Система управления профилегибочным агрегатом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1045968
Автор: Прудков

Текст
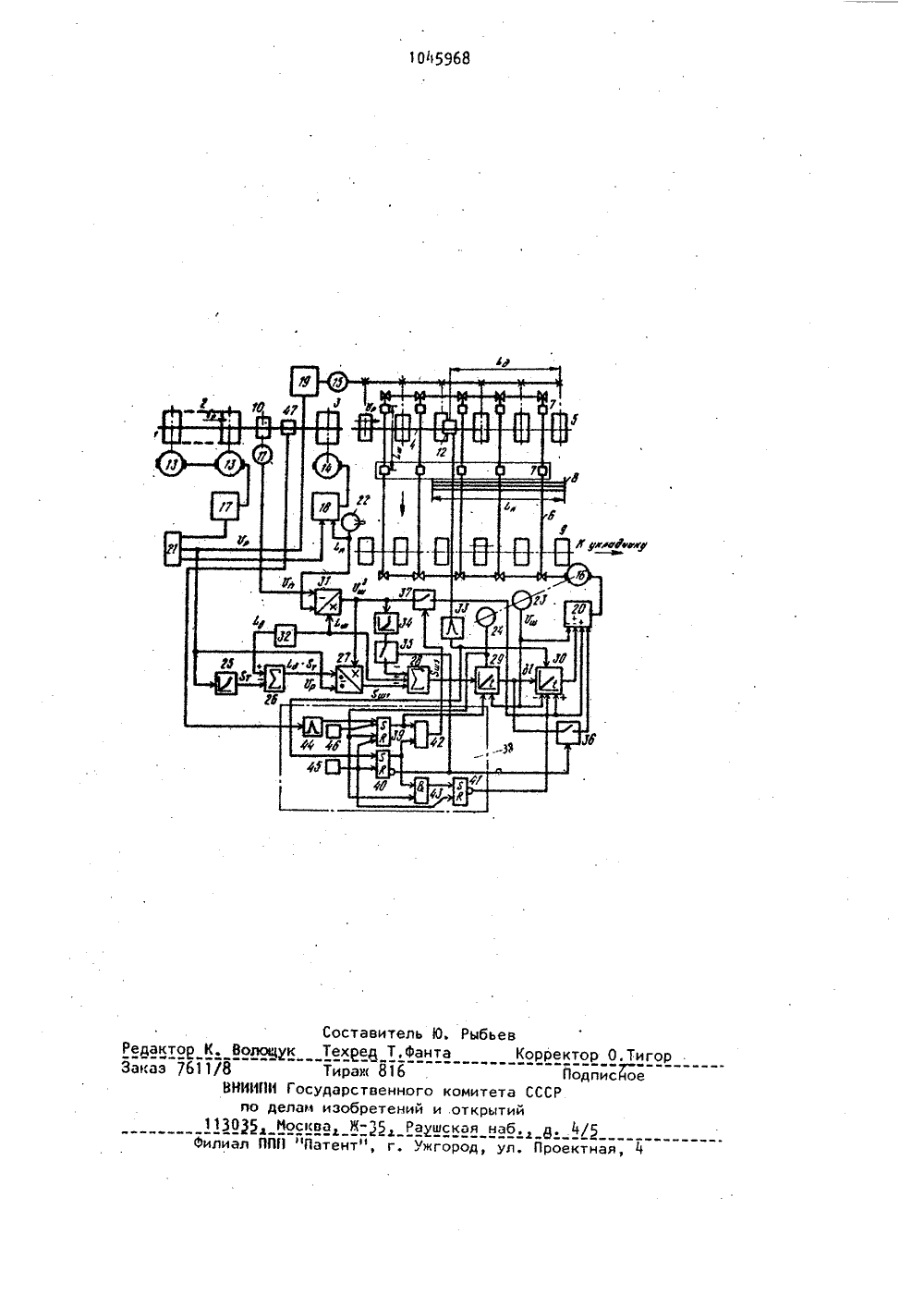
(21) 3355110/2 (22) 16.11.81 (46) 07,10.83. (72) М,Л, Пруд (7 1) Государст институт нЭлек (53) 621.771,2 (56) 1. РвторсР 952394, кл. 2-02 Бюл. К 37ооенный проектныйротяжхимпроект"-0162(088,8)ое соидетельстоо ССС21 В 37/00, 1981,ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ(54)(57) СИСТЕМА УПРАВЛЕНИЯ ПРОФИЛЕГИБОЧНЫМ АГРЕГАТОМ по автсо,Ю 952394о т л и ч а ю щ а я с я тем, что,с целью повышения надежности работыо"начале процесса фориирооания рядовпрофилей при непрерывном ходе шлеппера, систеиа дополнительно содержитвторой датчик профиля, подсоединенный к выходу второго иножительно-де-,лительного звена, второй квадратор80104596 командный блок, первый, второй и тре. тий управляемые ключи, входы которых подсоединены к выходам сооответствен. но второго квадратора, первого интег. , ратора и второго множительно-дели: тельного зоена, выходы подсоединенысоответственно к третьему входу второго сумматора, к третьему входу блоа управления приводом шлеппера и к четвертому входу этого же блока, управляющие входы первого и второго управляемых ключей. подсоединены к первоиу входу командного блока, а третьего управляемого ключа - к второму выходу командного блока, третий выход которого подсоединен к пятому входу второго интегратора, первый вход подсоединен к второиу датчику профиля, второй вход подсоединен к датчику :шага шлеппера и третий вход подсоеди. нен к выходу импульсного звена.68 1 1 О 59Изобретение относится к автоматизации технологических процессов про- катного производства.По основному авт.св. ю 952394 известна система управления профилеги 5 бочным агрегатом, обеспечиоающая непрерывную работу шлеппера, который Формирует на ходу рлды иэ мерных длин профилей, транспортируемых отводящим от летучих ножниц рольгангом.При этом 1 О повышается надежность работы агрега" та и расширяются его технологические воэможности, Эта система содержит при воды с блоками управления соответственно станол, летучими ножницами, от водящим рольгангом и шлеппером, а также задатчики эталона скорости и мерных длин, следящие ролики с датчиком скорости прокатки, первый датчик профиля, последовательно соединенные пероый коадратор, вход которого подсоединен к задатчику эталона скорости и ко входу блока управленил приводом отводящего рольганга, первый сумматор, первое множительно-дели; 25 тельное звено, второй вход которого соединен со входом первого квадратора, второй сумматор, первый и второй интеграторы, выход последнего соединен с оходом блока управления приводом шлеппера, механически связанные с последним датчики скорости и шага шлеппера, электрически соединенные: датчик скорости шлеппера - с вторыми входами первого, второго ин" тегратора и блока управления приво- . З 5 дом шлеппера, датчик шага шлеппера с третьим входом первого интегратора, второе множительно-делительное