Манипулятор
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
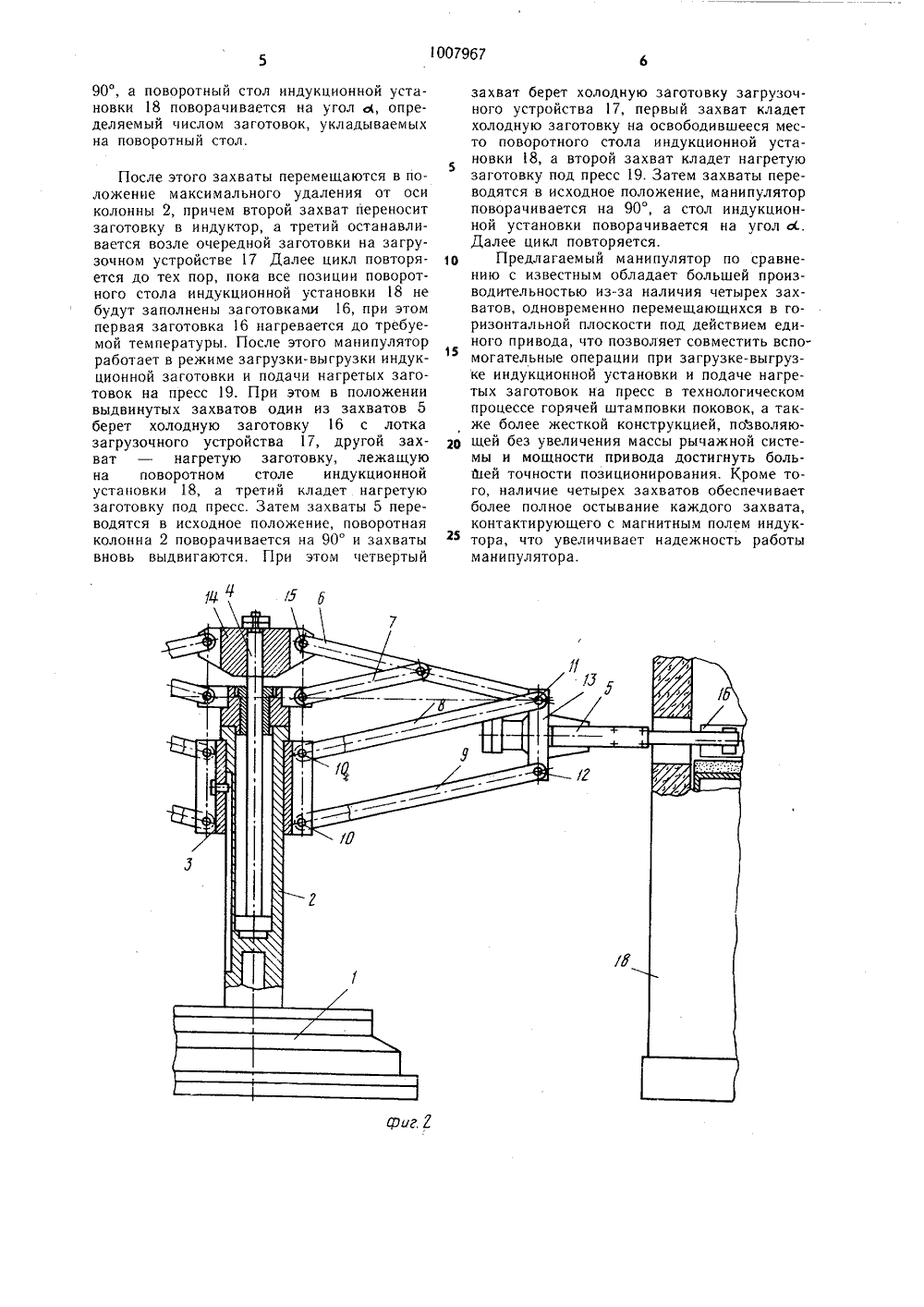
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 3 (5) В 25 ) 1 100 ОПИСАНИЕ ИЗОБРЕТЕНИЯ ВТОРСКОМУ ЕЛЬСТВ емнев,Зубер,тную пере де ры- захва- штоке ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ(54) (57) МАНИПУЛЯТОР, содержа нование, установленную на нем пово колонну, механизм горизонтальног мещения захватов, выполненный в в чажной системы, несущей звенья с тами, и траверсу, смонтированную н ЯО 1007967 А силового цилиндра, отличави(иися тем. что. с целью повышения производительности, точ. ности и надежности, он снабжен кареткой и направляющими, установленными на колонне, а каретка смонтирована в этих направляющих, при этом рычажная система выполнена в виде группы параллелограммных механизмов, тяг н дополнительных рычагов, причем две пары рычагов каждого параллелограммного механизма связаны с кареткой и со звеном, несущим захват, а каждое звено связано посредством тяги с траверсой, а дополнительный рычаг связывает середину соответствующей тяги с поворотной колонной, при этом длина рычагов параллелограммного механизма и длина дополнительных рычагов равны соответственно длине и половине длины тяг.Изобретение относится к машиностроению и может быть использовано для передачи обрабатываемых изделий с одной технологической позиции на другую, в частности, в кузнечно-прессовом производстве для загрузки индукционной нагревательной печи заготовками и для передачи нагретых заготовок на пресс.Известен автооператор, содержащий крестообразный рабочий орган, несущий четыре захвата. Рабочий орган смонтирован в корпусе автооператора с возможностью вращения вокруг оси крестовины и продольного перемещения вдоль этой оси. Вращение и перемегцение производится под действием одного привода 1, 15К недостаткам данного автооператора относятся узкие технологические возможности, так как захваты имеют перемещения в радиальном направлении относительно оси вращения крестовины.Известен также манипулятор, содержащий основание, на котором установлена поворотная колонна и смонтирован привод Поворота колонны. На колонне размещен механизм вертикального перемещения манипулятора. В верхней части механизма вертикального перемещения захвата закреплена платформа, на которой установлен механизм горизонтального перемещения захвата манипулятора. Каждый из механизмов перемещения захвата включает в себя два пространственных параллелограмм ных ме- ЗО ханизма, соединенных последовательно посредством общего соединительного звена, относительно которого оба параллелограмма имеют возможность поворота. Оба параллелограммных механизма кинематически связаны посредством пары зубчатых секторов, 35 неподвижно закрепленных на соответствующих рычагах каждого параллелограмма и определяющих равенство углов разворота параллелограммов относительно их общего соединительного звена. Свободный конец одного из параллелограммных механизмов горизонтального перемещения захвата шарнирно закреплен на платформе, установленной через механизм вертикального перемещения на поворотной колонне, причем один из рычагов параллелограмма связан со штоком силового цилиндра, установленного на той же платформе, На свободном конце другого параллелограмм ного механизма неподвижно закреплено захватывающее устройство 2.