Способ соединения труб из алюминиевых сплавов преимущественно нефтяного сортамента
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
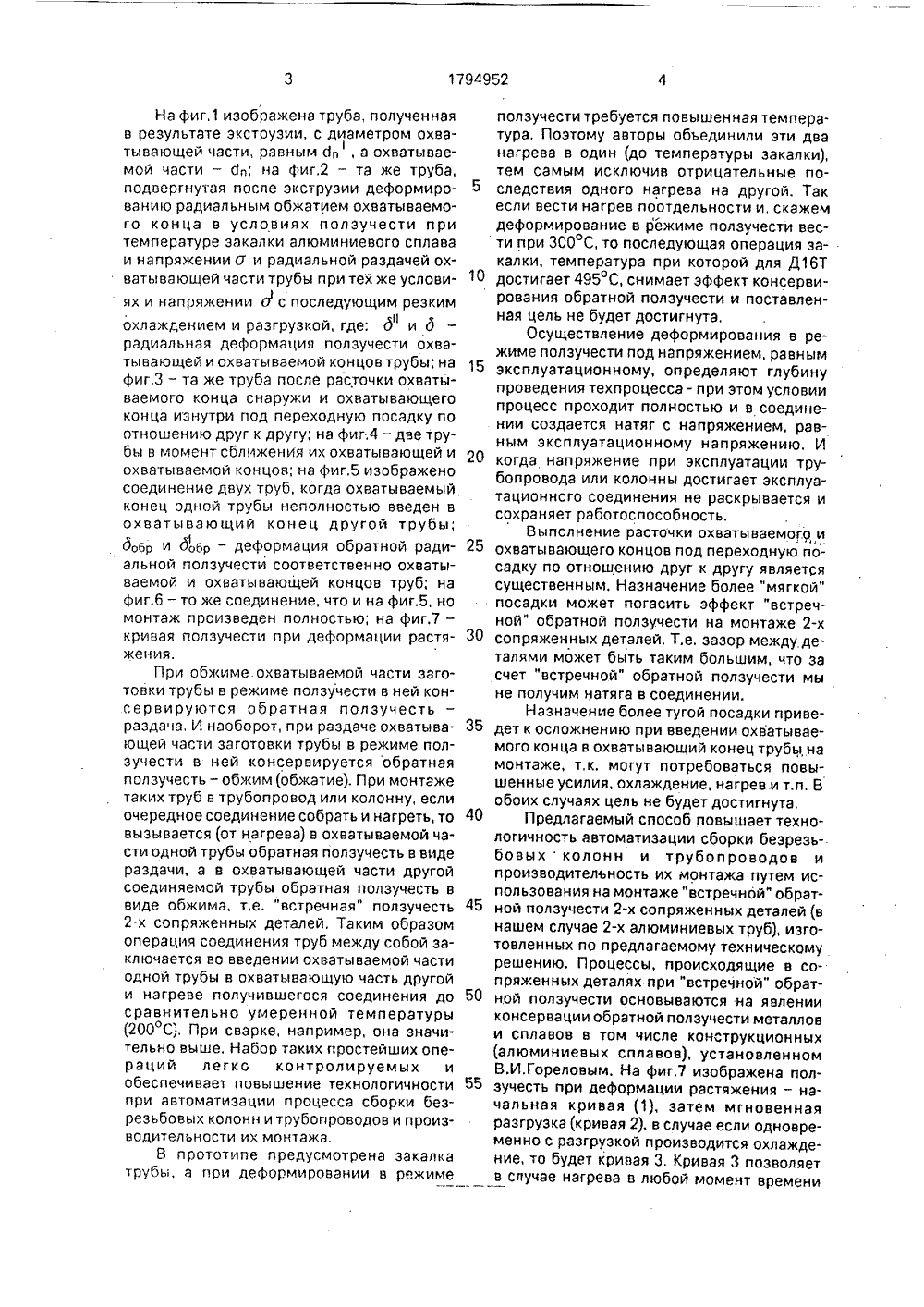
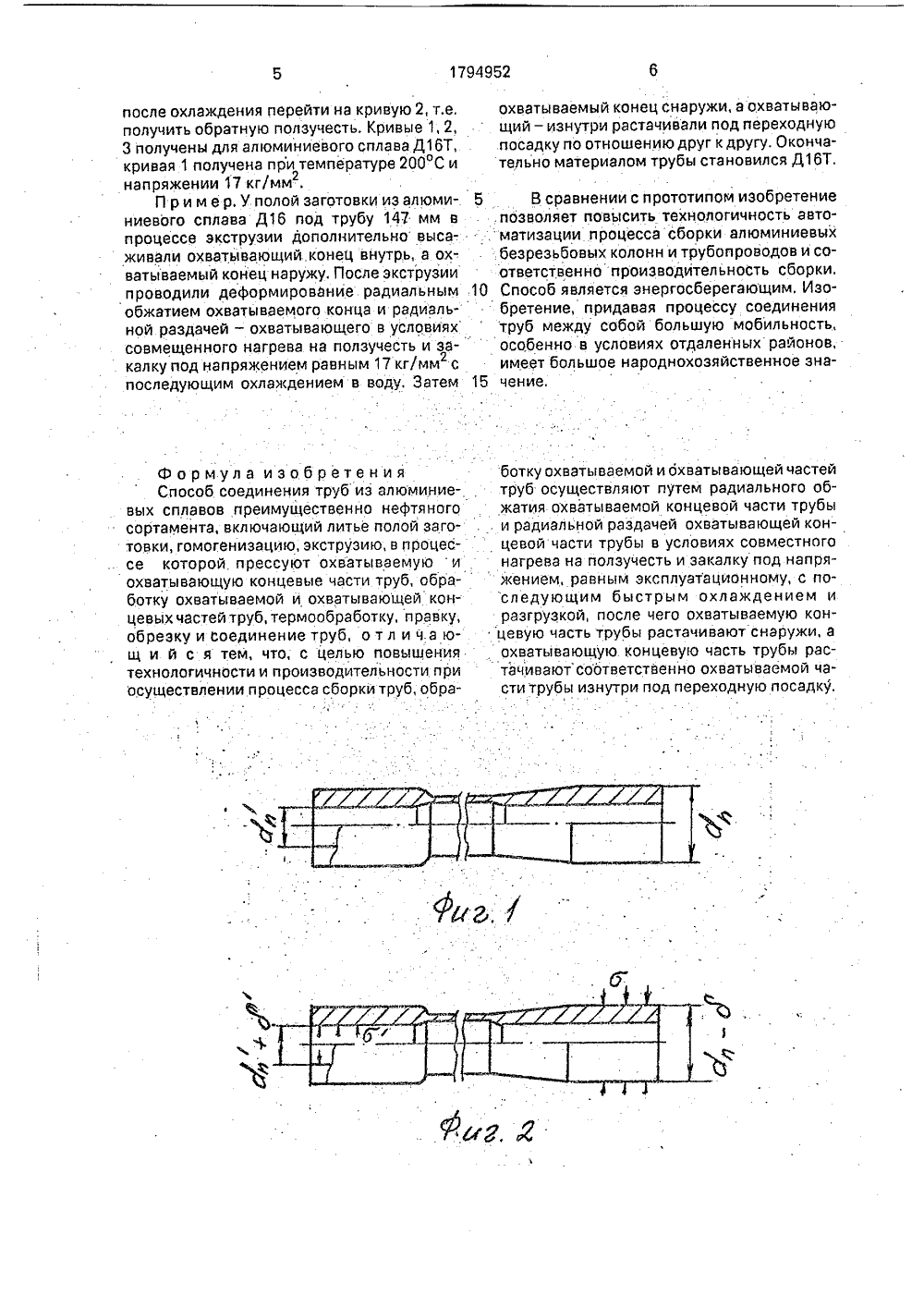
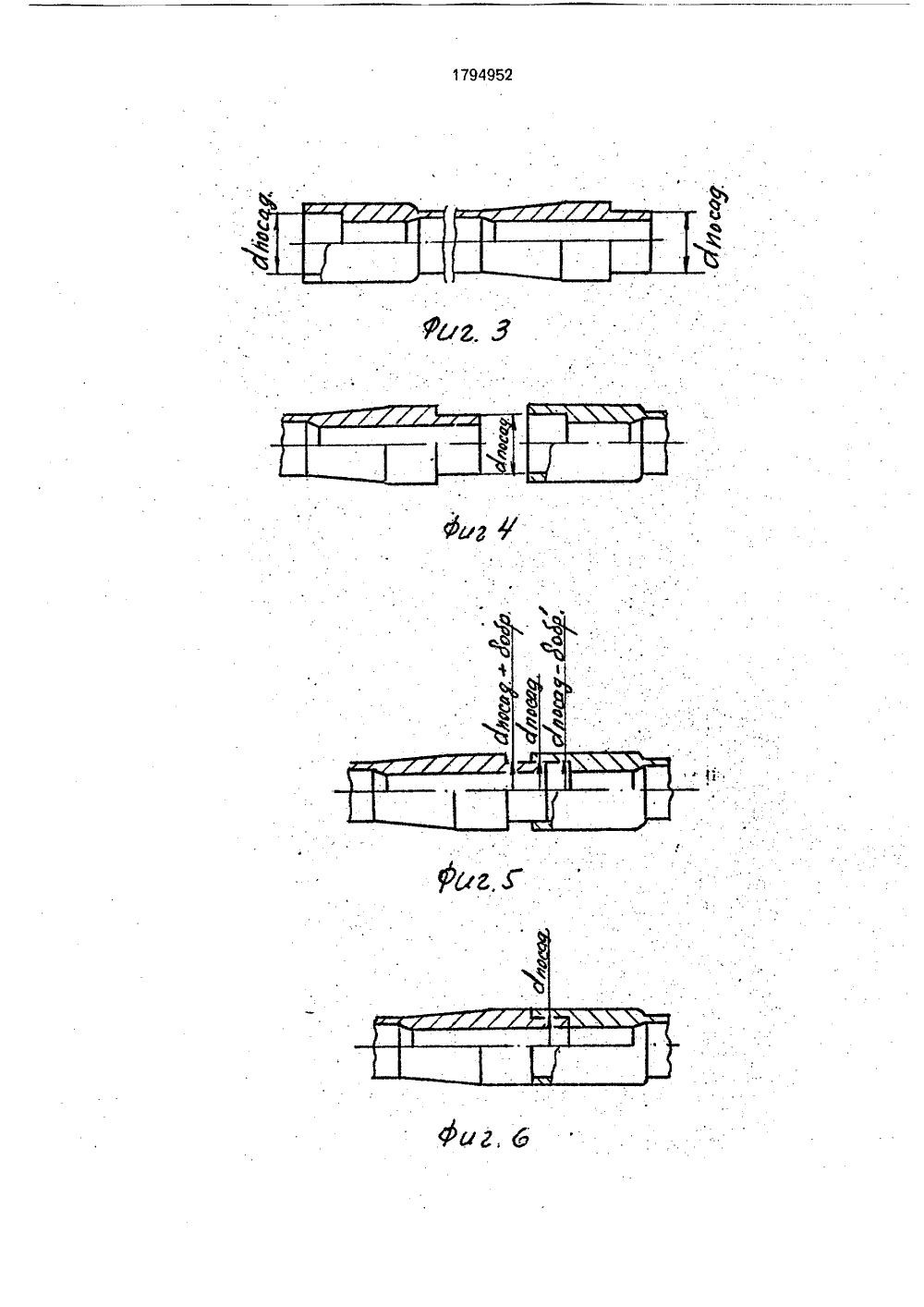
. Е ИЗОБРЕТВИДЕТЕЛЬСТВУ СА ВТОРСКОМ чаГОСУДАРСТВЕН.ЮЕ ПАТЕНТНОЕВЕДОМСТВО СССР(71) Всесоюзный научно-исследовательскийинститут разработки и эксплуатации нефтепромысловых труб(56) Бурильные трубы из алюминиевых.сплавов. М,: "Недра", 1980, с.29 - 33,(54) СПОСОБ СОЕДИН ЕНИЯ ТРУБ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ, ПРЕИМУЩЕСТВЕННО НЕФТЯНОГО СОРТАМЕНТА(57) Использование: может быть использовано в металлургии, Сущность: способ включает литье полой заготовки, гомогенизацию,экструзию, в процессе которой прессуют охИзобретение относится к термомеханической обработке металлов и может быть использовано в металлургии,Наиболее близким к данному способу по технической сущности и достигаемому результату является способ изготовления алюминиевой безрезьбовой раструбной трубы, включающий литье полой заготовки, гомогенизацию, экструзию, в процессе которой прессуют охватываемую и охватывающую кон.цевые части труб, обработку охватываемой й охватывающей концевых частей труб, термообработку, правку, обрезку и соединение труб,Недостаток указанного способа-прототипа заключается в том, что из изготовленных по известному способу труб нельзя непосредственно собрать колонну или трубопровод. Для этого наиболее широко используются или резьбовое или сварное ватываемую и охватывающую концевыести труб, обработку упомянутых частей труб, термообработку, правку, обрезку и соединение труб, Отличительной особенностью способа является то, что обработку охватываемой и охватывающей частей труб осуществляют путем радиального обжатия охватываемой концевой части трубы и радиальной раздачей охватывающей концевой части трубы в условиях совместного нагрева