Способ изготовления алмазосодержащих агрегатов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
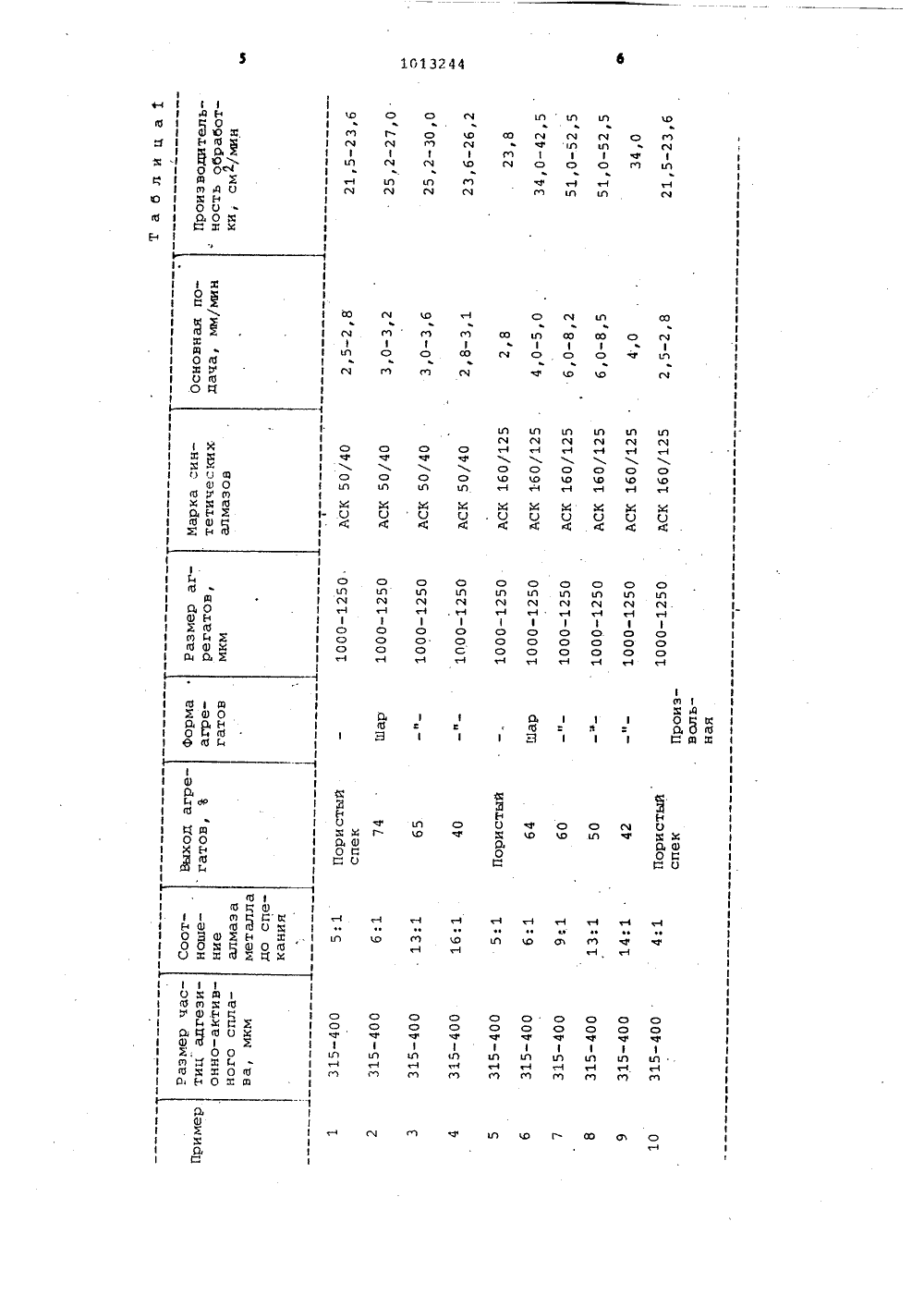
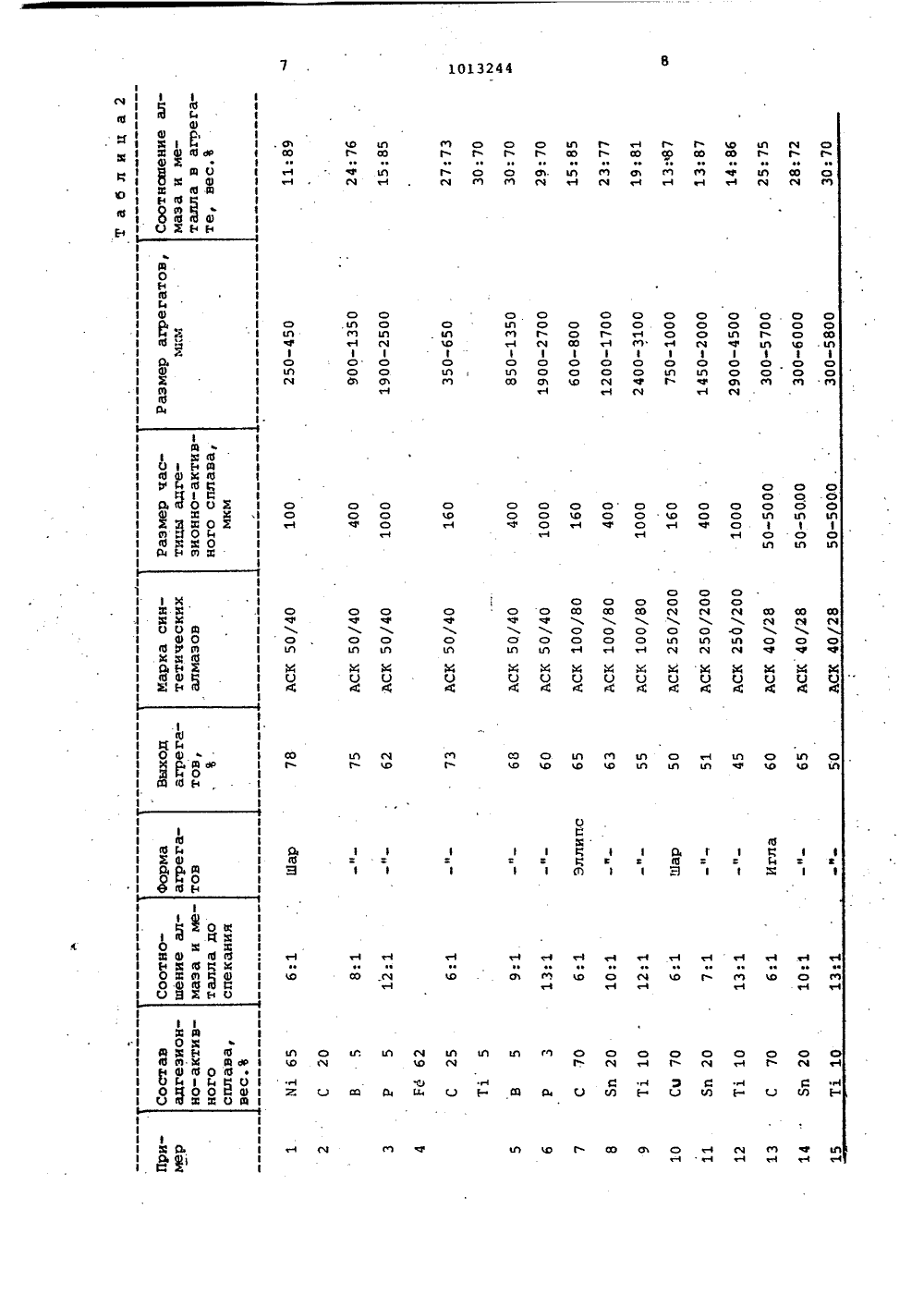
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИН 4 И щийкагои с го во СССР67АЛМАчаю 3 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИ ПИСАНИЕ И Н АВТОРСКОЬВУ Св ЕТЕЛЬСТ(21) 3360574/25-0(71) Орденка ТрудоЗнамени институтматериалов ДН Укр(54) (57) СПОСОБ ИОСОДЕРИФИХ АГРЕ юл. Р 15Кизи) В 24 О 3/06 // В 24 ся в смешивании алмазного порошс частицами адгезионно-активнок алмазу металлического.сплавапекании свободно насыпанной сме си в присутствии жидкой Фазы, о т л и ч а ю щ и й с я тем, что, с целью повышения режущих свойствагрегата, частице металлического сплава предварительно придают Форму соответствующую требуемой Форме аг регата, при этом алмазный порошок и металлический сплав смешивают в соотношении б:1 - 13:1.Изобретение относится к изготовлению алмаэосодержащих абразивныхматериалов и может быть использовано при производстве инструмента для обработки стали и твердых спланон, а также стекла, дерева, керамики и др, неметаллических материалов,Известен способ изготовления агре - гатов, заключающийся в подготовке смеси адгеэионно-активного сплава, соединении ее с алмазными зернами и 10 свободном спекании и присутствии жидкой фазы, при этом количество алмаза и адгезионно-активного сплава берут в соотношении 4;1 в1:1 1 3.Получающийся после спекания по- ристый разветвленный спек подвергают дроблению и сортировке. В результате произвольного раскалывания спека при дроблении отдельные режу-, щие кромки алмазных зерен повреждаются, наличие же значительной. дуи металлической составляющей в агрегате (50 вес,Ъ и более ) приводит к тому, что наружные поверхности отдельных алмазных зерен покрыты металлической оболочкой. Это снижает режущую способность агрегатов, Кроме того, способ не позволяет регулировать форму агрегатов н процес се их изготовления, что существенно влияет на производительность обра ботки и эксплуатационную стойкость инструмента. Известно, например, что применение абразивной состав.ляющей игольчатой формы взамен обычной и инструменте для шлифования 35 твердого сплава способствует повы.шению производительности шлифования эа счет увеличения прочности удержания зерен в связке и контролируемого обнажения новых режущих кромок. 