звено, пероый вход которого подсоединен к датчику скорости прокатки,40 второй вход - к эадатчику мерных длин, а выход - к третьему входу первого множительно-делительного зве на, источник опорного напряжения, подсоединенный ко вторым входам первого и второго сумматоров и к третьему входу второго мноительно-дели- тельного звена, а выход - к четвертому входу второго интегратора ,1 ,Недостатком известной системы 50 является то, что при непрерывном хо-, де шлеппера она не обеспечивает соответствия положения захватов шлеп- пера положению первой мерной длины профилей на отводящем рольганге в 55 начале процесса формирования рядов профилей, передаваемых к укладчику пакетоо, При этом возможно отолкова. ние первой мерной длины с захватами шлеппера и эабуриоание профилей на отводящем рольганге, т.е, известная система не обеспечивает надежной работы в начале процесса Формирооанил рлдоо профилей при непрерывном ходе шлеппера.Цель изобретения " повышение на. дежности работы в начале процесса Формирования рядов профилей при непрерывном ходе шлеппера.Укаэанная цель достигается тем, что устройство дополнительно содержит второй датчик профиля, подсоединенный к выходу второго множительноделительного эоена, второй квадратор, командный блок, первый, второй и третий управляемые ключи, входы которых подсоединены к выходам соответственно второго квадратора, перво го интегратора и второго множитель- но"делительного звена, выходы подсоединены соответственно к третьему входу второго сумматора, к третьему входу блока управления приводом шлеп- пера и четвертому входу этого хе блока, а упраоляющие входы первого и второго управляемых ключей - к первому, а третьего управляемого ключако второму. выходам командного блока, третий выход которого подсоединен к плтому входу второго интегратора, а входи подсоединены: первый - ко второму датчику профиля, второй - к дат цику шага шлеппера и третий - к оыхо ду импульсного звена.На чертеже приведена Функциональная схема системы.Исходная полоса 1 Формируется ста. ном 2 в гнутый профиль, который раэреэается летучими ножницами 3 на мер. ные длины 4, транспортируемые отводящим рольгангом 5. Влеппером 6 с помощью захватов 7 мерные длины 4 снимаютсл с отводящего рольганга 5 и перемещаются в ряд профилей 8, который, будучи окончательно сформированным, перемещается к рольгангу 9 укладчика пакетов. Следящие ролики 10 обеспечивают слежение за перемещением полосы 1 и с помощью датчика 11 за скоростью прокатки Чл . Датчик 12 про 4Филя Фиксирует перемещение отводящим рольгангом 5 о его зону мерных длин 4Стан 2, летучие ножницы 3, отводящий рольганг 5 и шлеппер 6 имеют приводы соответственно 13-16, управляемые с помощью блоков соответственно 17-20 управления. Задатчик 21 этало20 3 10459 на скорости подсоединен к блокам 17,1 18 и 19 и обеспечивает задание скорости соответстоенно стану 2, летучим ножницам 3 и отводящему роль- гангу 5. Задатчик 22 мерных длин под соединен к блоку 18 управления приводом 1 г летучих ножниц 