Способ настройки сварочной головкина линию стыка свариваемых листов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки





Текст
ОПИСАНИЕ ИЗОБРЕТЕНИЯ Союз Советских Социалистических Республик(61) Дополнительное к авт. свид-ву(22) Заявлено ЗМ 3,78 (21) 2596872/25-27 (51)М, Кл,с присоединением заявки йо В 23 К 9/10 Гоеударствеииый комитет СССР по делам изобретеиий и открытийОпубликовано ЗОЯ 381. Бюллетень 49 12 Дата опубликования описания 300381 Р.К.Агеев, В.А.Сколяпов и А.В,Моргунов " . .:.Й";-.(54) СПОСОБ НАСТРОЙКИ СВАРОЧНОЙ ГОЛОВКИ НА ЛИНИЮ СТЫКА СВАРИВАЕМЫХ ЛИСТОВ 10 Изобретение относится к сварке,а именно к способам настройкисварочной головки на линию стыкасвариваемых листов при их автоматической сварке с использованием электрических датчиков, обеспечивающихвыдачу командных сигналов на исполнительные механизмы для автоматической настройки сварочной головки.на стык,Известно использование электрических датчиков в следящих системах,обеспечивающих корректировку положения электрода сварочной головки относительно оси стыка в процессесварки 11,Известна система автоматическойориентации сварочной головки относительно стыка, содержащая бесконтактный электромагнитный датчик,электронйое устройство усиления ивыделения сигнала датчика, транзисторный усилитель мощности и электропривод поперечного перемещениясварочной головки 2,Известная система обеспечиваетавтоматическую ориентацию сварочнойголовки и слежение за стыком повсей его длине в процессе сварки,Наиболее близким по технической сущности к предлагаемому является способ слежения за стыком при электродуговой сварке листов, при котором используют контактный датчик, взаимодействующий со свариваемой кромкой и жестко соединенный со сварочным устройством 31.Известны способы и система ориентации сварочной головки относительно стыка не обеспечивают автоматической настройки сварочной головки на стык в случаях расположения стыков под разными углами.Цель изобретения - повьааенне производительности за счет автоматизации процесса настройки сварочной головки . на стыки, расположенныепод углом к направляющейПоставленная цель .достигается тем, что в способе настройки сварочной головки на линию стыка свариваемых листов, при котором обеспечивают выдачу командных сигналов на взаимосвязанное перемещение свариваемях стыков и направляющей движения сварочной головки электрическими датчиками, один из датчиков располагают между направляющей и стыком, а второй и третий датчик на направляющей,причем второй датчик устанавливают на середине направляющей, состыкованные листы перемещают с маршевой скоростью до момента совмещения стыка листов с осью первого датчика, переключают скорость перемещения состыкованных листов на доводочную скорость и перемещают с указанной скоростью до момента совмещения стыка листов с осью второго датчика, останавливают перемещение состыкованных листов и вращают направ ляющую вокруг вертикальной оси второго датчика до момента совмещения оси третьего датчика со свариваемым стыком.На фиг. 1 представлена схема взаи мосвязанного расположения датчиков стыка свариваемых листов и сварочной головки;,на фиг, 2 - логическая схема управления исполнительными органами.На фиг, 1 представлена сварочная 20 головка 1, стык 2 свариваемых листов и электрические датчики 3, 4, 5.Датчик 3 устанавливают навстречу стыку 2 на технологически обоснованном, равном 2/3 энерционного пути листа, расстоянии от зоны сварки для переключения скорости движения стыка 2 с маршевой Ч 1 на доводочную Ч.Датчик 4 фиксируют непосредственно в зоне сварки для точной остановки движения стыка 2 и последующего включения кругового перемещения сварочной головки 1 вокруг вертикальной оси датчика 4, с которым сварочная головка 1 установлена.