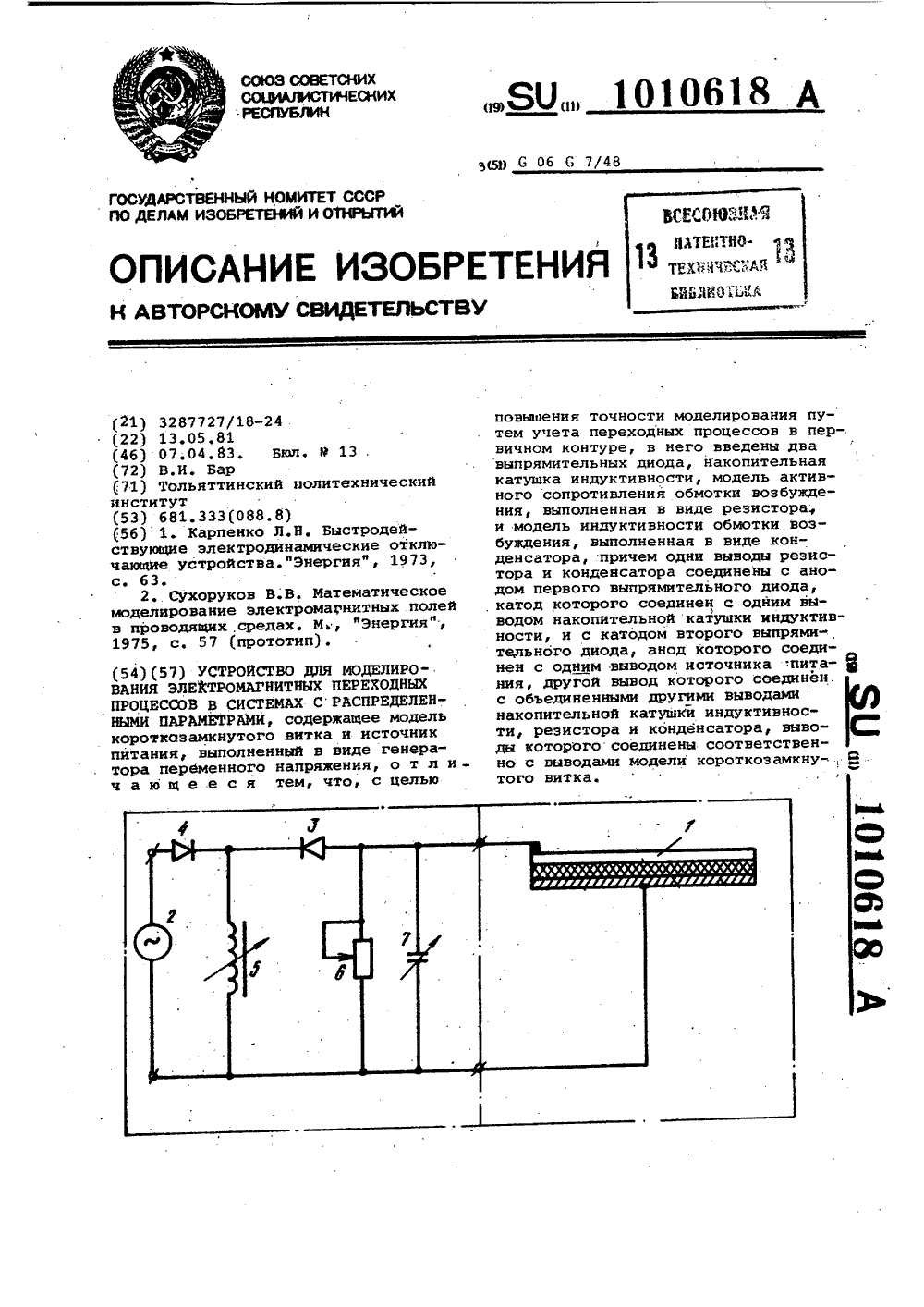
Устройство для моделирования электромагнитных переходных процессов в системах с распределенными параметрами
Номер патента: 1010618
Опубликовано: 07.04.1983
Автор: Бар
МПК: G06G 7/48
Метки: моделирования, параметрами, переходных, процессов, распределенными, системах, электромагнитных
...2. При этом процессы в модели витка не влияют на изменение этого напряжения, что снижает точность моделирования. Цель изобретения - повышение точности моделирования.Для достижения поставленной цели 45 в устройство для моделирования элект. ромагнитных переходных процессов в системах с распределенными параметрами, содержащее,модель короткозамкнутого витка и источник питания, выполненный в виде генератора переменного напряжения, дополнительно введены два выпрямйтельных диода, накопительная катушка индуктивности,модеЛь активного сопротивления обмотки возбуждения выполненная в виде резистора, и модель индуктивности обмотки возбуждения, выполненная в виде конденсатора; причем одни выводы резистора и конденсатора соединены с анодом первого...
