Способ копирования линии стыка иустройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
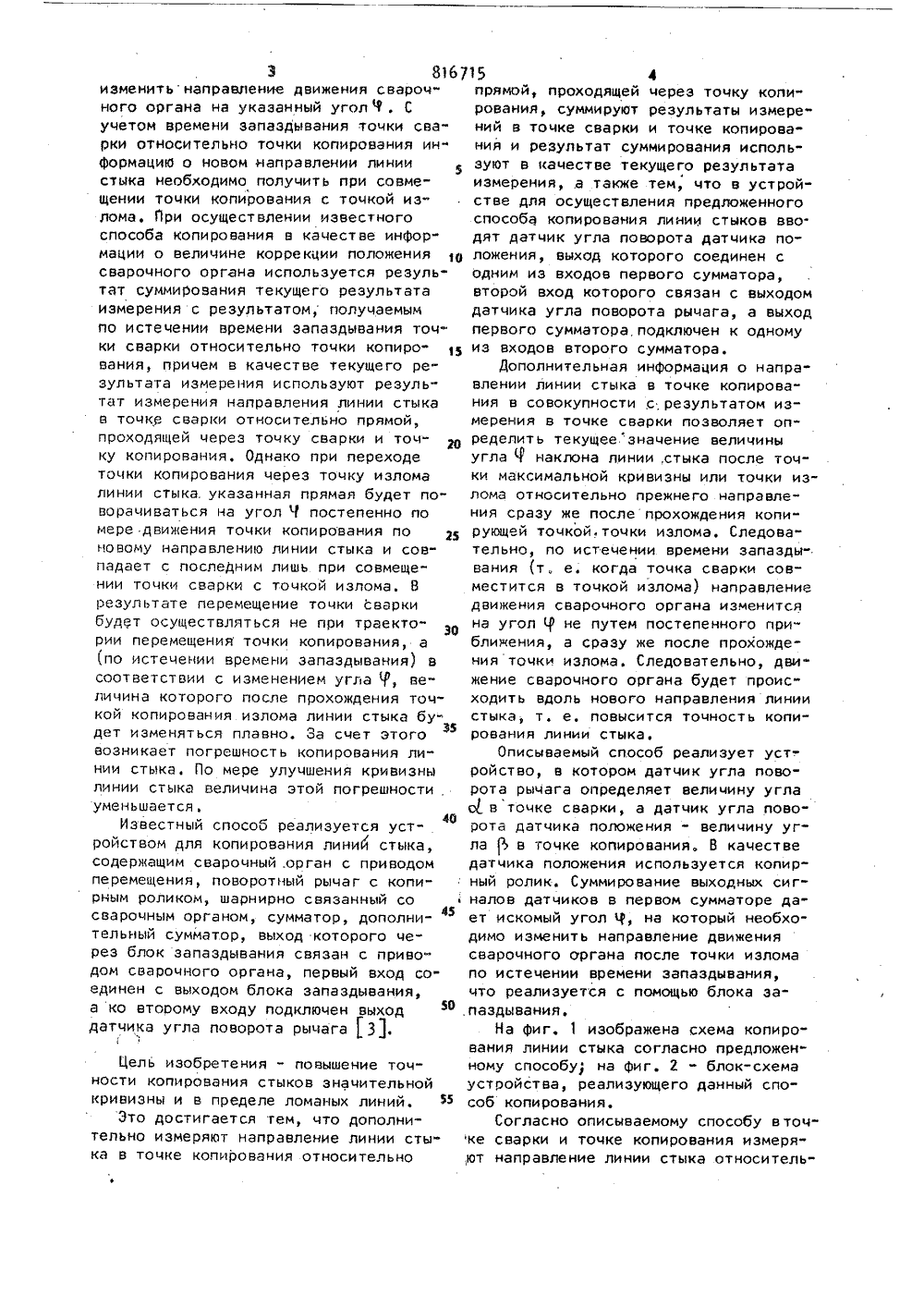
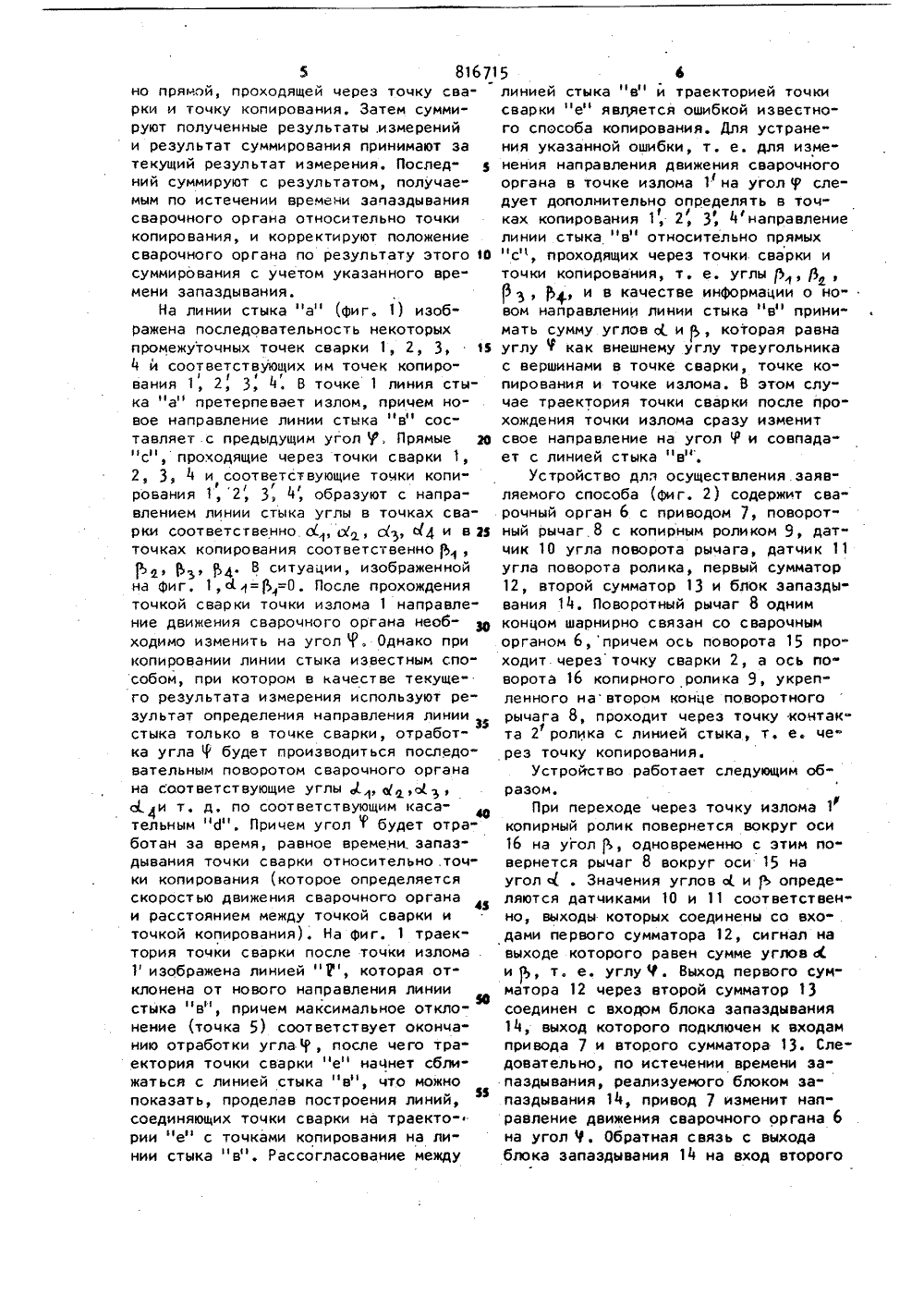
2) Авторы . изобретения кийи ГА Се Коротун 1)ПСС-:мещ;. ,Киевский институт автомат Ордена Ленина и ордена Тринститут.электросварк ХХЧ съездКрасногоО. Патона и им овог им Е 7) Заявител(54) СПОСОБ ФОРМИРОВАНИЯ ЛИНИИ СТЫКАИ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ 1Изобретение относится к области автоматизации сварочных процессов и мо"жет быть использовано при дуговой сва"рке для управления движением сварочно"го органа, например, с помощью промыв"ленного робота.Известен способ копирования линиистыка основанный на измерении положения точки копирования относительносварочного органа и коррекции положе"вния сварочного органа в зависимостиот фактического положения линии сты.ка с учетом времени запаздывания сва,рочного органа относительно точки копирования 12,Недостатком данного способа явля"ется ограниченная область применения,что связано с необходимостью использования направляющих для сварочногоаппарата, которые не позволяют осу- звществить сварку стыков значительнойкривизны.Наиболее близким по техническойсущности к предложенному способу яв 2ляется способ, согласно которому измеряют направление линии стыка в точке сварки относительно прямой, проходящей. через точку копирования, суммируют текущий результат измерения с результатом, получаемым по истечении времени запаздывания сварочного органа относительно точки копирования, и корректируют положение сварочного органа по результату суммирования с учетом указанного времени запаздывания 21.При таком способе обеспечивается. копирование линии стыка без направляющих для сварочного органа.Недостатком этого способа является низкая точность копирования линий сты" ка значительной кривизны и в пределе ломаных линий, что приводит к снижению качества и надежности сварного соединения. Если линия стыка имеет, например, излом, причем новое направление линии стыка составляет угол т с первоначальным,. то при копировании линии стыка необходимо, в точке изломауизменитьнаправление движения свароч"ного органа на укаэанный угол Ч .