Однако известный манипулятор обладает 50 рядом существенных недостатков, главным из которых является наличие у него одного захвата, При обслуживании группы радиально расположенного оборудования такой манипулятор имеет низкую производительность, поскольку ему приходится совершать ряд последовательных перемещений захвата, на что затрачивается значительное количество вспомогательного времени. Так, например,при обслуживании автоматизированного участка горячей штамповки поковок с нагревом заготовок в карусельной индукционной установке манипулятор должен совершать следующие перемещения: взять заготовку с лотка загрузочного устройства, повернуться на 90, положить заготовку в индуктор карусельной нагревательной установки, удалить захват из индукционной установки, взять нагретую заготовку со следующей позиции карусельного стола индукционной установки, повернуться на 90, установить заготовку на пресс и повернуться на 180 в исходное положение.Использование указанных механизмов горизонтального перемещения для манипулятора с четырьмя одновременно работающими захватами также не обеспечивает высокой производительности, так как в этом случае при каждом перемещении манипулятора необходимо давать определенную задержку захватов на позиции, компенсирующую разницу в срабатывании отдельных механизмов горизонтального перемещения захватов. Разница во времени срабатывания механизмов обуславливается наличием отдельных приводов на каждый механизм горизонтального перемещения захвата. Кроме того, задержка на позициях вызывает перегрев заготовки (возникновение лишней окалины), а также перегрев захвата манипулятора, что снижает надежность работы последнего.Другим существенным недостатком известного манипулятора является его малая жесткость ввиду того, что захват манипулятора размещен на конце системы рычагов, представляющих собой два последовательно соединенных параллелограмма, один из которых только одним звеном связан с жесткой платформой. При значительных горизонтальных ходах захвата имеет место большой консольный вылет последнего, что снижает точность позиционирования захвата.Кроме того, при обслуживании индукционных нагревателей единственный захват такого манипулятора значительное время находится в контакте с магнитным полем индуктора при загрузке и выгрузке заготовок, что вызывает перегрев захвата, который, в свою очередь, снижает надежность работы последнего.Цель изобретения - повышение производительности при обслуживании группы радиально расположенного оборудования, точности перемещения захватов и надежнос- ти манипулятора,Поставленная цель достигается тем, что манипулятор, содержащий основание, установленную на нем поворотную колонну, механизм горизонтального перемещения захватов, выполненный в виде рычажной системы, несущей звенья с захватами, и траверсу, смонтированную на штоке силового цилиндра, снабжен кареткой и направляющими, установленными на колоннеа каретка смонтирована в этих направляющих, при этом рычажная система выполнена в виде группы параллелограммных механизмов, тяг и дополнительных рычагов, причем две пары рычагов каждого параллелограммного механизма связаны с .кареткой и со звеном, несущим захват, а каждое звено связано посредством тяги с траверсой, а дополнительный рычаг связывает середину соответствующей тяги с поворотной колонной, при этом длина рычагов параллелограммного механизма и длина дополнительных рычагов равны соответственно длине и половине длины тяг. На фиг. 1 изображен предлагаемый манипулятор в исходном положении, общий вид; на фиг, 2 - то же, с выдвинутыми захватами, общий вид; на фиг. 3 - разрез А - А на фиг. 1; на фиг. 4 - разрез Б - Б на фиг. 1; на фиг. 5 - схема участка горячей штамповки с использованием предлагаемого манипулятора.Изобретение иллюстрируется на одном из конкретных примеров выполнения манипулятора применительно к технологическому процессу горячей штамповки с нагревом заготовок карусельной индукционной установки.