на ползучесть и закалку под напряжением, равным эксплуатационному с последующим быстрым охлаждением и разгрузкой, Затем охватываемую и охватывающую части труб растачивают соответственно снаружи и изнутри, 7 ил,соединения. Оба процесса подаются автоматизации. Но ввиду сложности процессов сложны и малопроизводительны автоматы,Цель изобретения - повышение технологичности и производительности при осуществлении процесса сборки труб.Поставленная цель достигается тем, что обработку охватываемой и охватывающей частей труб осуществляют путем радиального обжатия охватываемой концевой части трубы и радиальной раздачи охватывающей концевой части трубы в условиях совместного нагрева на ползучесть и закалку под напряжением, равным эксплуатационному, с последующим быстрым охлаждением и разгрузкой, после чего охватываемую концевую часть трубы растачивают снаружи, а охватывающую концевую часть трубы растачивают соответственно охватываемой части трубы изнутри под переходную посадку.На фиг,1 изображена труба, полученная в результате экструзии, с диаметром охватывающей части, равным бп, а охватывае 1мой части - сЬ; на фиг.2 - та же труба, подвергнутая после экструзии деформированию радиальным обжатием охватываемого конца в условиях полэучести при температуре закалки алюминиевого сплава и напряжении о и радиальной раздачей охватывающей части трубы при тех же условиях и напряжении 0 с последующим резкимл охлаждением и разгрузкой, где; д и д радиальная деформация ползучести охватывающейй и охватываемой концов трубы; на фиг,З - та же труба после расточки охватываемого конца снаружи и охватывающего конца изнутри под переходную посадку по отношению друг к другу; на фиг;4 - две трубы в момент сближения их охватывающей и охватываемой концов, на фиг,5 изображено соединение двух труб, когда охватываемый конец одной трубы неполностью введен в охватывающий конец другой трубы, д 0 бр и д,бр - деформация Обратной радиальной ползучести соответственно охватываемой и охватывающей концов труб; на фиг.6 - то же соединение, что и на фиг,5, но монтаж г 1 роизведен полностью; на фиг.7 - кривая ползучести при деформации растяжения.