3 и определя. ет величин 1,п мерных длин 4, отреза. емых летучими ножницами 3 от полосы 1 ОС приводом 16 шлеппера 6 глеханически связаны датчик 23 скорости и датчик 24 ыага шлеппера 6. К выходу задатчика 21 эталона скорости и ко входу блока 19 управления приводом 15 1 отводящего рольганга 5 подсоединен вход коадратора 25, последовательно с которым соединены сумматор 26, множительно-делительное звено 27, сумматор 28, интеграторы 29 и 30 сеоими задающими входами. Выход последнего подсоединен к корректирующему входу блока 20 управления приводом 16 ылеппера 6, иножительно-делительное звено 31 своим первым входогл - к за 25 датчику 22 мерных длин, а третьим входои - к источнику 32 опорного напряжения, к котороиу также подсоединены вторые входы сумматоров 26 и 28 Выход множительно-делительного звена 31 подсоединен ко второму входу множительно-делительного звена 27, Интегратор 29 своим управляющим входом подсоединен к датчику 24 ыага ылеппера 6, а информационным вхо догл оместе со вторым информационныи входом интегратора 30 и оходогл обратной связи блока 20 управления подсоединен к датчику 23 скорости шлеппера 6. Управляющий вход интегратора 30 подсоединен к выходу импульсного звена 33, вход которого присоединен к датчику 12 профиля, Третий вход иножи тельно-делительного звена 27 подсоединен к оыходу задатчика 21 эталона скорости и ко входу коадратора 25. 45 Квадратор 3 своим входом подсоединен к выходу множительно-делительного звена 31, а выходом через управляемый ключ 35 - к третьему входу сумматора 28. Выход интегратора 29 через уп раоляеиый ключ 36 подсоединен к перво му задающему входу блока 20 управления, ко второму задающему входу которого и ко второму информационному вхо ду интегратора 30 подсоединен через 55 упраоляемый ключ 37 выход множительно делительного звена 31. Управляемыми ключами 35-37 управляет огландный 68 4блок 38, состоящий из 5-триггеров 3941, звена г 2 ИЛИ, звена 43 И, импульсного звена 44 и командоаппаратов 45останооа и 46 пуска, Вход импульсного звена 44 подсоединен и датчику 47профиля, э выход - к 5 -оходу триггера 39, к котороглу также подсоединенкоглэндоаппарат 36 пуска, К ) -входутриггера 39 и к перооглу входу зоена43 И подсоединен датчик 24 шага цглеппера 6, а выход триггера .39 подключенко входу сброса интегратора 29 и кпервоиу входу звена 2 ИЛИ, ко второглу входу которого и ко второглу входу звена 43 И подсоединен прямои выход триггера 40, К 5 -входу последнегоподключен выход импульсного звена 33,а к К -входу и к ч -входаи триггеров 39и 41 подсоединен коиандоаппарат г 5останооа, Инверсный выход триггера 40подсоединен к управляющим входам ключей 35 и 36, выход звена 43 И - к5-входу триггера 41, инверсный выходкоторого подсоединен ко входу сбросаинтегратора 30. Выход звена 42 ИЛИподсоединен к управляющему входу ключа 37.Работа системы происходит следую"щим образом.При непрерывном доижении промежуток вреиени перемещения захватов 7шлеппера на один ыаг должен равнятьсявремени цикла отрезания летучими ножницагли 3 глерной длиы 1, т.