учетом времени запаздывания точки сва"рки относительно точки копирования ин"формацию о новом направлении линиистыка необходимо получить при совмещении точки копирования с точкой иэ"лома. При осуществлении известногоспособа копирования в качестве информации о величине коррекции положениясварочного органа используется результат суммирования текущего результатаизмерения с результатом, получаемымпо истечении времени запаздывания точки сварки относительно точки копирования, причем в качестве текущего результата измерения используют результат измерения направления линии стыкав точке сварки относительно прямой,проходящей через точку сварки и точ"ку копирования. Однако при переходеточки копирования через точку изломалинии стыка. указанная прямая будет по"ворачиваться на угол Ч постепенно помере движения точки копирования поновому направлению линии стыка и совпадает с послеДним лишь при совмещении точки сварки с точкой излома. Врезультате перемещение точки сваркибудет осуществляться не при траекто- зрии перемещения точки копирования, а(по истечении времени запаздывания) всоответствии с изменением угла Ч, величина которого после прохождения точкой копирования излома линии стыка будет изменяться плавно. За счет этоговозникает погрешность копирования ли"нии стыка, По мере улучшения кривизнылинии стыка величина этой погрешности .уменьшается,Известный способ реализуется уст 4 Оройством для копирования линий стыка,содержащим сварочный .орган с приводомперемещения, поворотный рычаг с копирным роликом, шарнирно связанный сосварочным органом, сумматор, дополнительный сумматор, выход которого через блок запаздывания связан с приводом сварочного органа, первый вход соединен с выходом блока запаздывания,а ко второму входу подключен выходдатчика угла поворота рычага3 1. Цель изобретения - повышение точности копирования стыков значительной кривизны и в пределе ломаных линий.Это достигается тем, что дополнительно измеряют направление линии стыка в точке копирования относительно 14прямой, проходящей через точку копи"рования, суммируют результаты иэмере"ний в точке сварки и точке копирования и результат суммирования используют в качестве текущего результатаизмерения, а также тем, что в устройстве для осуществления предложенногоспособа копирования линии стыков вво.дят датчик угла поворота датчика положения, выход которого соединен содним иэ входов первого сумматора,второй вход которого связан с выходомдатчика угла поворота рычага, а выходпервого сумматора. подключен к одномуиэ входов второго сумматора,Дополнительная информация о направлении линии стыка в точке копирова"ния в совокупности с,результатом измерения в точке сварки позволяет определить текущее значение величиныугла Ч наклона линии, стыка после точки максимальной кривизны или точки излома относительно прежнего направле"ния сразу