М анипулятор содержит основание 1, на котором размещена с возможностью вращения вокруг своей оси поворотная колонна 2, наружная поверхность которой является цилиндрической направляющей для каретки 3, установленной с возможностью перемещения вдоль нее. Внутренняя расточка колонны 2 представляет собой гильзу силового цилиндра, имеющего шток 4. Манипулятор содержит также четыре механизма горизонтального перемещения захватов 5, выполненных в виде рычажной системы и расположенных на каретке 3 под углом 90 друг к другу. Рычажная система каждого механизма горизонтального перемещения захватов выполнена в виде пространственного параллелограммного механизма, тяги б и рычага 7. Пространственный параллелЬграммный механизм содержит пару верхних 8 и пару нижних 9 рычагов, одним концом шарнирно смонтированных с помощью осей 10 на каретке 3, а другим концом шарнирно соединенных посредством осей1 и 2 со звеном 13. На звеньях 13 неподвижно закреплены захваты 5. На конце штока 4 силового цилиндра жестко закреплена траверса 14, имеющая соответственно каретке 3 четыре расположенных под углом 90 друг к другу шарнирных узла с осями 5, посредством которых траверса 14 через тяги б шарнирно соединена со звеньями 13 с помощью той же оси 11, соединяющей верхние рычаги 8 параллелограмма со звеном 13.Середина каждой тяги б шарнирно соединена посредством рычага 7 с поворотнойколонной 2 в точке, лежащей на пересечении горизонтальной прямой, проходящей через центр оси 11, и вертикальной прямой, проходящей через центр оси 15.Длина рычага 7 выбрана равной половине длины тяги 6, а длина рычагов 8 и 9 параллелограмма выбрана равной длине тяги 6.Манипулятор работает следующим образом.В исходном положении шток 4 силового 5 О линдра, переключается на перемещение штока 4 вверх. В конце хода все рычаги и захваты.5 занимают исходное положение, соответствующее минимальному расстоянию их от оси колонны 2, после чего программное устройство включает привод поворота колонны 2 и манипулятор поворачивается на 90. Затем шток 4 силового цилиндра вновь перемещается вниз и первый захват переносит заготовку 16 в индуктор нагревательной установки 8, а второй захват 45 50 останавливается возле следующей заготовки6, лежащей на лотке загрузочного устройства 17. Срабатывают приводы первого и второго захватов, при этом одна заготовка ложится на поворотный стол индукционной установки, а другая захватывается с лотка загрузочного устройства. Затем захваты вновь перемещаются в исходное положение, манипулятор поворачивается на цилиндра находится в выдвинутом положении, рычаги 8 и 9 и тяги манипулятора находятся в сложенном состоянии, а захваты 5 занимают положение, соответствующее минимальному расстоянию от оси поворотной колонны 2. Заготовки 6 находятся на лотке загрузочного устройства 7. По сигналу программного устройства (не показано) переключается золотник, управляющиЙ давлением рабочей среды в полостях сило вого цилиндра, и его шток 4 опускается вниз,При этом траверса 4, шарнирно соединенная через тягу 6 со звеньями 13, заставляет последние перемещаться. Но поскольку середина тяг 6 шарнирно связана через рычаги 7 с поворотной колонной 2, оси 11 и связанные с ними звенья 13 с захватами 5 перемещаются в горизонтальной плоскости.При этом положение захватов 5 в горизонтальной плоскости устойчивое, так как звенья 13 через параллелограммные механизз мы шарнирно закреплены на каретке 3, которая во время перемещения траверсы 4 вниз перемещается вдоль колонны 2 вверх.