Способ изготовления колец
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1773538
Авторы: Безбатченко, Буряк, Озимин, Староселецкий, Яковченко
Текст
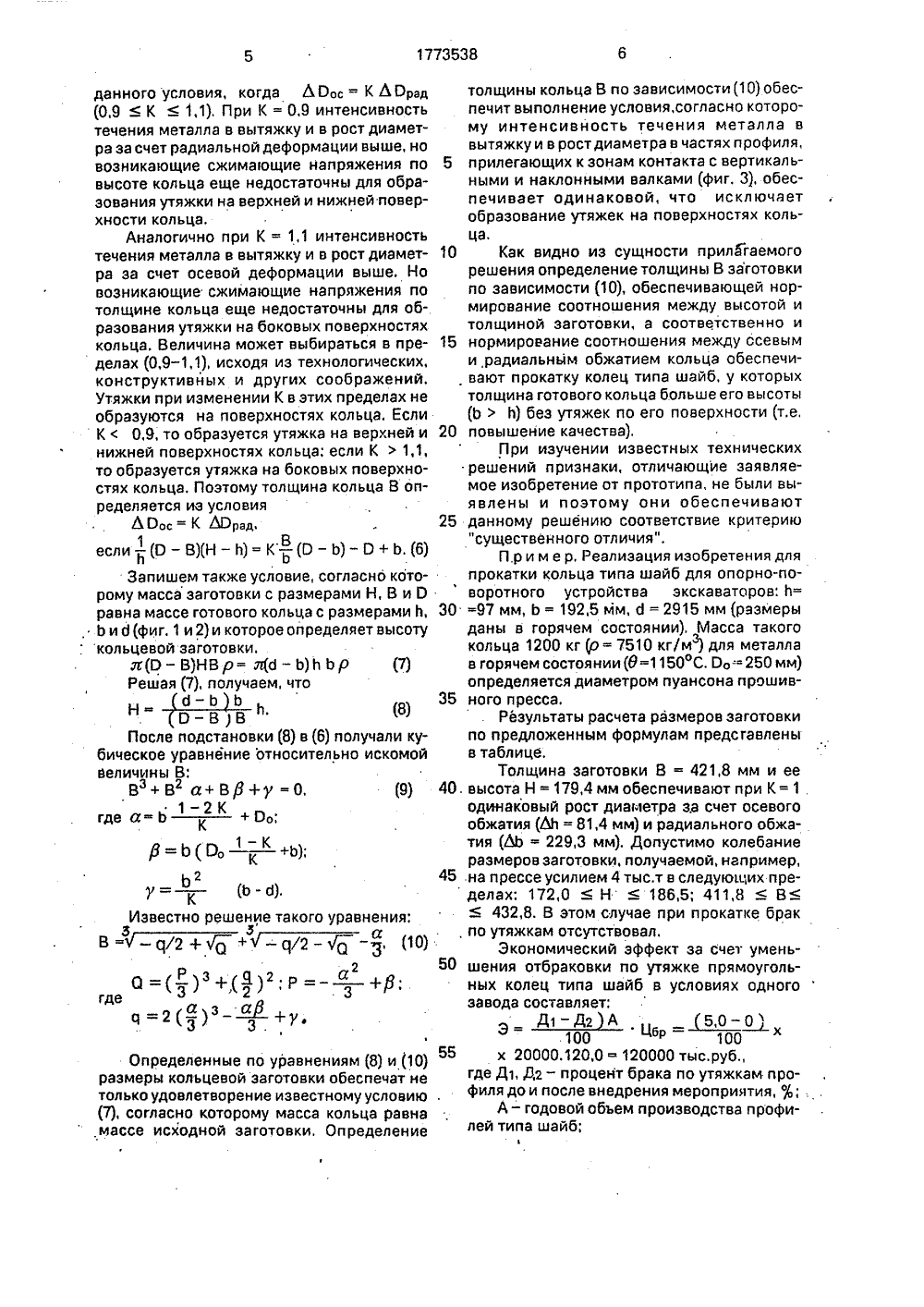