же после прохождения копи"рующей точкой, точки излома. Следовательно, по истечении времени запаэды"вания (т. е. когда точка сварки совместится в точкой излома) направлениедвижения сварочного органа изменитсяна уголне путем постепенного приближения, а сразу же после прохожденияточки излома. Следовательно, движение сварочного органа будет происходить вдоль нового направления линиистыка, т, е. повысится точность копирования линии стыка.Описываемый способ реализует уст-.ройство, в котором датчик угла поворота рычага определяет величину углао в точке сварки, а датчик угла поворота датчика положения - величину углав точке копирования, В качестведатчика положения используется копир"ный ролик. Суммирование выходных сигналов датчиков в первом сумматоре да"ет искомый угол 9, на который необходимо изменить направление движениясварочного органа после точки изломапо истечении времени запаздывания,что реализуется с помощью блока запаздывания.На фиг, 1 изображена схема копирования линии стыка согласно предложенному способу на фиг. 2 " блок-схемаустройства, реализующего данный способ копирования,Согласно описываемому способу втоцке сварки и точке копирования измеря",ют направление линии стыка относитель5 816715 6 но прямой, проходящей через точку сва- линией стыка "в" и траекторией точки рки и точку копирования, Затем сумми- сварки "е" является ошибкой известноруют полученные результаты .измерений го способа копирования, Для устранеи результат суммирования принимают за ния указанной ошибки, т . е. для изме- текущий результат измерения. Послед"нения направления движения сварочного ний суммируют с результатом, получае" органа в точке излома 1 на угол Р сле" мым по истечении времени запаздывания дует дополнительно определять в точсварочного органа относительно точки ках копирования 1, 2, 3, 4 направление копирования, и корректируют положение линии стыка "в" относительно прямых сварочного органа по результату этого О "с", проходящих через точки сварки и суммирования с учетом указанного вре- точки копирования, т. е. углы 3, /3У мени запаздывания., , и в качестве информации о ноНа линии стыка "а" (фиг. 1) изоб- вом направлении линии стыка "в" прини" ражена последовательность некоторых мать сумму углов о(. и , которая равна промежуточных точек сварки 1, 2, 3, 1 Ю углу Ч как внешнему углу треугольника 4 и соответствующих им точек копиро- с вершинами в точке сварки, точке коУФванин 1, 2, 3, 4. В точке 1 линия сты- пирования и точке излома. В этом слу" ка "а" претерпевает излом, причем но- чае траектория точки сварки после провое направление линии стыка "в" сос- хождения точки излома сразу изменит тавляет .