40 Установлено, что работоспособность таких алмазов наилучшим образом используется н кругах прямого профиля больших размеров, например, диаметром 250 мм.45Агрегированные алмазы шаровидной формы рекомендуются для сухого шлифОвания твердого сплава и синдита, а также для обработки стекла. Целью изобретения является повышение режущих свойств аргегата,Цель достигается тем, что всвободно насыпанном состоянии спекают алмазный порошок с частицами металлического сплава адгезионно-актив 55ного к алмазу, причем металлическомусплаву предварительно придают геометрическую форму, соответствующую ко. нечной геометрической форме алмаэосодержащих агрегатов, а алмазный порошок зерна и металлический сплавберут в соотношении б:1 - 13:1,Технология изготовления композиционного алмаэосодержащего материала заключается н следующем. 65 СначаЛа готовят смесь порошков металлов, образующих адгезионно-ак тинный к алмазу сплавИэ этой смеси изготавливают частицы заданной формы, которые могут быть получены распылением, прессонанием с последующим дроблением и сортировкой, прокаткой и др, методами, Частицы металлической смеси требуемого размера и формы равномерно распределяют в слое алмазного порошка в . соотношении 1:б - 1:13 и спекают в вакууме 510 б мм рт. ст, при 850-1000 С в течение 10 мин. Нагрев до указанных температур приводит к расплавлению частиц адгезионноактивного сплава, металлизации поверхности алмазных зерен, находящихся в контакте с расплавом, и цементации их при охлаждении. Таким образом, получается композиционный алмазосодержащий материал н ниде отдельных агрегатов, состоящих иэ соприкасающихся гранями или ребрами алмазных,зерен и тонких прослоек связующего, Полученные агрегаты легко отделяются от непрореагировавшего алмазного порошка при рассеве на на ситах. Форма их однозначно определяется формой частиц смеси адгезиочно-активного сплава до спекания. Соблюдение предлагаемого соотношения алмазного порошка и металлического сплава (б:1 - 13:1обеспечивает получение отдельных агрегатов, при соотношении менее б:1 в процессе спекания получается пористый спек, а при соотношении более 13:1 резко снижается выход агрегатов (менее 50 ), поэтому использовать соотношение более 13:1 практически нецелесообразно. При оптимальном подборе режимов спекания выход агрегатов составляет 60-75. Выход. агрегатов определяется как отношение количества алмазного порошка в агрегатах к исходному количеству алмазного порошка. Непрореагировавший алмазный порошок может быть повторно агрегиронан или использован как обычные алмазные порошки. Способ позволяет использовать широкий диапазон зернистостей алмазного порошка и размеров частиц адгеэионно-активного сплава.