При обжиме охватываемой части заготовки трубь 1 в режиме ползучести в ней консервируются обратная ползучесть - раздача, И наоборот, при раздаче охватывающей части заготовки трубы в режиме ползучести в ней консервируется обратная ползучесть - обжим (обжатие). При монтаже таких труб в трубопровод или колонну, если очередное соединение собрать и нагреть, то вызывается (от нагрева) в охватываемой части одной трубы обратная ползучесть в виде раздачи, а в охватывающей части другой соединяемой трубы обратная ползучесть в виде обжима, т,е. "встречная" ползучесть 2-х сопряженных деталей, Таким образом операция соединения труб между собой заключается во введении охватываемой части одной трубы в охватывающую часть другой и нагреве получившегося соединения до сравнительно умеренной температуры (2000 С), При сварке, например, она значительно выше, Набоо таких простейших операций легко контролируемых и обеспечивает повышение технологичности при автоматизации процесса сборки безрезьбовых колонн и трубопроводов и производительности их монтажа,В прототипе предусмотрена закалка трубы, а при деформировании в режиме 5 10 15 20 25 30 35 40 45 50 ползучести требуется повышенная температура, Поэтому авторы объединили эти два нагрева в один (до температуры закалки), тем самым исключив отрицательные последствия одного нагрева на другой. Так если вести нагрев поотдельности и, скажем деформирование в режиме ползучести вести при 300 С, то последующая операция закалки, температура при которой для Д 16 Т достигает 495 С, снимает эффект консервирования обратной ползучести и поставленная цель не будет достигнута,Осуществление деформирования в режиме ползучести под напряжением, равным эксплуатационному, определяют