В конце хода штока 4 силового цилиндравсе четыре захвата 5 одновременно выдвигаются в положение, соответствующее их З 5 максимальному удалению от оси поворотной колонны 2. При этом по сигналу программного устройства срабатывает привод (не показан первого захвата, и он захватывает холодную заготовку 16 на лотке загрузочного устройства 17. Затем золотник, управляющий работой силового ци 100796790, а поворотный стол индукционной установки 18 поворачивается на угол о, определяемый числом заготовок, укладываемых на поворотный стол. После этого захваты перемещаются в положение максимального удаления от оси колонны 2, причем второй захват переносит заготовку в индуктор, а третий останавливается возле очередной заготовки на загрузочном устройстве 17 Далее цикл повторяется до тех пор, пока все позиции поворотного стола индукционной установки 8 не будут заполнены заготовками 16, при этом первая заготовка 16 нагревается до требуемой температуры. После этого манипулятор работает в режиме загрузки-выгрузки индукционной заготовки и подачи нагретых заготовок на пресс 19. При этом в положении выдвинутых захватов один из захватов 5 берет холодную заготовку 16 с лотка загрузочного устройства 17, другой захват - нагретую заготовку, лежащую на поворотном столе индукционной установки 18, а третий кладет нагретую заготовку под пресс. Затем захваты 5 переводятся в исходное положение, поворотная колонна 2 поворачивается на 90 и захваты вновь выдвигаются. При этом четвертый захват берет холодную заготовку загрузочного устройства 7, первый захват кладет холодную заготовку на освободившееся место поворотного стола индукционной установки 18, а второй захват кладет нагретую заготовку под пресс 19. Затем захваты переводятся в исходное положение, манипулятор поворачивается на 90, а стол индукционной установки поворачивается на угол аС, Далее цикл повторяется.О Предлагаемый манипулятор по сравнению с известным обладает большей производительностью из-за наличия четырех захватов, одновременно перемещающихся в горизонтальной плоскости под действием единого привода, что позволяет совместить вспомогательные операции при загрузке-выгрузке индукционной установки и подаче нагретых заготовок на пресс в технологическом процессе горячей штамповки поковок, а также более жесткой конструкцией, позволяют щей без увеличения массы рычажной системы и мощности привода достигнуть больйей точности позиционирования. Кроме того, наличие четырех захватов обеспечивает более полное остывание каждого захвата, контактирующего с магнитным полем индук-тора, что увеличивает надежность работыманипулятора.1007967 Фиг ст Редактор М. Рачкулинец Заказ 2212/21 ВНИИПИ Го по дела 113035, Москв Филиал ППП сПа
СмотретьЗаявка
3372676, 04.01.1982
ПРЕДПРИЯТИЕ ПЯ Г-4585
МИХАЙЛОВ ЕВГЕНИЙ ПЕТРОВИЧ, КРЕМНЕВ АДОЛЬФ ПЕТРОВИЧ, КОЧЕНЮК ОЛЕГ АЛЕКСЕЕВИЧ, КОЧЕРГИН ЛЕОНИД ЛЕОНИДОВИЧ, ЗУБЕР ДМИТРИЙ ЛЕОНИДОВИЧ, ДАРЗНЕК ЮРИЙ ВИКТОРОВИЧ, ЦОДИКОВ ГРИГОРИЙ ДАВЫДОВИЧ
МПК / Метки
МПК: B25J 11/00
Метки: манипулятор
Опубликовано: 30.03.1983
Код ссылки
<a href="https://patents.su/6-1007967-manipulyator.html" target="_blank" rel="follow" title="База патентов СССР">Манипулятор</a>
Индукционная установка

Номер патента: 1047974
Опубликовано: 15.10.1983
Авторы: Коченюк, Кочергин, Кремнев, Михайлов
МПК: C21D 1/42
Метки: индукционная
...7 и связана с механизмом8 .ее поступательного перемещениявдоль вертикальной оси симметрии.Цилиндрическая катушка 9, имеющаяфутеровку 10, установлена коакси ально и неподвижно относительно верхней плоской катушки б и охватываетее по периметру. Средняя плоскостьцилиндрической катушки 9 параллельна плоским катушкам 4 и б и распо ложена между ними. Электрическикатушка 9 включена согласно с плоской катушкой 9 и встречно с катушкой 4. Нижний виток цилиндрическойкатушки 9 выполнен из двух спаянных .50 между собой трубок 11 и 12, из которых наружная 11 соединена с системой водоснабжения (не показана),а внутренняя 12, соединенная с газопроводомне показана), снабженасоплами 13, равномерно расположенными по окружности трубки 12 и направленными в...