с предыдущим угол У, Прямые 20 свое направление на угол г и совпада"с", проходящие через точки сварки 1, ет с линией стыка "в".2, 3, 4 и соответствующие точки копи- Устройство для осуществления.заяврования 1, 2, 3 4, образуют с напра- ляемого способа (фиг, 2) содержит сва" влением линии стыка углы в точках сва- рочный орган 6 с приводом 7 поворотрки соответственно с, о, с(, Ы,4 и в и ный рычаг 8 с копирным роликом 9, датточках копирования соответственно , чик 10 угла поворота рычага, датчик 11 Ъ, , . В ситуации, изображенной угла поворота ролика, первый сумматор на фиг, 1,с= =0. После прохождения 12, второй сумматор 13 и блок эапаздыточкой сварки точки излома 1 направле- вания 14, Поворотный рычаг 8 одним ние движения сварочного органа необ- щ концом шарнирно связан со сварочным ходимо изменить на угол т. Однако при органом 6,причем ось поворота 15 прокопировании линии стыка известным спо" ходит черезточку сварки 2, а ось пособом, при котором в начестве текуще- ворота 16 копирного ролика 9, укрепго результата измерения используют ре- ленного навтором конце поворотного зультат определения направления линии рычага 8, проходит через точку контакстыка только в точке сварки, отработ- та 2 ролика с линией стыка, т. е. че" ка угла Ф будет производиться последо- реэ точку копирования. вательным поворотом сварочного органа Устройство работает следующим обна соответствующие углы 1 оо , . разом.с(.и т. д, по соответствующим каса- При переходе через точку излома 1Ф тельным "д". Причем уголбудет отра- копирный ролик повернется вокруг оси ботан за время, равное времени, запаз на угол , одновременно с этим по" дывания точки сварки относительно .точ" вернется рычаг 8 вокруг оси 15 на ки копирования (которое определяется угол с( . Значения углов с и . опреде" скоростью движения сварочного органа ляются датчиками 10 и 11 соответствени расстоянием между точкой сварки и но, выходы которых соединены со вхоточкой копирования), На фиг. 1 траек- дами первого сумматора 12, сигнал на тория точки сварки после точки излома . выходе которого равен сумме углов д 1 изображена линией " Р, которая от- и , т, е, углу Ч . Выход первого сумклонена от нового направления линии матора 12 через второй сумматор 13 стыка в , причем максимальное откло- соединен с входом блока запаздыванияи иМнение (точка 5) соответствует оконца, выход которого подключен к