Способ определения предельно-допусимых значений тока при обработке сжатой дугой
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
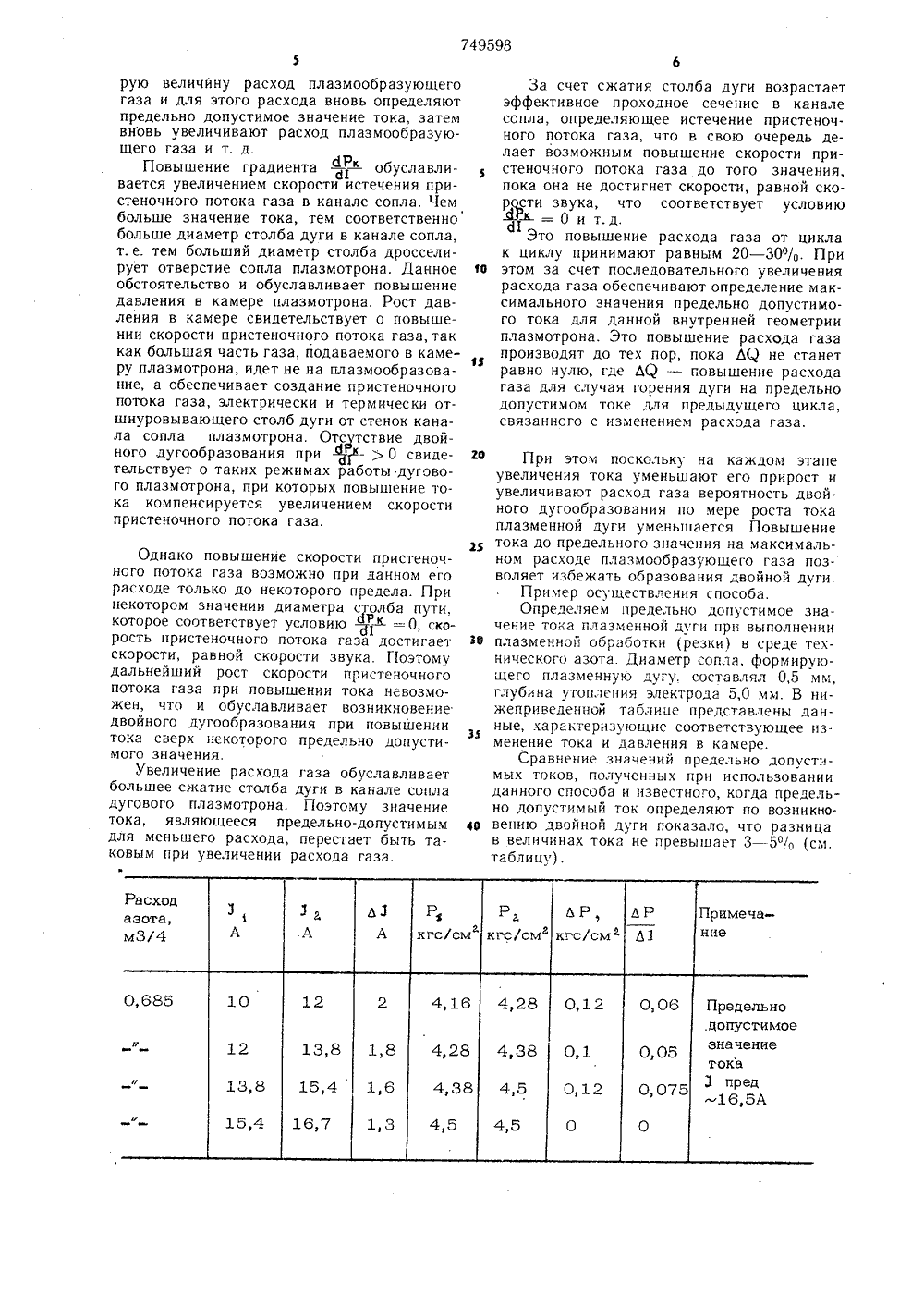
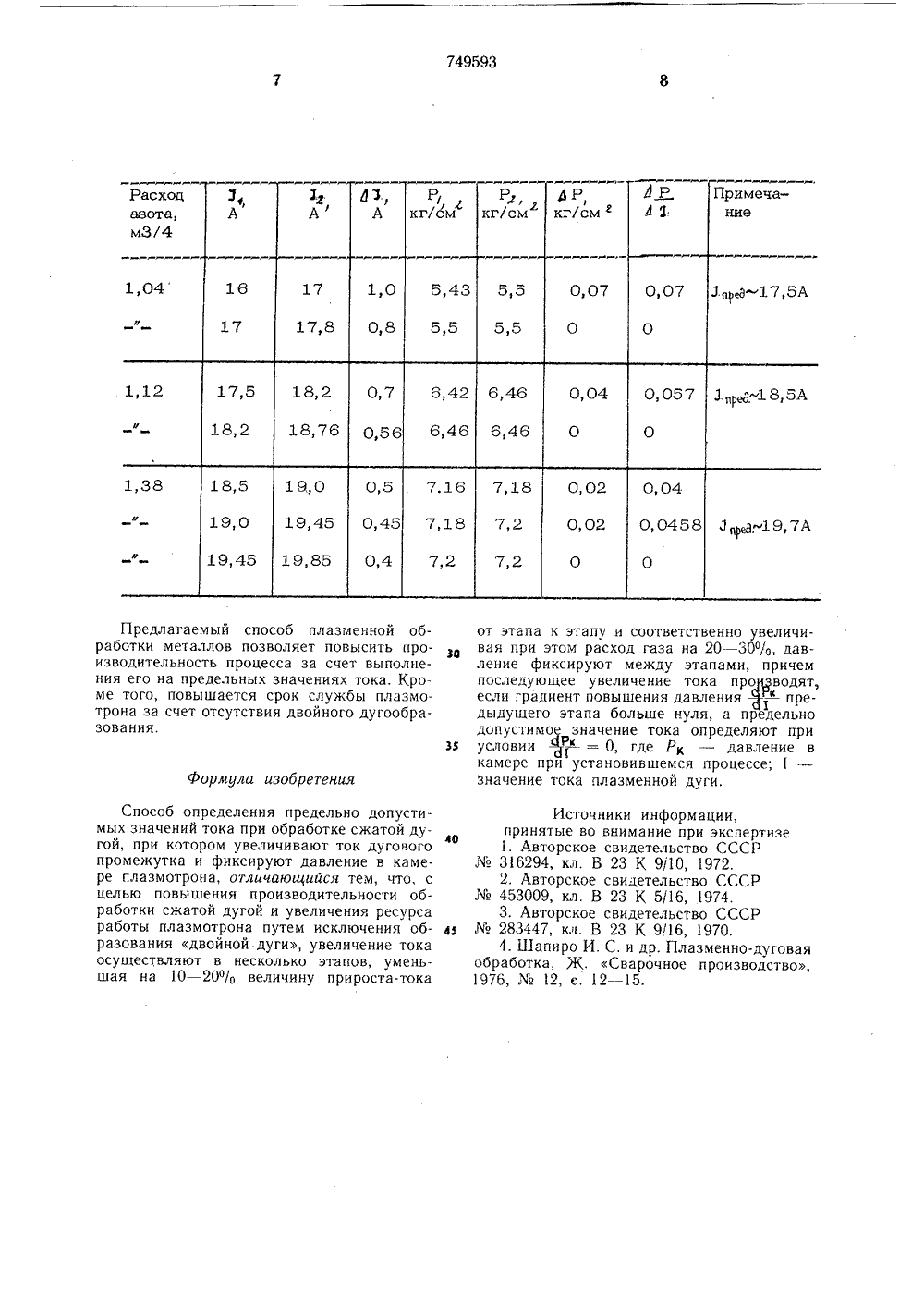
С АИЪЙ оюз Соаетск 9 Социалистичес Республик ОБРЕТВНИЯ Ф щн 4О МУ СВИДЕТЕЛЬСТВУ К АВТ 1) Дополнительное к свид-в(54) СПОСОБ ОПРЕДЕЛЕНИЯ ПРЕДЕЛЪНО ДОПУСТИМЫХ ЗНАЧЕНИЙ ТОКА ПРИ ОБРАЪО,КЕ СЖАТОЙ ЛУГОЙвод мен его плазменно дуговои обм режим определяют по Изобретение относится к сварочному производству, к способам дуговой обработки,выполняемым плазменной дугой, и можетбыть использовано при резке и сварке металлов.Известен способ плазменно-дуговой обработки., при котором предельно допустимоезначение тока для сопла данного диаметраи прочих режимных параметров процессаопределяют по возникновению первого импульса повышения напряжения между электродами и соплом, формирующим плазменную дугу 11,Недостатком известного способа является то, что наличие первого импульса повышения напряжения между электродом и соплом не свидетельствует о предельно допун 15стимом значении тока плазменнои дуги вследствие того, что скорость изменения давления в камере дугового плазмотрона являетсяболее инерционной по сравнению с изменением тока.Известен способработки, при котороизменению давления 12.Недостатком известного способа является то, что определение давления произят при постоянном значении тока плазной дуги, что не позволяет использоватьдля определения величины предельно допустимого тока для сопла данного диаметра.Известен способ плазменно-дуговой резки, при котором повышение предельно допустимого значения тока обеспечивают за счет периодически повторяющегося двойного дугообразования в канале сопла дугового плазмотрона, обусловленного увеличением тока плазменной дуги 3.Недостатком известного способа является то, что использование так называемого явления автоприработка канала сопла, обусловленного сглаживанием микронеровностей на его поверхности, имеет место только при ограниченных плотностях тока в канале сопла дуового плазмотрона, т. е. в тех случаях, когда величина пристеночного зазора в канале сопла минимальна. Однако всякое увеличение степени сжатия столба дуги обуславливает не сглаживание микро- неровностей на поверхности канала сопла, а его разрушение, вследствие того, что при этом возрастает значение тока, шунтируемое соплом плазмотрона.Известен способ определения предельно допустимых значений тока при обработке сжатой дугой, при котором увеличивают ток дугового промежутка и фиксируют давление в камере плазмотрона 14.