глубину проведения техпроцесса - при этом условии процесс проходит полностью и в соединении создается натяг с напряжением, равным эксплуатационному напряжению, И когда напряжение при эксплуатации трубопровода или колонны достигает эксплуатационного соединения не раскрывается и сохраняет работоспособность.Выполнение расточки охватываемого, и охватывающего концов под переходную посадку по отношению друг к другу является существенным. Назначение более "мягкой" посадки может погасить эффект "встречной" обратной ползучести на монтаже 2-х сопряженных деталей, Т.е. зазор между деталями может быть таким большим, что за счет "встречной" обратной ползучести мы не получим натяга в соединении.Назначение более тугой посадки приведет к осложнению при введении охватываемого конца в охватывающий конец трубы, на монтаже, т,к, могут потребоваться повышенные усилия, охлаждение, нагрев и т.п. В обоих случаях цель не будет достигнута,Предлагаемый способ повышает технологичность автоматизации сборки беэреэьбовыхколонн и трубопроводов и производительность их монтажа путем использования на монтаже "встречной" обратной ползучести 2-х сопряженных деталей (в нашем случае 2-х алюминиевых труб), изготовленных по предлагаемому техническому решению, Процессы, происходящие в сопряженных деталях при "встречной" обратной ползучести основываются на явлении консервации обратной ползучести металлов и сплавов в том числе конструкционных (алюминиевых сплавов), установленном В,И.Гореловым. На фиг.7 изображена полэучесть при деформации растяжения - начальная кривая (1), затем мгновенная разгрузка (кривая 2), в случае если одновременно с разгрузкой производится охлаждение, то будет кривая 3. Кривая 3 позволяет в случае нагрева в любой момент времени1794952 после охлаждения перейти на кривую 2, т.