П р и м е р. Приготавливают смесь порошков металлов, образующих адгеэионно-активный к алмазу сплав, состоящий из, вес.Ъ: Сй - 70, 5 п -20. и ТН 210. Размер частиц порошков составляет 40-50 мкм. Полученную смесь прессуют н брикеты, которые затем дробят в фарфоровой ступКе. Отбирают частицы размером 315-400 мкм и обкатывают их фарфоровыми шарами в течение 10 мин для получения шаровидной формы. В алундовой лодочке, содержащей порошок АСК 1 б 0/125, ранномерно.распределяют шаровидные частицыметаллической смеси диаметром 315400 мкм. Соотношение алмазного порошка и частиц адгезионно-активногосплава составляет 9:1, Содержимоелодочки нагревают в вакууме510 мм рт, ст. до 1000 еС, выдерживают 10 мин и охлаждают вместес печью. После термической обработки содержимое лодочки состоитиз алмазосодержащих шаровидных агрегатов и алмазного порошка АСК160/125. Полученные агрегаты диаметром 1000.-1200 мкм легко отделяются от непрореагировавшего алмазногопорошка при рассеве.для определения режущих свойствиз полученных таким образом агрегатов изготавливали круги АЧК50 ф 3 МП 2-100, которые испытывалисьпри обработке стекла К 8 на станке"Алмаз" п инструмента 1200 об/мин,й детали 500 об/мин . Определяемымипоказателями, характеризующими режущие свойства, являлись максимальная величина осевой подачи и производительность обработки, которые соответственно составили 6,0-6",2 мм/мина 51,0 - 52,5 смЗ/мин. По технологии, аналогичной приведенной в примере, был изготовлен и испытан инструмент с агрегатами шаровиднойформы при различном исходном соотношении алмаза и металлическогосплава, различном сочетании величины металлических частиц и алмазных, зерен (,табл, 1 у,Как видно из табл, 1 при соблюдении предлагаемого соотношения алмаза и металлического сплава в шихте обеспечивается получение агрегатов, размер которых определяется величиной частиц металлического сплава и зернистостью алмаза.При конструировании агрегатовиз мелких .