Недостатком известного способа является то, что он не обеспечивает определение оптимального предельно допустимого значения тока. Значение рабочего тока при данном способе, как правило, ниже предельно допустимого значения, в то время как значение расхода газа преднамеренно завышено. Хотя предлагаемый способ и гарантирует отсутствие двойного дугообразования, однако его использование связано со снижением,510 Дуговой плазмотрон 1 связан с блоком 2 регистрации производной давления -к- в(3 С камере,плазмотрона и блоком 3 регистрации производнои тока в . Блоки 2 и 3 осуОс(ществляют регистрацию на каждом этапе увеличения тока. Блоки 2 и 3 связаны с блоком 4 сравнения производных являющегося блоком регистрации градиента повышения давленияв " . Блок 4 через блок 5 управления параметрами плазменной дуги, свя занного с блоком 3, соединен с исполнительным устройством 6 изменения расхода плазмообразующего газа для формирования плазменной дуги 7 при обработке изделия 8.На фиг. 2 приняты следующие обозна 56чения: 9, 10, 11 - графики изменения давления в камере плазмотрона от величины тока при различных расхолах плазмообразующего газа; Рк - давление в камере плазмотрона; Я,; (,) ; Я - расхолы плазмообразующего газа, причем Я, ( Ц( Я ; и 1 - значение тока плазменной дуги; 1 щч - начальное значение тока плазменной дуги;1 пе. , 1 й.2 , 1 пй 4 - предельно допроизводительности обработки и техникоэкономических показателей процесса.Целью предлагаемого изобретения является повышение производительности обработки сжатой дугой и увеличение ресурса работы плазмотрона путем исключения образования двойной дуги.Для этого увеличение тока осуществля ют в несколько этапов, уменьшая на 10 - 200/О величину прироста тока от этапа к этапу и соответственно увеличивая при этом расход газа на 20 - 300/О, а давление фиксирует между этапами, причем послуующее увеличение тока производят, если 1 к пре 25 дыдущего этапа больше нуля, а предельно допустимое значение тока определяют при условии "- = О,где Р - давление в камере пр установившемся процессе; 1 значение тока плазменной дуги. 39На фиг. 1 показана блок-схема устройства, реализующего предлагаемый способ; на фиг. 2 - диаграммы влияния тока на изменение давления в камере формирования режущей дуги для различных расходов плазмообразующего газа,3 пустимые значения тока плазменной дуги, соответствующие расходам тока Я и Я, и Я з.Способ реализуют следующим образом.При начальном значении тока плазменной луги 1, который выбирают существенно меньше предельно допустимого значения, между плазмотроном 1 и обрабатываемым изделием 8 возбуждают плазменную дугу 7. Расход плазмообразующего газа при этом выбирают равны Я,. С помощью блока 2 регистрируют производную давленияв камере формирования плазменнойбРкдуги плазмотрона 1 и подают сигнал в блок 4, который регистрирует градиент повышения давления - - ". Затем плавно повышают величину тока плазменной дуги 1 на величину Д 1. Это изменение тока обеспечивают с помощью блока управления . Соответствующую производную тока - 1- - регистрийс 11рует блок 3. Указанные операции, связанные с повышением тока, повторяют в несколько этапов, причем на каждом этапе уменьшают прирост тока на 10 - 20/, по сравнению с его приростом на предыдущем этапе. Данное повышение тока производят до тех пор, пока градиент повышения давления -" - О при )х-= О прекращают по 3 двышенйе тока, так как к данному моменту давление Р свидетельствует о достижении на кривой 9 предельно допустимого значения тока 1,а,.