е, охватываемый конец снаружи, а охватываю- получить обратную ползучесть, Кривые 1, 2, щий - изнутри растачивали под переходную 3 получены для алюминиевого сплава Д 16 Т, посадку по отношению друг к другу. Окончакривая 1 получена при температуре 200 С и тельно материалом трубы становился Д 16 Т, напряжении 17 кг/мм .гП р и м е р, У полой заготовки из алюми В сравнении с прототипом изобретение ниевого сплава Д 16 под трубу 147 мм в позволяет повысить технологичность авто- процессе экструзии дополнительно выса- матизации процесса сборки алюминиевых живали охватывающий конец внутрь, а ох- .безрезьбовыхколоннитрубопроводовисоватываемый конец наружу, После экструзии ответственно производительность сборки. проводили деформирование радиальным 10 Способ является энергосберегающим. Изообжатием охватываемого конца и радиаль- бретение, придавая процессу соединения ной раздачей - охватывающего в условияхтруб между собой большую мобильность, совмещенного нагрева на ползучесть и за-особенно в условиях отдаленных районов, калку под напряжением равным 17 кг/мм с имеет большое народнохозяйственное энапоследующим охлаждением в воду. Затем 15 чение. Формула изобретения Способ соединения труб из алюминиевых сплавов преимущественно нефтяного сортамента, включающий литье полой заготовки, гомогенизацию, экструзию, в процессе которой прессуют охватываемую и охватывающую концевые части труб, обработку охватываемой и охватывающей концевых частей труб, термообработку, правку, обрезку и соединение труб, о т л и ч.а ющ и й с я тем, что, с целью повыщения технологичности и производительности при осуществлении процесса сборки труб, обработку охватываемой и охватывающей частей труб осуществляют путем радиального обжатия охватываемой концевой части трубы и радиальной раздачей охватывающей концевой части трубы в условиях совместного нагрева на ползучесть и закалку под напряжением, равным эксплуатационному, с последующим быстрым охлаждением и разгрузкой, после чего охватываемую концевую часть трубы растачивают снаружи, а охватывающую