входам нию отработки угла, после чего тра- привода 7 и второго сумматора 13. Слеектория точки сварки "е" начнет сбли- довательно, по истечении времени эа" жаться с линией стыка "в", что можно паздывания, реализуемого блоком эапоказать, проделав построения линий, паздывания 14, привод 7 изменит нап"Ясоединяющих точки сварки на траекто- равление движения сварочного органа 6 рии "е" с точками копирования на ли- на угол Ч . Обратная связь с выхода нии стыка "в". Рассогласование между блока запаздывания 14 на вход второго7 8167 сумматора 13 устраняет влияние коррекции направления движения сварочного органа 6 на углы поворота рычага 8 и копирного ролика 9 и, следовательно, на выходные сигналы соответствующих Ф датчиков 10 и 11 угла поворота.Таким образом, коррекция положения сварочного органа производится по сум" ме результатов измерений, получаемых в точке сварки и точке копирования, 1 ф т. е. по сумме сигналов датчика угла поворота рычага и датчика угла поворо" та ролика, Это повышает точность копирования линии стыка при значительной кривизне последней, Способ и уст- И ройство для его осуществления могут быть использованы в системах автоматического направления сварочного органа по линии стыка при дуговой сварке с помощью промышленного робота, сва ф рочного трактора и т. и.Техническая эффективность описываемого способа и устройства заключается в повышении качества свариваемого соединения и, следовательно повышении 35 прочности и надежности сварных конструкций.формула изобретения1. Способ копирования линии стыка, при котором измеряют направление линии . стыка в точке сварки относительно пря" мой, проходящей через точку копирова" ния, суммируют текущий результат изме" рения с результатом, получаемым по истечении времени запаздывания свароч" ного органа"относительно точки копирования, и корректируют положение сва" рочного органа по результату суммиро 15 8вания с учетом укаэанного времени запаздывания, о т л и ч а ю щ и й с я1 тем, что, с целью повышения точности копирования стыков значительной кривизны и в пределе ломаныхлиний, дополнительно измеряют направление ли" нии стыка в точке копирования относительно укаэанной прямой, суммируют результаты измерений в точке сварки и точке копирования и результат суммирования используют в качестве текущего результата измерений.2. Устройство для осуществления способа по и. 1, содержащее сварочный орган с приводом перемещения, поворотный рычаг с датчиком положения, шарнирно связайный со сварочным органом, датчик угла