Предлагаемый способ обеспечивает определение предельно допустимого значения тока для данного расхода плазмообразующего газа. Отсутствие повышения градиента давления свидетельствует о том, что дальнейшее повышение тока плазменной дуги лишено смысла, так как его увеличение при данном расходе плазмообразующего газа, обуславливает возникновение двойного дугообразования и разрушение вследствие этого сопла дугового плазмотрона.Поэтому при достижении током значения 131 с помощью устройства б производят увеличение расхода плазмообразующего газа до значения Яи вновь производят увеличение тока (кпивая 10), пока для данного расхода газа - нс станет равнодРкнулю. Этому условию соответствует значение тока 1 гед., которое характеризует предельно допустимое значение тока, соответствующее расходу Я 4. При этом вновь повышают расход плазмообразующего газа до значения Я и производят дальнейшее повышение тока (кривая 11), пока градиент изменения давления - -"- не станет равнымдРд 1нулю. Этому расходу газа соответствует предельно допустимое значение тока 1 пй 4.Таким образом при выполнении предлагаемого способа плазменной обработки определяют предельно допустимое значение тока для данного расхода плазмообразующего газа в несколько этапов за счет соответствующего увеличения рабочего значения тока, после чего повышают на некото 749593рую величйну расход плазмообразующего газа и для этого расхода вновь определяют предельно допустимое значение тока, затем вновь увеличивают расход плазмообразующего газа и т. д.Повышение градиента -- обуславли 6 Ркб 1вается увеличением скорости истечения пристеночного потока газа в канале сопла. Чем больше значение тока, тем соответственно больше диаметр столба дуги в канале сопла, т.е. тем больший диаметр столба дросселирует отверстие сопла плазмотрона. Данное обстоятельство и обуславливает повышение давления в камере плазмотрона. Рост давления в камере свидетельствует о повышении скорости пристеночного потока газа, так как большая часть газа, подаваемого в камеру плазмотрона, идет не на плазмообразование, а обеспечивает создание пристеночного потока газа, электрически и термически отшнуровывающего столб дуги от стенок канала сопла плазмотрона. Отсутствие двойного дугообразования при ) 0 свидетельствует о таких режимах работы дугового плазмотрона, при которых повышение тока компенсируется увеличением скорости пристеночного потока газа. Однако повышение скорости пристеночного