алмазов ( АСМ 40/28,АСК 50/40 ) и частиц адгезионно-активного сплава 50:60 мкм выходагрегатов составляет 65-75, Увеличение зернистости алмаза и разме-.ра частиц адгезионно-активного спла ва, а также увеличение доли алмазной составляющей в шихте приводитк снижению выхода агрегатов при спеканин.15 Предлагаемы способ обеспечивает получение агрегатов различной форьы, ,позволяет использовать различные ьеталлические сплавы адгезионно-активные к алмазу, широкий диапазон зернистостей алмазного порошка и размеров частиц адгезионно-активного спла-. ва табл. 2. Результаты испытаний 1 приведенные в табл. 1; показывают, что алмазосодержащие агрегаты шаровидной Форвю согласно изобретению примеры 2,3,6,7,8 ) имеют более высокие режущие свойства, чем агрегаты произвольной формы из пористого спека (пример 10, известный способ ) и обеспечивают повержение производительности обработки на 14- 120Максимальная производительность обработки достигается при использовании агрегатов из алмазов АСК 160/125 при.соотношении алмазного порошка и металлического сплава в шихте 9:1.. О Г.3 ф с Х Х о о Х М о ос к Х Х о о с 6 с 1сдао6Е ПП Г ЕП 36 ХР аБ О О О О О л л л л л ГЧ ГЧ ГЧ ГЧ ГЧ Г 4 г 1 т 3 . Н с 4 1 1 1 1 1 О О О О О О О О О О О О О С О %3 г 3 т 3%3%3 1 к о а С 433 Пд х П 31 д Е 6 О а аЕПГ о 1аП й П П 3 й й Ч 1 1 1 Н ф з н о о :3 е Яа о ГЧ ОПе ДХа 6одд о сй Ю Ю ю ю л 6 Ц 61 1 й Ц ."ГсН 6 ПЗЮОжо 363 й хО О З6 О ПОйЗЕГ1 еГ.3ееел ю1 г г.3е.ее 0 О М е 1%-3е 0 Л %-3 Ю О с 3 е 1 л %-3 м о о о о е 3 ес 3 е 1 1 л лг м м о о о о Че е 3 е 11 ГЛ Л е 1 гЧ м м о о о о еФ 3 е 1 л л Ч м м ЮЮ ю о с 3 е е 3 е 1 1 л л %-3 м м Ю о л %-1 м 33 д с о и о и оц 1 6 а л Ф П 3с Ц д оо х н 1 1 обад П 3 П Я6 .ч ч Х а Г п 3 х, о П Х П 3 Х Х 0 НО 1 ГО 1: ЕЕ о Гч О П 3 х д1 1 111 1 1 1 В 2 О С 3 Е Х Г а 6 о с со Ю Ю м ГЧ с л ГЧ ГЧ с Ю СО ГЧ с 1 м Ч) ГЧ м ГЧ л л с с ГЧ ГЧ 3 Л 1 1 о о с с с 3 е м л о о л л ГЧ ГЧ %-3 Ч 1 о о о о о о -3 1 л Ю с с ГЧ О М Л с 1 с 3 е 1 ю м л с с %-3 %-3 Л ГЧ о о о л л л ГЧ ГЧ ГЧ с.3 г 3 с 4 1 1 1 о о о о о о о о о ч.4 с.4 тФ О 1 1 ОХ фхтр ФяхЭ 36 Ое 36 ф део ц ф м о о 3 Ч И р, о сл10 1013244 Составитель НБалашоваРедактор Н. Пушненкова Техред С.МигуноваКорректор Ю. Макаренко Заказ 2899/22 Тираж 793 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5Филиал ППП "Патент", г. Ужгород, ул, Проектная, 4 Изобретение может быть использовано при производстве инструмента ДЛя обработки стали и твердых спла вов, стекла, дерева, керамики и других неметаллических материалов.