на одной прямой б, 35Датчик 5 закрепляют на сварочной головке 1 для выключения ее кругового перемещения.Автоматическая настройка сварочной головки на стык осуществляется 40 следующим образом.1. При наклоне стыка влево (положение стыка А-А)Свариваемые листы со стыком 2 на маршевой скорости Ч подают к дачти ку 3. Датчик 3 выдает команду на переключение маршевой скорости Ч, движения стыка 2 на доводочную скорость движения Н 2 (положение стыка А; А).Передвигаясь на доводочной скорос- у 0 ти Н 2 стык 2 пересекает ось датчика 5 раньше, чем дойдет до датчика 4. Датчик 5 выдает предварительный сигнал (положение А - А 1) и когда стык 2 пересекает ось датчика 4, датчик 4 выдает команду на остановку движения стыка 2 и команду на включение кругового перемещения сварочной головки 1 с закрепленным на ней датчиком 5 вокруг своей вертикальной оси против часовой стрелки, 60В процессе кругового перемещения сварочной головки против часовой стрелки ось датчика 5 совпадает с линией стыка 2 и датчик 5 выдает команду на выключение кругового перемещения сварочной головки 1 (положение А- А),2, При наклоне стыка вправо (положение стыка В-В).Свариваемые листы со стыком 2после датчика 3 (положение стыкаВ 1-В) подаются на доводочной скорости Ч к датчику 4, Стык 2 пересечет ось датчика 4 реньше, чем дойдет до датчика 5 (положение стыкаВ- В). В этом случае предварительнйй сигнал от датчика 5 не поступает,В момент, когда стык 2 пересекаетось датчика 4, датчик 4 останавливаетдвижение листа по стыку 2 и выдаеткоманду на включение кругового перемещения сварочной головки 1 с закрепленными на ней датчиком 5 вокругсвоей вертикальной оси по часовойстрелке, В процессе кругового перемещения сварочной головки по часовойстрелке ось датчика 5 совпадает слинией стыка 2, и датчик 5 выдаеткоманду на выключение кругового перемещения сварочной головки 1.Автоматизация процесса настройкии слежения за своевременной выдачейкомандных сигналов датчиками 3,4,5обеспечивается логической схемойуправления исполнительными органами,Схема управления. приводится в действие нажатием кнопки 7.При этом на выходе элемента 8появляется сигнал логической "1",разрешающей движение листа с маршевойскоростью Н . Свариваеьые листы состыком 2 на маршевой скорости Ч подаются к датчику 3. Датчик 3 срабатывает. После чего элемент совпадения9 включает элемент 10, на выходекоторого появляется логическая "1",разрешающая движение на доводочнойскорости Ч 1. Одновременно выключаетсяэлемент 8, стык 2 передвигается надоводочной скорости Ч 1 до моментасовпадения оси датчика 4 с линиейстыка 2, причем, если до срабатывания датчика 4 срабатывает датчик 5(положение стыка А- А 1), то на выходе элемента 11 появится сигнал ф 1",срабатывает элемент 12, на его неинвертирующем выходе появится сигнал "1", что создает условие появления сигнала "1" на выходе элемента13 и затем элемента 14. Этот сигналявляется предварительным сигналомдатчику 4 на включение вращения сварочной головки 1 против часовойстрелки. Если же в процессе движениястыка 2 на доводочной скорости Чэлемент 12 не включается (останетсяв исходном состоянии), то по получении сигнала от датчика 4, срабатывают элементы 15 и 16 и сварочнаяголовка 1 вращается по часовой стрел-;ке, а сигнал на выключение вращениясварочной головки 1 поступает всегдаот датчика 5,Включение элементов 14 или 16 вызывает появление на выходе 17 логической "1".При срабатывании датчика 3 (в случае,когда на выходе элемента 17 есть сигнал "1"), на выходе элемента 18 появляется логическая "1", которая возвращает в исходное состояние эле- менты 12, 14 и 16 и, таким образом, круговое перемещение сварочной головки 1 выключается.