е,)ч.:).)ч,( ) где ). - расстояние между соседнимизахоатаии 7 алеппера 6;Ч - скорость хода ылепперэ 6мерная длинаскорость прокаткиИз равенства ( 1) следует, что скорость хода ылеппера 6 должна устанав" лиоаться равнойЬ )ч (г)Мноотельно-делительным звеном 31, к отороиу подоодлтсл сигналы, пропорциональные Ч;1.,1, соответственно от датчика 11 скорости прокатки, задатчиа 22 мерных длин, источ" нина 32 опорного напряжения, решает" ся равенство (2 ) и образуется задаю 3щий сигнал Чш . При включенном ключе 37 этот сигнал подводится к задающему входу блока 20 управления приводои 16 шлеппера 6. С помощью датчика 23 обратной связи по скорости алеппера 6 отрабатывается сигнал и3 оф т.е. обеспечиоаетсл соответствие. ско"1045968 навлиоается. Ири этом захваты 7 устанаолцоаютсл в заданное исходное положение ( 7 )После отрезания летучимц нокницаиц 3 первой иерной длины 4 последняятранспортируется отоодяции рольгангои 5 к шлепперу 6. Ири срабатываниидатчика 12 включается триггер 40,отключающий ключи 35 и 36 и включаюций ключ 37. Ири этом к блоку 20 упраоленцлвновь подводится задающийсигнал (2 ) иножительно-делительногозвена 31, шлеппер 6 разгоняется доскорости Ч , снииает с рольганга 5зпервую мерную длину 4 и переходит 15в режим непрерывного движения со скоростью (2 ) для съема с рольганга 5следующих мерных длин 4 и Формирования цз них ряда 8. Ири съеие с роль"ганга 5 первой мерной длины 4 и сраба 20тывании датчика 24 шага шлеппера 6включается триггер 41 и снииаетсл запрет работы интегратора 30. Системаначинает осуществлять контроль исходного положения захватов 7 при съеме 25каждой мерной длины 4 в режиме непрерывного хода шлеппера б. Такой конт"роль осуществляется потому что положение захоатоо 7 относительно доижущихсяпо рольгангу 5 мерных длин 4 может30сбиваться, вследствие естественногостатизма системы регулированил скорос.ъи шлеппера б ( блока 20), измененийскорости прокатки Чп, скорости отводяцего рольганга 5 Чр, мерных длин 41, .иПри обнаружении несоответствия произ" З 5водится воздействие на привод 16шлеппера б длл ликвидации рассогласования, Контроль основан на нижеследую.щеи,тТак же как и при установке шлеппера 6 о исходное положение длл съемапероой мерной длины 4, в момент сраба.тыванцл датчика 12 мерной длине 4 остается переиестцтьсл рольгангои 5 нарасстолнце ( 3 ), За это же время захваты 7 шлеппера б долкоы переместиться на расстолнце 5,1(6 1, т.е. в дан"нои случае 5,2= 5 ц(пути (5 ) и (6)одинакооы ), а оелцчцна (7 ) соответствует пути, который должны пройти за хваты 7 к моменту срабатыванил датчика 1 , чтобы переместиться из нуле ф)оого в требуемое исходное положение(б ). Как и в опцсаннои цикле съема первой мерной длины 4, по сигналудатчика 24, Фиксирующего нулевое по-,ложение захоатоо 7, в интегратор 29вводится величина 5 ш(7 ), но без со"стаоляющей 1 (Ч), посколькуключ 35 к этому оремени отключен. Сигналом датчика 23 скорости шлеппера 6величина 5 шз(7 ) о интеграторе 29 описыоаетсл соотоетстоенно равенству ( 8 )При нахождении захватов 7 о моментсрабатывания датчика 12 о полокенцц ( 7 ) ооеденнал в интегратор 29величина Б ( 7 ) описывается до нуля.