Робототехнический комплекс шишина для контроля захвата заготовки и разделения слипшихся заготовок

Номер патента: 1646860
Опубликовано: 07.05.1991
Автор: Шишин
МПК: B25J 15/06
Метки: заготовки, заготовок, захвата, комплекс, разделения, робототехнический, слипшихся, шишина
...на срабатывание от верхней поверхности заготовки, захваченной электромагнитом 1.Уровень рабочей поверхности электромагнита 3 выставляется ниже уровня нижнего положения рабочей поверхности электромагнита 1 на величину, равную двум толщинам заготовки,Датчик 4 настраивается на срабатывание от нижней поверхности заготовки, находящейся на электромагните 3.Датчик 5 настраивается на срабатывание при перемещении электромагнита 3 вниз на величину, равную или большую толщине одной заготовки.1646860 30 Составитель Г.МаксимоваРедактор Г.Наджарян Техред М,Моргентал Корректор Т,Колб Заказ 1643 Тираж 472 ПодписноеВНИИГ 1 И Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская наб 4/5...
Узел захвата заготовки устройства для непрерывного гидростатического прессования

Номер патента: 1382567
Опубликовано: 23.03.1988
МПК: B21J 5/04
Метки: гидростатического, заготовки, захвата, непрерывного, прессования, узел, устройства
...привода осевого перемещения14 влево в полости создается давление,которое воздействует на кольцевуюплощадь подвижной обоймы 2, перемещая ее влево, и одновременно на площадку 7 дифференциального плунжера3, сблокированного пружиной 11 иопорным кольцом 10, закрепленным наего торце шлицевой части 8 с эажимными губками 6, перемещая губки 6вправо,Таким образом, происходит одновременное перемещение в противоположныестороны подвижной обоймы 2 и дифференциального плунжера 3 с зажимнымигубками 6, чем достигается надежныйзахват и последующая подача заготовки в направлении очага деформации.Усилие зажима автоматически поддерживается в процессе подачи в зависимости от силовых параметров привода осевого перемещения корпуса захвата и регулируется...
Захват для подъели и установки тетраподов

Номер патента: 237362
Опубликовано: 01.01.1969
МПК: B66C 1/62
Метки: захват, подъели, тетраподов, установки
...захват, же, В плане; на тряверсы с захват Известны захваты для подьнапример, штучных грузов, со рс рычагами и подвижную в вправлении относительно этой расвязанную тросами с захватнымиприведения пх В действие при поскалин траверсы. Однако из-зафигурации тетраподов, предназнзащиты гидротехнических соорунноевых воздействий, такие захватчивают их подьем и установкуположение.Предложенный захват отличарама выполнена в виде кольца срепленными к нему тремя рычагркенными соответственно формеконцах рычагов шарнирно укреные лапы, связанные с помощьювовой скобой, навешиваемой наный крюк грузоподъемного мехаверсой, навешиваемой на грузовЭто обеспечивает захват тподъеме траверсы путем натяжего освобождение для установкиопускании траверсы путем...
Индукционная установка

Номер патента: 841127
Опубликовано: 23.06.1981
Авторы: Баранов, Бодажков, Зубер, Коченюк, Кочергин, Филимонов, Чижиков
МПК: H05B 6/36
Метки: индукционная
...б нагревателя прорезано загрузочно-разгрузочное отверстие 19, прикрываемое дверкой 20, снабженной приводом 21 возвратно-поступательногооперемещения. Внутренняя поверхность корпуса 6 нагревателя, с целью уменьшения тепловых потерь, покрыта Футеровкой 22 из теплоизоляционного материала. Конденсаторная батарея 16 и механизм 7 возвратно-поступатель- ного перемещения верхней катушки 1 индуктора закрыты кожухом 23, крепящимся на корпусе б нагревателя. С целью автоматизации работы нагреватель снабжен манипулятором 24, обеспечивающим загрузку и разгрузку заготовок. Водоохлаждаемые кольца 10 стола 9 могут быть выполнены различной 40 конструкцией. Например из набора двух полуколец 25 (Фиг. 3), либо составлены изнабора четырех секториальных...
Предыдущий патент: Манипулятор
Следующий патент: Захват
Случайный патент: Электролизер для регенерации травильных растворов хлорного железа