Предлагаемый способ обеспечивает полную автоматизацию. процесса настройки сварочной головки на стыки свариваемых листов при автоматической сварке длинномерных полотнищ независимо от угла наклона стыков.15Изобретение может быть йспользовано в авиационной н судостроительной промышленности при автоматической настройке рабочего инструмента на раскрой или резку листовых заготовок. 20Формула изобретенияСпособ настройки сварочной головки на линию стыка свариваемых листов, р при котором обеспечивают выдачу командных сигналов на взаимосвязанное перемещение свариваемых стыков и направляющей движения сварочнойголовки электрическими датчиками, р о т л и ч а ю щ и й с я тем, что,с целью повышения производительностиза счет автоматизации процесса настройки сварочной головки на стыки,расположенные под углом к направляющей, один из датчиков располагаютмежду направляющими стыком, а второйи третий датчики - на направляющей,причем второй датчик устанавливаютна середине направляющей, состыкованные листы перемещают с маршевойскоростью до момента совмещения стыка листов с осью первого датчика,переключают скорость перемещениясостыкованных листов на доводочнуюскорость и перемещают с указаннойскоростью до момента совмещения стыкалистов с осью второго датчика, останавливают перемещение состыкованныхлистов и вращают. направляющую вокругвертикальной оси второго датчика домомента совмещения оси третьего датчика со саариваемым стыком,Источники информации,принятые во внимание при экспертизе 1. Гитлевич А.Д., Этингоф Л.А,Механизация и автоматизация сварочного производства. М., пМашиностроение", 1972, с. 156-157, рис. 109. 2.фСварочное производство", 1976,Э 3, с. 46. 3. Авторское свидетельство СССР У 428881, кл. В 23 К 9/10, 15.06.72816714 юи Составитель Л, Гяаголевава Текред Н.Голинка рректорВ. Бутяга едактор Е. Спи Заказ 1115 Тираа 1148 ПодГосударственного комитета СССРделам изобретений и открытийМосква, Ж, Раущская иаб., д. 1130 Филиал ППП фПатентф; г. Уагорсд, ул. Проектная,
СмотретьЗаявка
2596872, 31.03.1978
ВСЕСОЮЗНЫЙ ПРОЕКТНО-ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТТЯЖЕЛОГО МАШИНОСТРОЕНИЯ МИНИСТЕРСТВОТЯЖЕЛОГО ЭНЕРГЕТИЧЕСКОГО И ТРАНСПОРТНОГОМАШИНОСТРОЕНИЯ
АГЕЕВ РИНАТ КАЛИМУЛЛОВИЧ, СКОЛЯПОВ ВЯЧЕСЛАВ АНАТОЛЬЕВИЧ, МОРГУНОВ АЛЕКСАНДР ВЛАДИМИРОВИЧ
МПК / Метки
МПК: B23K 9/10
Метки: головкина, линию, листов, настройки, свариваемых, сварочной, стыка
Опубликовано: 30.03.1981
Код ссылки
<a href="https://patents.su/5-816714-sposob-nastrojjki-svarochnojj-golovkina-liniyu-styka-svarivaemykh-listov.html" target="_blank" rel="follow" title="База патентов СССР">Способ настройки сварочной головкина линию стыка свариваемых листов</a>
Головка сварочного автомата

Номер патента: 1655735
Опубликовано: 15.06.1991
Автор: Доценко
МПК: B23K 37/02
Метки: автомата, головка, сварочного
...4 и сварочной горелки, что повышает качество сварки и обеспечивает плавную заварку кратера шва, 1 ил. терни б.Головка сварочного автомата работает следующим образом.Момент вращения привода 2 передает- шестерне 3, планшайбе 4, сварочной елке и механизму подачи электродной волоки с шестерней 9. Шестерня 9 вхов зацепление с зубчатым колесом 8 и вращении планшайбы 4 получает вращение от колеса 8. Дополнительный венец 7 получает вращение от шестерни 6, установленной на вал дополнительного редуктора 5, Если дополнительный редуктор 5 не получает. вращения, то шестерня б не вра1655735 Формула изобретения остав рехред М.Моргентал Корректор Т.Палий дакто ит аказ 2019 Тираж 520 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям...