В протионои случае на выходе интегра.тора 29 будет иметь место сцгналрассогласооэнилд"0=+(5,-1 ч д), 9который по сигналу датчика 12 ц импульсного звена 33 вводится в интегратор 30.Сигнал рассогласованцл о Е(9 ) свыхода интегратора 30 подоодцтсл ккорректируюцему входу блока 20 управленил приоодои 16 шлеппера 6 иприводит к изменению скорости послед.него. Поскольку к инФормационным входаи интегратора 30 подведены с проти"воположнымц знакаии сигналы заданного значения скорости Ч ( 2 ) шлеппешра б от иножительно-делцтельного звена 31 и действительной скорости Чшшлеппера 6 от датчика 23, то за счетизменения скорости Ч происходит опи"сывание введенной в интегратор 30 величцны дР (9 ) ц ликвидация возникшегб рассогласования о относительном. положении захватов 7 ц мерной длины 4Когда рассогласования д"0(9 ) отрабатывается полностью, интегратор 30 аотослатическц переходит в режил астатического поддержания заданной скорос 3ти Ч (2 ) шлеппера б, Описанный циклработы сцстеиы повторяется прц съеиекакдой мерной длины 4, После окончания Форльрованил ряда проФилей 8 спомощью поддеркиоаюцих линеек сФормцрооанный рлд проФилей 8 передаетсяшлепперои 6 на рольганг 9,.транспортирующий ряды проФилей 8 к укладчикупакетов.Использование предложенной системыобеспечивает. повышение надежностиработы в начале процесса Формирования рядов проФилей при непрерывномходе шлеппера, 1015968Редактор К. ВолоцукВтаиш Заказ 7611/8НИИПИ Го по дела ОЯ Иос ал ПППил
СмотретьЗаявка
3355110, 16.11.1981
ГОСУДАРСТВЕННЫЙ ПРОЕКТНЫЙ ИНСТИТУТ "ЭЛЕКТРОТЯЖХИМПРОЕКТ"
ПРУДКОВ МАРК ЛЬВОВИЧ
МПК / Метки
МПК: B21B 37/00
Метки: агрегатом, профилегибочным
Опубликовано: 07.10.1983
Код ссылки
<a href="https://patents.su/6-1045968-sistema-upravleniya-profilegibochnym-agregatom.html" target="_blank" rel="follow" title="База патентов СССР">Система управления профилегибочным агрегатом</a>
Устройство для измерения скорости асинхронного двигателя

Номер патента: 873127
Опубликовано: 15.10.1981
Автор: Куделько
МПК: G01P 3/481
Метки: асинхронного, двигателя, скорости
...частота гармонической 9(1) пропорциональна ско-рости вращения ротора и наводится в дополнительной обмотке 1 за счет влияния пазов и зубцов на поверхности ротора двигателя. Так как их амплитуды много, меньше учтенных (1), то ЭДС (1), снимаемая с 1 ойолнительной обмотки 1, поступает на входы интегратора 2 и блока дифференцирования 3. С,выхода интегратора 2,получаем сигнал, который определяется выражениемоЧоОоа о оооиооОо 5 Е,о ооотооооаоо Е Е=-Ф вющ,1 ф --зИ 2 рв,1.М " 7 рмг Этот сигнал поступает на один из входов блока перемножения б, Одно" временно с выхода датчика частоты, подводимого к статору двигателя напряжения 4, на вход квадратора 5 по" ступает сигнал, амплитуда кеторого пропорциональна частоте подводимого к статору двигателя...