потока газа возможно при данном его расходе только до некоторого предела. При некотором значении диаметра сстолба пути, которое соответствует условию -к- =-О, скосЙрость пристеночного потока газа достигает скорости, равной скорости звука. Поэтому дальнейший рост скорости пристеночного потока газа при повышении тока невозможен, что и обуславливает возни кчовение двойного дугообразования при повышении тока сверх некоторого предельно допустимого значения.Увеличение расхода газа обуславливает большее сжатие столба дуги в канале сопла дугового плазмотрона. Поэтому значение тока, являющееся предельно-допустимым для меньшего расхода, перестает быть таковым при увеличении расхода газа. За счет сжатия столба дуги возрастаетэффективное проходное сечение в канале сопла, определяющее истечение пристеночного потока газа, что в свою очередь делает возможным повышение скорости пристеночного потока газа до того значения, пока она не достигнет скорости, равной скорости звука, что соответствует условию -ф-" = 0 и т.д.ЖЭто повышение расхода газа от циклак циклу принимают равным 20 - 300/,. При 1 о этом за счет последовательного увеличениярасхода газа обеспечивают определение максимального значения предельно допустимого тока для данной внутренней геометрии плазмотрона. Это повышение расхода газа производят до тех пор, пока ЬЯ не станет 1равно нулю, где ЛЯ - повышение расхода газа для случая горения дуги на предельно допустимом токе для предыдущего цикла, связанного с изменением расхода газа. о При этом поскольку на каждом этапеувеличения тока уменьшают его прирост и увеличивают расход газа вероятность двойного дугообразования по мере роста тока плазменной дуги уменьшается. Повышение тока до предельного значения на максимальном расходе плазмообразующего газа позволяет избежать образования двойной дуги,Пример осх ществления способа.Определяем предельно допустимое значение тока плазменной дуги при выполнении 36 плазменной обработки (резки) в среде технического азота. Диаметр сопла, формирующего плазменную дугу, составлял 0,5 мм, глубина утопления электрода 5,0 мм. В нижеприведенной таблице представлены данные, .характеризующие соответствующее изменение тока и давления в камере.Сравнение значений предельно допустимых токов, полученных при использовании данного способа и известного, когда предельно допустимый ток определяют по возникноФр вению двойной дуги показало, что разницав величинах тока не превышает 3 - 50/0 (см, таблицу).749593 Формула изобретения Предлагаемый способ плазменной обработки металлов позволяет повысить производительность процесса за счет выполнения его на предельных значениях тока. Кроме того, повышается срок службы плазмотрона за счет отсутствия двойного дугообразования.35 Способ определения предельно допустимых значений тока при обработке сжатой дун4 О гои, при