поворота рычага, первый сумматор, второй сумматор, выход которого соединен с входом привода сварочного органа через блок запаздывания, а первый вход второго сумматора соединен с выходом блока запаздывания, о тл и ч а ю щ е е с я тем,что в устройво введен датчик угла поворота датчика положения, причем его выход соеди" нен с одним из входов первого сумма" тора, второй вход которого связан с выходом датчика угла поворота рычага, а выход первого сумматора подключен к одному из входов второго сумматора. Источники информации,принятые во внимание при экспертизе 1, Патент Японии У 17905,кл. 12 В 112,4, 1968.. 2, Авторское свидетельство СССР й 617206, кл. В 23 К 11/24, 23.03.77. 3, Авторское свидетельство СССР й 617207, кл. В 23 К 11/24, 01,03,77-35,Подписноео комитета СССРи открытийаушская наб., д,М
СмотретьЗаявка
2741409, 26.03.1979
КИЕВСКИЙ ИНСТИТУТ АВТОМАТИКИ ИМ. ХХУ СЪЕЗДА КПСС, ОРДЕНА ЛЕНИНА И ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ИНСТИТУТ ЭЛЕКТРОСВАРКИ ИМ. Е. О. ПАТОНА АН УКРАИНСКОЙ ССР, МИНИСТЕРСТВО ПРИБОРОСТРОЕНИЯ, СРЕДСТВ АВТОМАТИЗАЦИИ И СИСТЕМ УПРАВЛЕНИЯ
КОРОТУН ЮРИЙ МИХАЙЛОВИЧ, СЕРГАЦКИЙ ГЕОРГИЙ ИВАНОВИЧ, ЛИНКИН ГЕННАДИЙ АНДРЕЕВИЧ
МПК / Метки
МПК: B23K 9/10
Метки: иустройство, копирования, линии, стыка
Опубликовано: 30.03.1981
Код ссылки
<a href="https://patents.su/5-816715-sposob-kopirovaniya-linii-styka-iustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ копирования линии стыка иустройство для его осуществления</a>
Устройство для измерения сопротивления линии электропередачи до точки короткого замыкания

Номер патента: 883806
Опубликовано: 23.11.1981
Авторы: Богорад, Дулуб, Кузнецов, Островский, Сагутдинов
МПК: G01R 31/08
Метки: замыкания, короткого, линии, сопротивления, точки, электропередачи
...преобразователятока, а выход его соединен со входом пускового органа, выход которого соединен совходом дополнительного блока выдержки вре. мени, выход которого соединен с первымвходом дополнительного блока памяти, второйвход которого соединен с выходом блокапреобразователя тока, выход дополнительного 5 1 О 15 20 25 30 35 блока памяти соединен с первым входомблока сравнения, второй вход которого соединен со вторым выходом блока регистрации,а выход блока сравнения соединен со вторымвходом счетчика,На чертеже представлена схема устройства,Устройство содержит блок 1 регистрации,преобразователь 2 напряжения, преобразователь3 тока, блок 4 выделения переходной состав.ляющей тока к,з., пусковой орган 5 основнойблок 6 выдержки времени,...