Стабилизированный источник питания управляющего электрода электровакуумного прибора с защитой

Номер патента: 1471263
Опубликовано: 07.04.1989
Автор: Полторацкий
МПК: H02H 7/20, H02M 3/335
Метки: защитой, источник, питания, прибора, стабилизированный, управляющего, электровакуумного, электрода
...10-13 и конденсаторе 14.Устройство работает следующим образом.В исходном состоянии мультивибратор 6 заторможен, транзистор 8 закрыт, а транзисторы 9 и 4 открыты, причем последний шунтирует резистор 345 Ток ограничения 1 определяется соотношением сопротивления резистора 2 и напряжения стабилизации стабилитрона 5.При коротком замыкании. в ЭВП ток ограничивается величиной 1 (фиг 2) Одновременно запускается мультивибратор 6, который через заданное время запирает транзистор 4. При этом порог ограничения тока падает до 0,1- 0,1 1 , так как он определяется суммой сопротивлений резисторов 2 и 3. Мультивибратор 6 вырабатывает импульсы, коммутирующие ключ до тех пор, пока сопротивление цепи ЭВП не восстановится. Форма выходного тока при этом...
Устройство для изменения передаточного отношения в системе управления летательным аппаратом
Номер патента: 668197
Опубликовано: 20.10.1995
МПК: B64C 13/28
Метки: аппаратом, изменения, летательным, отношения, передаточного, системе
УСТРОЙСТВО ДЛЯ ИЗМЕНЕНИЯ ПЕРЕДАТОЧНОГО ОТНОШЕНИЯ В СИСТЕМЕ УПРАВЛЕНИЯ ЛЕТАТЕЛЬНЫМ АППАРАТОМ, содержащее неподвижное основание, на котором закреплены раздвоенная входная качалка, сочлененная с проводкой от рычага управления, и привод изменения передаточного отношения, соединенный с U-образным рычагом, шарнирно связанным посредством тяги с одним из плеч выходной качалки, второе плечо которой соединено с приводкой к рулевой поверхности, отличающееся тем, что, с целью упрощения конструкции, выходная качалка подвижно закреплена на входной качалке, а U-образный рычаг шарнирно установлен на неподвижном основании.
Способ дискретного изменения увеличения в телескопической системе, имеющей излом оптической оси

Номер патента: 1113770
Опубликовано: 15.09.1984
Авторы: Анитропова, Арлиевский, Зверев, Русинов
МПК: G02B 23/02
Метки: дискретного, излом, изменения, имеющей, оптической, оси, системе, телескопической, увеличения
...перемещения оборачивающей системы выбирают равным углу излома оптической оси нли дополняющим его до 180Указанная величина углового переме" щения обеспечивает после его выполнения совпадение всех центров оптических поверхностей оборачивающей системы с оптической осью телескопической системы, т.е. сохранение оси визирования в пространствах предметов и изображений при изменении увеличения. Это выполняется для первого и второго центров перемещения оборачивающей системы.При перемещении компонентов оборачивающей системы относительно первого центра происходит одновременное перемещение компонентов и их оборачивание по отношению к направлению распространения света, т.е. первый по ходу луча компонент. становится последним и наоборот, При...
Устройство для изменения предаточного отношения в системе управления летательным аппаратом
Номер патента: 1624896
Опубликовано: 27.10.2004
Автор: Фортинов
МПК: B64C 13/28
Метки: аппаратом, изменения, летательным, отношения, предаточного, системе
Устройство для изменения передаточного отношения в системе управления летательным аппаратом, содержащее выходную и входную качалки, шарнирное соединительное звено и привод, отличающееся тем, что, с целью упрощения конструкции при одновременном улучшении линейности передачи при любом передаточном отношении, оно снабжено Т-образным рычагом, соединенным с приводом, а концы выходной качалки и Т-образного рычага - шаровыми шарнирами, соединенными звеном, причем одно из плеч входной качалки выполнено в виде вала, имеющего вилку с соосными шарнирами, в которых установлен Т-образный рычаг, а при нулевом передаточном отношении ось шарниров вилки вала расположена в плоскости оси вращения входной...
Предыдущий патент: Устройство для дуговой сварки
Следующий патент: Устройство для снятия наружного грата
Случайный патент: Устройство для сжигания топлива