концевую часть трубы растачиваютсоответственно охватываемой части трубы изнутри под переходную посадку.1794952 МРТ ченко дакт Заказ 407 Тираж ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГК113035, Москва, Ж, Раушская наб 4/5 оизводственно-издательский комбинат "Патент", г. Ужгород, ул,Гагарина, 101 ставитель Е, Бараннихред М.Моргентал аКорректор Т. Па
СмотретьЗаявка
4877276, 23.10.1990
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ РАЗРАБОТКИ И ЭКСПЛУАТАЦИИ НЕФТЕПРОМЫСЛОВЫХ ТРУБ
ГОРЕЛОВ ВИКТОР ИВАНОВИЧ, СУББОТИН СТАНИСЛАВ СЕРАФИМОВИЧ
МПК / Метки
МПК: C22F 3/00
Метки: алюминиевых, нефтяного, преимущественно, соединения, сортамента, сплавов, труб
Опубликовано: 15.02.1993
Код ссылки
<a href="https://patents.su/5-1794952-sposob-soedineniya-trub-iz-alyuminievykh-splavov-preimushhestvenno-neftyanogo-sortamenta.html" target="_blank" rel="follow" title="База патентов СССР">Способ соединения труб из алюминиевых сплавов преимущественно нефтяного сортамента</a>
Разъемное соединение охватывающей и охватываемой деталей

Номер патента: 1134812
Опубликовано: 15.01.1985
Автор: Семенов
МПК: F16B 21/18
Метки: охватываемой, охватывающей, разъемное, соединение
...упрощение конструкции и снижение трудоемкости изготовления.Указанная цель достигается тем, что в разъемном соединении охватываемой и охватывающей деталей, содержащем размещенные между ними переходную резьбовую втулку, связанную с ней гайку и установленный в переходной втулке фиксатор, взаимодействующий с гайкой, фиксатор выполнен в виде кольцевого элемента с внутренними упругими лепестками, отогнутыми в сторону гайки с возможностью взаимодействия с охватываемой деталью.На фиг. 1 - изображено разъемное соединение охватывающей и охватываемой де 2талей, продольный разрез; на фиг. 2 - разрез А - А на фиг. 1.Разъемное соединение содержит охватываемую деталь 1, установленную на нейохватывающую деталь 2, переходную резьбовую втулку 3,...