Прибор для построения точек линии зацепления

Номер патента: 674942
Опубликовано: 25.07.1979
Авторы: Компанейц, Панчук, Федюнин
МПК: B43L 11/00
Метки: зацепления, линии, построения, прибор, точек
...особенности,Процесс построения в этом случае эаключаетсй в том, что установочное острие опорной иглы 9 помещают в некоторую точку С на той части прямолинейнойцентроиды, которая ограничена заданнымпрофилем 1, а установочное острие цензъ.ральной ягоды 1 6 - в некоторую точку О40 оставшейся части прямолинейной центроиды, на которой в промежутке между точками С и О выбирают полюс Р зацепления(смф фига 3Кроме того, плоскую Г-образную ли 4-" нейку 13 располагают так, чтобы прямолинейная центроида и профиль х находились по одну сторону от атой линейки,что достигается сменой ее положения вповоротном рычаге 11,Я Процесс построения точки линии зацепления ь в этом случае выполняют впоследовательности, аналогичной рассмотренной для окружностной...
Способ слежения за стыком при дуговой сварке

Номер патента: 1152743
Опубликовано: 30.04.1985
Авторы: Блинов, Коротун, Линкин, Сергацкий
МПК: B23K 9/10
Метки: дуговой, сварке, слежения, стыком
...входу коммутатора 16, выход которого является выходом блока 10 сравнения.Устройство работает следующим образом.При перемещении сварочного электрода 1 вдоль линии 2 стыка свариваемых деталей 3 и 4 посредством блока 9 измерения напряжения определяют падение напряжения между токоподводом 6 и подпружиненным контактом , которое поступает на первый вход блока 10 сравнения, где сравнивается с заданным напряжением, поступающим на второй вход блока 10 сравнения с выхода блока 12 задания уставки.Схема 13 сравнения вырабатывает сигнал рассогласования, который интегрируется Фильтром 14, так как требуется отстройка от флуктуаций сигнала блока 9. Сигнал с фильтра 14 подается на один иэ информационных входов коммутатора 16, .а сигнал той же абсолютной...
Устройство для автоматического направления сварочной головки по стыку

Номер патента: 789254
Опубликовано: 23.12.1980
Авторы: Линкин, Лихошва, Сергацкий
МПК: B23K 9/10
Метки: головки, направления, сварочной, стыку
...скорость продвижения информации в регистре сдвига, поступающейна привод коррекции, и скорость переме-щения сварочной головки с учетом изменения расстояния между сварочной головкой и датчиком стыка влачь линии стыка Повышение маневренности датчика стыка с учетом переменного запаздывания сварочной головки относительно точки измерения расширяет эксплуатационные возможности устройства.На чертеже изображена блок-схема устройства для автоматического направления сварочной головки,по стыку,Устройство содержит привод 1 коррекции положения сварочной головки 2, датчик 3 стыка, установленный на сварочной головке 2 с возможностью перемещения относительно нее, привод 4 перемещения сварочной головки 2 вдоль линии стыка. Вход привода 4...
Устройство для контроля качества точеной контактной сварки по перемещению электрода сварочной машины

Номер патента: 692707
Опубликовано: 25.10.1979
Авторы: Аксельрод, Ибрагимов, Пантелеев
МПК: B23K 11/10
Метки: качества, контактной, перемещению, сварки, сварочной, точеной, электрода
...входят во Фрикционное зацепление. Включение электромагнита производится от схемы управления машины юа время протекания сварочного тока. При этом измерительный стержень,получив заданное перемещение, замыка ет контакты контактной группы, установленные с определенным зазором,соответствующим получению качественной сварки, После окончания сварочноготока они размыкаются, Аппарат АКС имеет логические элементы, которйефиксируют эти замыкания и дают команды на световую сигнализацию1 Качественная сваркафе или Непроварф,Установка индикатора на датчик такойконструкции не обеспечивает отсчетаперемещения из-за импульсного характера точечной сварки. Кроме того,после отключения сварочного тока ядро сварной точки уменьшается в объеме. Электрод...
Предыдущий патент: Способ настройки сварочной головкина линию стыка свариваемых листов
Следующий патент: Токоподводящий мундштук к устройствамдля сварки плавящимся электродом
Случайный патент: Устройство для сборки сорбционного насоса