котором увеличивают ток дугового промежутка и фиксируют давление в камере плазмотрона, отличающийся тем, что, с целью повышения производительности обработки сжатой дугой и увеличения ресурса работы плазмотрона путем исключения об- и разования двойной дуги, увеличение тока осуществляют в несколько этапов, уменьшая на 10 - 20% величину прироста-тока от этапа к этапу и соответственно увеличивая при этом расход газа на 20 - 30%, давление фиксируют между этапами, причем последующее увеличение тока производят, если градиент повышения давления ф - " предыдущего этапа больше нуля, а предельно допустимое значение тока определяют при условии Щ в " .= О, где Р - давление в камере при установившемся процессе; 1 - Значение тока плазменной дуги,Источники информации,принятые во внимание при экспертизе1. Авторское свидетельство СССР316294, кл, В 23 К 9/10, 1972.2. Авторское свидетельство СССР453009, кл. В 23 К 5/16, 1974.3. Авторское свидетельство СССР283447, кл. В 23 К 9/16, 19 О.4. Шапиро И. С. и др. Плазменно-дуговаяобработка, Ж. Сварочное производство,96,12, с, 12 - 15.. Козлова8ЦНИ тяг 1130 лиал Сост Техре Тираж ПИ Государ делам изо Москва, Ж ПП Патент 1витель О. СухановаК. Шуфрич Корректор В 1160 Подписное твенного комитета СССРбретений и открытий- 35, Раушская наб., д. 4/5г. Ужгород, ул. Проектная, 4 Одласпть ддойнога ддгоодра за- дания
СмотретьЗаявка
2522525, 05.09.1977
ПРЕДПРИЯТИЕ ПЯ Р-6476
ШАПИРО ИЛЬЯ САМУИЛОВИЧ, БУКАРОВ ВИКТОР АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: B23K 9/16
Метки: дугой, значений, обработке, предельно-допусимых, сжатой
Опубликовано: 23.07.1980
Код ссылки
<a href="https://patents.su/5-749593-sposob-opredeleniya-predelno-dopusimykh-znachenijj-toka-pri-obrabotke-szhatojj-dugojj.html" target="_blank" rel="follow" title="База патентов СССР">Способ определения предельно-допусимых значений тока при обработке сжатой дугой</a>
Устройство для нагрева газа электрической дугой

Номер патента: 178920
Опубликовано: 01.01.1966
Автор: Изобрете
МПК: H05B 31/26, H05B 7/18, H05H 1/32
Метки: газа, дугой, нагрева, электрической
...другого с некоторым зазором по ширине канала так, что боковые поверхности электродов параллельны между собой и потоку газа.Принцип действия электродугового подогревателя с плоскими электродами состоит в следующем. После подачи напряжения на электроды 3 происходит пробой межэлектродного промежутка. Образовавшаяся дуга сносится вниз по потоку, при этом опорные точки дуги торцовым рабочим поверхностям Длина дуги увеличивается до тех пряжение на дуге не станет равению пробоя промежутка. После одит новый пробой и зажигается а старый дуговой шнур обесточиесс повторяется с частотой, завирости потока и длины электродов. токи от опорных точек дуги н от угового шнура при малых токах а счет конвективного теплообмена оверхностей пластин, а при...