Датчик угловой скорости с дискретным выходом

Номер патента: 529420
Опубликовано: 25.09.1976
Авторы: Буканов, Иванов, Кадышев, Муратов, Прохоров
МПК: G01P 9/02
Метки: выходом, датчик, дискретным, скорости, угловой
...1,1 , - а 12 через диод 13 и трзнзистаа - падки,слс к источнику переменного така 5. Упрзс,1зистора 14 саегп 1 нен с Выхадак 1 г,го усилителя 16, выхсд катас 010 ключен к датчику така 11 и истачен:ку апср 11 аганапряжения (на чертсже нс 1 таказзн 1. Час 101" у з.1 авравна частоте истач:-пека 15.праВляющие ВхОды ГвеадОВ 6 - 9 сае;В 11 ге 101529420 1 НИИПИ Заказ 5346/112 ираж 1029 одписн ПП "Патент". г. Ужгород, ул. Проектная Фил выходом усилителя 4, который также связан систочником 15.Датчик работает следующим образом,При действии угловой скорости на гироузел 1сигнал с датчика угла 2 поступает на усилитель 4,где преобразуется в постоянное напряжение, величина и знак котсрого определяются величиной ифазой сигнала с датчика 2, Это...
Устройство для регулирования температуры полосы в процессе прокатки

Номер патента: 986531
Опубликовано: 07.01.1983
Авторы: Куделин, Масальский, Матюхин, Савченко, Сосковец, Студеников, Цхай
МПК: B21B 37/74
Метки: полосы, прокатки, процессе, температуры
...интенсивности душирования подсо" единены соответственно к первому ивторому выходам блока начальной настройки стана, соединенного третьим выходом с первым входом распределительного блока, а шестнадцатый вход блока задания интенсивности душиро 9865 вания - к первому выходу первого блока логического переключения, соединенного первым входом с вторым выхо" дом блока начальной настройки станаи с первым входом суммирующего усилителя, подсоединенного выходом к входам регуляторов скорости, второй вход первого блока логического переключения соединен с выходом задатчика максимально возможной заправочной 15скорости чистовой группы и с девятым входом блока начальной настройки стана, а второй выход первого блока логического переключения - с...
Электропривод переменного тока

Номер патента: 1007169
Опубликовано: 23.03.1983
Авторы: Павленко, Поздняков, Шорин
МПК: H02P 7/42
Метки: переменного, электропривод
...тока статора преобразователя частоты и блоку коррекции величины абсолютного скольже 69 2ния, блок выделения знака абсолютного скольжения, соединенный с блоком умер женив, второй вход которого подключен к выходу блокакоррекции величины абсЮ лютного скольжения, а выход подключен к первому входу сумматора, второй вход которао соединен с блоком измерения частоты вращения ротора, а выход сумма тора соединен со входом канала регулирования частоты преобразователя, введен блох дифференцирования, вход которого соединен с выходом блока задания управ ляющего сигнала, а выход с входом блока выделения знака абсолютного скольжения.Дополнительно сумматор может быть снабжен третьим входом и введен второй блок дифференциромния, вход которого...
Устройство для компенсации биения опорных валков прокатной клети

Номер патента: 1097404
Опубликовано: 15.06.1984
МПК: B21B 37/66
Метки: биения, валков, клети, компенсации, опорных, прокатной
...эксцентриситет валков, а инерционность фильтра снижает качество регулирования толщины. Кроме того, наследственная разнотол щинность проявляется в сигнале косвенного измерителя толщины с однимзнаком, а составляющая от эксцентриситета опорных валков с противоположным знаком, что при отсутствииустройств для разделения обеихсоставляющих вносит дополнительнуюпогрешность в работу регуляторатолщины.ЗО Цель изобретения - повышение качества готового проката за счет увеличения точности его размеров.Поставленная цель достигаетсятем, что устройство для компенсации 35 биения опорных валков прокатной клети, содержащее косвенный иэмеритель толщины, состоящий из датчикараствора, сочлененного с механизмомперемещения валков, и датчика усилия,...
Предыдущий патент: Способ регулирования скорости прокатных валков клети кварто в переходных режимах
Следующий патент: Устройство для автоподстройки зоны нечувствительности
Случайный патент: Способ получения капролактама