Применение агрегатов игольчатой форма целесообразно в инструменте для шлифования твердого сплава, в крупногабаритном инструменте для размола целлвпозы, древесной и бумажной массы. Агрегаты шаровидной форвы можно рекомендовать при сулом вжифовании твердого сплава, обработке стекла, древесно-стружечных плит и других видах обработки. Применение аргегатов из алмазов АСК 160/125 в барабане для шлифования 5 . древесно-стружечных плит взамен инструмента иэ алмазов АСК 500/400, закрепленных гальваническим методом, при сохранении одинакового качества ,обработки увеличивает производитель ность в 1,5 раза и удешевляет инструмент в 2-3 раза.
СмотретьЗаявка
3360574, 27.11.1981
ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ИНСТИТУТ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ АН УССР
НОВИКОВ НИКОЛАЙ ВАСИЛЬЕВИЧ, КИЗИКОВ ЭРНСТ ДМИТРИЕВИЧ, ЧЕПЕЛЕВА ВАЛЕНТИНА ПЕТРОВНА, ВЕРНИК ЕФИМ БЕНЦИОНОВИЧ
МПК / Метки
МПК: B24D 3/06
Метки: агрегатов, алмазосодержащих
Опубликовано: 23.04.1983
Код ссылки
<a href="https://patents.su/6-1013244-sposob-izgotovleniya-almazosoderzhashhikh-agregatov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления алмазосодержащих агрегатов</a>
Способ определения параметров адгезионного взаимодействия частиц порошка с поверхностью твердой подложки

Номер патента: 958920
Опубликовано: 15.09.1982
Авторы: Алейникова, Дерягин, Мержанов, Михевич, Муллер, Топоров
МПК: G01N 19/04
Метки: адгезионного, взаимодействия, параметров, поверхностью, подложки, порошка, твердой, частиц
...на поверхность подложки, противоположную поверхности с порошком, воздействуют ударной нагрузкой до инерционного отрыва частиц порошка от поверхности подложки, по величине которой судят о параметрах адгезионного взаимодействия, измеряют скорость ч перемещения подложки и расстояние т отлета частиц от поверхгде Ог 30 СоставительТехред А. БТираж 887И Государственделам изобретМосква, Ж - 35,П Патент, г. В. Свойка Редактор М. ДылыЗаказ 6775/58 ВНИИпо3035,лиал ПП ного ений Ужго ности подложки, а энергию Ь адгезионноговзаимодействия рассчитывают по формуле(пт Ч) -(бАгг2 пт где тп - масса частицы;Г - радиус частицы;ивязкость воздуха.На чертеже изображена схема осуществления описываемого способа.Способ осуществляют следующим образом,На подложку 1...