Способ регулирования длина дуги плазмотронов для резки с соплом в виде проводящего тонкостенного цилиндра

Номер патента: 469224
Опубликовано: 30.04.1975
Автор: Ионов
МПК: H05B 7/18
Метки: виде, длина, дуги, плазмотронов, проводящего, резки, соплом, тонкостенного, цилиндра
...дуги приводит соответственно к уменьшению или увеличению управляющего сигнала, который подается на дополнительный регулируемый источник тока 10.Величина тока изменяется с изменением величины управляющего сигнала, причем с увеличением управляющего сигнала ток увеличивается, с уменьшением сигнала уменьшается.15 В соответствии с изменением тока дополнительного источника 10 изменяется ток, протекающий по тонкостенному цилиндру сопла плазмотрона, внутри которого горит дуга. Создаваемое током магнитное поле внутри цилинд ра (сопла) взаимодействует с собственныммагнитным полем разрядного тока, Направление токов выбрано так, что при взаимодейст.вии токов увеличивается магнитное давление, направленное к оси дуги. Из-за этой дополни тельной...
Устройство для зажигания и питания плазменной дуги

Номер патента: 1505701
Опубликовано: 07.09.1989
Авторы: Горбачев, Заварихин, Табунщик, Шустик
МПК: B23K 9/00
Метки: дуги, зажигания, питания, плазменной
...сети 9, следовательно, к электродам плазменной горелки 5 приложено максимальное напряжение холостого хода установки. После пробоя воздушного промежутка осциллятором 8 между катодом 6 и соплом 7 возникает дуга, которая выдувается плазмообразующим газом из плазменной горелки и замыкает цепь основной дуги плазмотрона. При достижении токоплазменной дуги минимального значения, при котором ее горение устойчиво, изменяет свое состояние первый компаратор 21, и в результате блок 20 управления закрывает аналоговый ключ 19, отключив устройство 18 блокировки фазового сдвига, открывает аналоговый ключ 13, продолжая заряд конденсатора 12, и открывает аналоговый ключ 17, подключая устройство 15 сравнения к блоку 16 фазового сдвига. В результате...
Способ обработки плазменной импульсной дугой

Номер патента: 1683927
Опубликовано: 15.10.1991
МПК: B23K 10/00
Метки: дугой, импульсной, плазменной
...энергией определяет качество и производительность процессов обработки и требует целенаправленного регулирования.-мПри обработке плазменной импульсной Ы дугой такое регулирование осуществляет 4 путем синхронизации импульсов изменения тока с изменением расхода плазмообраэующего газа. Для этого в период импульса тока ти расход плазмообраэующего газа 0 уменьшают, а в период паузы тока тп расхода плазмообраэующего газа увеличивают.Таким образом обеспечивается воэможность при заданных размерах сопла управлять тепловой энергией дуги изменением тока дуги, а газокинетической энергией дуги - изменением расхода плазмообразующего1683927 Составитель Г.ТютченковаТехред М.Моргентал Корректор М.Максимишинец Редактор И.Касарда Заказ 3465 Тираж...
Способ плазменно-дуговой обработки

Номер патента: 782973
Опубликовано: 30.11.1980
Авторы: Баркан, Кораблев, Королев, Шапиро, Ямпольский
МПК: B23K 31/10
Метки: плазменно-дуговой
...в камере при переме 1 щении электрода к соплу при неизмен н эм токе; Р к- изменение давления в камере при перемещении электрода от сопла при неизменном токе; Р, минимальное давление в камере дугового плазмотрона при неизменном токе режущей дуги; Рк - максимальмаксное давление в камере дугового плазмотрона при неизменном токе режущей дуги; Р- оптимальное значениедавления в камере дугового плазмотрона, обеспечиваемое за счет изменения тока режущей дуги;- значение то- . ка режущей дуги; 3 - значение тока режущей дуги при перемещении электрода к соплу; Э - изменение тока режущейдуги при перемещении электрода от сопла; Э,- минимальное значение тока режущей дуги; 3 - макмакс симальное значение тока режущей дуги; 1 - время; 1 - время...
Предыдущий патент: Направляющий элемент
Следующий патент: Плазменная горелка
Случайный патент: Следящая система