Соединение охватывающей и охватываемойдеталей

Номер патента: 846829
Опубликовано: 15.07.1981
Авторы: Гукин, Кохан, Махнев, Хохряков
МПК: F16B 39/10
Метки: охватываемойдеталей, охватывающей, соединение
...поверхностям выполнена эксцентрическая относительно их оси канавка 3.В канавке 3 установлен эластичный замок 4, набранный из стальных пружинных полос 5 прямоугольного сечения. Замок 4 набранный из стальных пружинных полос 5 прямоугольного качения, и с переднего конца б скреплен заклепками 7 и обработан по . сфере. На другом конце замка 4 выполнен паз 8, предназначенный для извлечения замка из соединяемых деталей. Длина каждой полосы 5 превышает соседнюю на величину . равную смещению полосы при изгибе.В охватцваощей детали 1 выполнено тангенциальпое отверстие 9 и вертикальное отверстие 10, в котором установлен стопорный штифт 11.Устройство собирают следующим образом.Замок вводят через тангенциальное отверстие охватывающей детали в...
Быстроразъемное соединение охватывающей детали с валом

Номер патента: 1106931
Опубликовано: 07.08.1984
Автор: Киселев
МПК: F16B 21/09
Метки: быстроразъемное, валом, детали, охватывающей, соединение
...воздействием вибрации, тряски и т.д. фиксирующий колпачок может самопроизвольно выходить из зацепления с валом, что снижает надежность соединения. Целью изобретения является повышение надежности соединения.Указанная цель достигается тем, что в быстроразъемном соединении охватывающей детали с валом посредством фиксирующего элемента в виде колпачка со средствами угловой и осевой фиксации, расположенного на конце вала, вал выполнен с кольцевой канавкой, лыской на конце и пазом на торце, расположенным перпендикулярно плоскости лыски, средство осевой фиксации колпачка выполнено в виде выступа на внутренней боковой поверхности колпачка, размещенного в кольцевой канавке вала, а средство угловой фиксации выполнено в виде упругого язычка с...
Термоуказатель для контроля нагрева электрических контактных соединении

Номер патента: 435570
Опубликовано: 05.07.1974
Автор: Николаевцев
МПК: H01H 71/06
Метки: контактных, нагрева, соединении, термоуказатель, электрических
...однократного действия термокрасок.В известных устройствах термокраска после приготовления должна быть нанесена в течение 1 дня, но наблюдаются большие ее потери вследствие быстрого высыхания на кистях и посуде. Термокраску также сложно приготовить и нанести.Предлагаемое изобретение устраняет указанные недостатки благодаря тому, что в качестве термоуказателя для контроля нагрева электрических контактных соединений применяют литиевую смазку на маловязком нефтяном масле ЦИАТИМ.Применение предложенной жировой смазки в качестве термоуказателя создает значительные удобства при эксплуатации электроустановок. Применение смазки ЦИАТИМв качестве термоуказателя вполне оправдывается и с технико-экономической точки зрения, а, учитывая возможность...
Приспособление для сварки труб и фасонных частей из термопластов контактнб1м нагревом

Номер патента: 194297
Опубликовано: 01.01.1967
Авторы: Бнбтиот, Ехлаков, Иимсг
МПК: B29C 63/18, B29D 23/00
Метки: контактнб1м, нагревом, сварки, термопластов, труб, фасонных, частей
...излишнее колпчесгво оплавле:.ного материала.В ступенчатом цплппдрс аходится коппч- кое отверстие 7, расположенное суженной 10 частью в сторону первой ступени и имеющеемпппв 1 альпый диаметр, равный внутреннему диаметру отверстия сварив аемой фасонно й части, Это отверстие позволяет непосредственно наблюдать процесс оп,авления боко вой поверхности внутренней полки фасопнойчасти по валику оплавленного материала.Для удобства паблюдепия за процессом оплавления боковой поверхности внутренней полки фасоппой части ступенчатый и 1 лппдр 20 расположен на стойке 5, допускающей вращение последнего вокруг ее оси, поэтому сварщик имеет возможность повернуть ступенча тый цилиндр расширенной частью конического отверспя к себе.25 Диск 2 соединен с...
Предыдущий патент: Способ переработки металлургических шлаков
Следующий патент: Волокнодробильная машина
Случайный патент: Устройство для бесконтактного измерения параметров вращающихся деталей машин