Датчик положения сварочного электрода относительно стыка
Номер патента: 483567
Опубликовано: 05.09.1975
Авторы: Галицкий, Голин, Котова, Некрасов, Педунова, Снежко
МПК: G01B 7/00
Метки: датчик, относительно, положения, сварочного, стыка, электрода
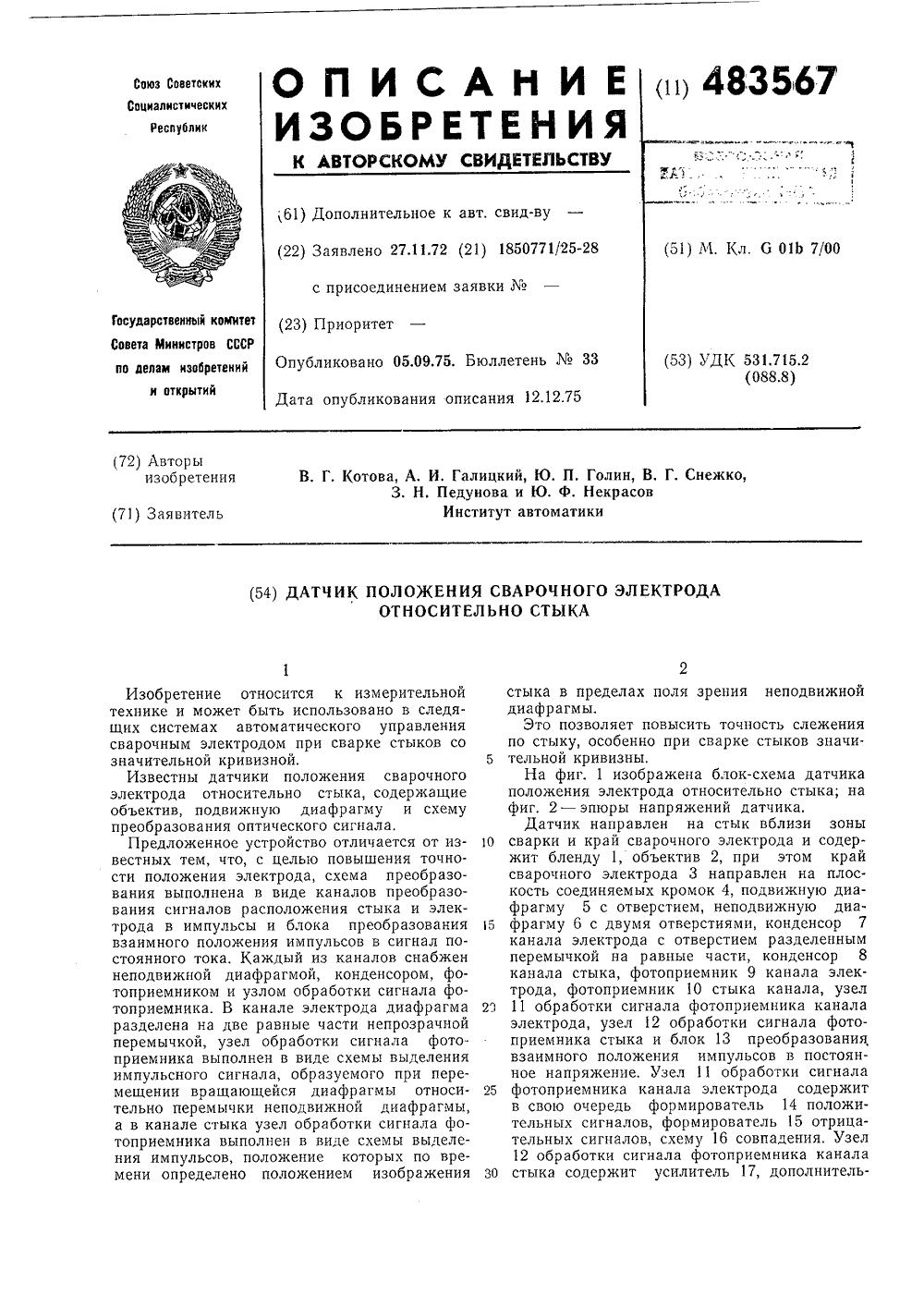
...9 канала электрода. Отраженный от кромок соединяемых деталей световой поток электрода, прошедший через отверстия подвижной диафрагмы 5 и неподвижной диафрагмы б канала стыка, собирается конденсором 8 на фотоприемник 10 канала стыка, Наличие перемычки в центре неподвижной диафрагмы в поле зрения фотоприемника канала электрода и наличие стыка в центре поля зрения фотоприемника канала стыка позволяет на выходе каждого из них получать сигналы с паузами т; т (фиг. 2 а, д). Взаимное положение этих пауз определяет положение стыка относительно электрода.Для упрощения использования этой информации из сигналов пауз формируются импульсы стыка и электрода. Для этого сигналы с фотоприемников каналов стыка и электрода подаются соответственно на...