Способ сепарации частиц порошка

Номер патента: 1332194
Опубликовано: 23.08.1987
Авторы: Зеликсон, Мотыль, Филимонова
МПК: G01N 15/02
Метки: порошка, сепарации, частиц
...зазоров междувсеми электродами. Зазор между каждымохранным электродом и электродами1 и 2 должен быть меньше на 1 О-ЗОЕмежду электродных расстояний. Охранные электроды 4 и 5 соединены параплельно друг другу со средней точкойсимметричного делителя напряжения,образованного резисторами 6 соединенными с источником 3 и элеткродом1, Электрод 2 соединен:с измерителем7 тока,Способ осуществляют следующим образом,Дозу исследуемого электропроводного порошка помещают со стороны вершины клинового конденсатора вблизивершинного торца электрода 1 и подают от источника 3 импульс напряженияамплитудой 1, длительностью Т 1 призаданном междуэлектродном расстоянии Ь. Длительность подбирают помоменту уменьшения тока, регулируемого измерителем 7 с электрода 2....
Способ определения адгезии частиц порошка к твердым поверхностям

Номер патента: 1252711
Опубликовано: 23.08.1986
Авторы: Астромскис, Бубулис, Рагульскис
МПК: G01N 19/04
Метки: адгезии, поверхностям, порошка, твердым, частиц
...поверхности подложки 2, установленной на основании 1, обеспечивающем после включения генератора 5 образование стоячей акустической волны с пучностями и узлами давления. Пучность акустического давления образуется у поверхности подложки 2, а узел 6 дав ления - н пространстве между подложкой 2 и преобразователем 4. Перестраивая частоту колебаний или меняя расстояние от преобразователя 4 до поверхности подложки 2, получают 40 стоячую волну с несколькими пучностями и узлами давления. Постепенно увеличивая интенсивность акустических колебаний газовой среды, находящейся в объеме пространства между 45 поверхностью подложки 2 и преобразователем 4, добиваются отрыва частиц 3 порошка от поверхности подложки 2. После отрыва частица 3 мгновенно...
Устройство для определения адгезии частиц порошка к подложке

Номер патента: 1288556
Опубликовано: 07.02.1987
Авторы: Акялис, Андрияускас, Астромскис, Рагульскис
МПК: G01N 19/04
Метки: адгезии, подложке, порошка, частиц
...со стороны подложки 1, не предназначенной для нанесения на нее частиц 2 порошка,измеритель 5 колебаний подложки 1 и ограничитель амплитуды колебаний подлож ки 1, выполненный в виде опорного кольца б с наружной резьбой и навернутой на него шайбы 7 и установленный с противоположной источнику 4 стороны подложки 1 между измерителем 5 и подложкой 1. Кроме того, устройство содержит генератор 8 звуковых колебаний, связанный с источником 4.Устройство работает следующим образом.На подложку 1 наносят частицы 2 порошка одним из известных способов, Подают напряжение на генератор 8, и источник 4 акустических колебаний начинает воздействовать на подложку 1 акустическими колебаниями газовой среды. Частоту акустических колебаний выбирают...
Устройство для измерения средне-массового заряда частиц порошка

Номер патента: 1531030
Опубликовано: 23.12.1989
Автор: Лабадзе
МПК: G01R 29/24
Метки: заряда, порошка, средне-массового, частиц
...5 снимают и взвешивают. Зная массу пластины без порошка ш н масо су пластины с осевшим на нее порошком в, среднемассовый заряд порошка определяют по формулеЧЧ.ш-шоФормула изобретения Составитель В. МаксименкоТехред М, Ходанич Корректор М. Самборская Редактор Н, Тупица Тираж 714 Подписное Заказ 7950/47 ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб., д. 4/5Производственно-издательский комбинат "Патент", г.Ужгород, ул. Гагарина,101 Изобретение относится к измерительной технике и может быть использовано в электрогазоочистке, химической промьшщенности для измерения5 величины заряда частиц порошкового материала.Цель изобретения - повышение точности измерения и упрощение...
Предыдущий патент: Способ поверхностного упрочнения деталей дробью
Следующий патент: Масса для изготовления абразивного инструмента
Случайный патент: Установка для выбивки стопочных форм