Датчик контроля положения стыка свариваемых кромок

Номер патента: 859072
Опубликовано: 30.08.1981
Автор: Квитковский
МПК: B23K 9/10
Метки: датчик, кромок, положения, свариваемых, стыка
...9,включенным в схему остановки двигате"ля перемещения .полотнищ.В начальном положении. рычаг 8фиксируется пружиной 10,Датчик положения стыка крепится к свариваемому листу; 5 или б спомсщью электромагнита 11. Для креп-ления датчика положения стыка можетиспользоваться также вакуумный.Рычаг 8 при движении листов 5 иб взаимодействует с упором 12, выполненным в виде планки и установленным на сварочной установке.К потенциометру 7 подключен измерительный прибор 13, который устанавливается на пульте управления перемещениями листов 5 и б.Перед установкой стыка на сварочной позиции датчик контроля положения стра устанавливают на лист 5 таким образом, чтобы наконечник 4 плотно вошел в разделку или стык деталей5 и 6. После этого включается...
Способ автоматического перемещения сварочной головки по стыку

Номер патента: 664777
Опубликовано: 30.05.1979
Авторы: Атаманчук, Лебедев, Паченцев
МПК: B23K 9/10
Метки: головки, перемещения, сварочной, стыку
...оси; а ориентацию относительно оси стыка осуществляют с помощью датчика слежения за стыком, о т л и ча ю щ и й с я тем,что, с целью упрощений конструкции автоматов, колебания сварочной головки осуществляют с помощью механизма коррекции положения головки относительно стыка по сигналу датчика, который вводят в колебательный режим относйтельно оси сварочной головки с частотой, равной требуемой частоте колебаний головки, и амплитудой, равной требуемой амплитуде колебания Р головки йаес величина эоны нечувствительности датчика.Составитель Е. СомоваТехред И,Моргентал едактор Г,Яковле орректор Т, Кол ет й и тети вЕее ттевтеаевЮтаетт ветатетюее т йе еаТираж 65П, ВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113 О 35,...
Устройство для автоматического направления сварочной головки по стыку

Номер патента: 1171246
Опубликовано: 07.08.1985
Авторы: Анкудинов, Миков, Чумак
МПК: B23K 9/10
Метки: головки, направления, сварочной, стыку
...и пересекаются. Ось корпуса датчика 7 стыка расположена цад программной траекторией перемещения сварочной головки10, а его чувствительный элемент -ца линии стыка,1 ри цеобходимости устройство можетбыть снабжено механизмом вертикального перемещения оси 4 в направленииоси Е (программным) и следящим механизмом вертикального перемещениядатчика стыка.В качестве блока эапаэдь 1 вацияможет быть использован блок памяти сп - последовательно соедицеццьпчи регистрами сдвига. В качестве датчика стыка может быть использована Фотоголовка или датчики других типов.Устройство работает следующим образом.В процессе программирования обучением сварочная головка последовательно занимает точки расположения датчика, размещенного впереди сварочной головки ца...
Предыдущий патент: Устройство для снижения напряженияхолостого хода сварочного трансформатора
Следующий патент: Способ копирования линии стыка иустройство для его осуществления
Случайный патент: Способ накатывания зубчатых, шлицевых и подобных профилей