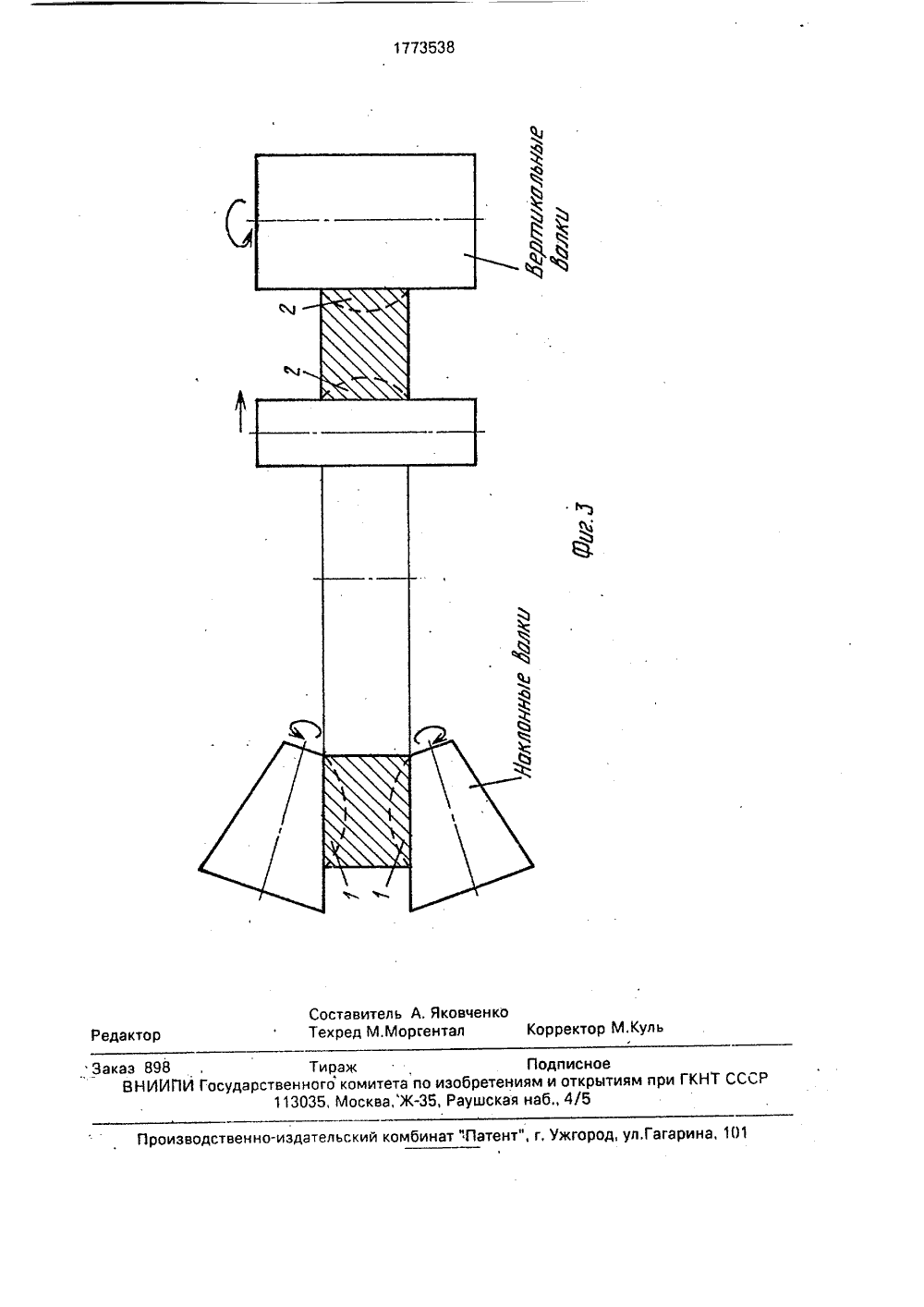
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 9) (1 Н 1/06 ЕТЕ ЕИ И А величине уве при ее прокат тия металла. щину проф определяют= 2(а /3)э 3) +(ц/2), Р оВ = ЬОо(1-+ (Ь(- К)/К 1+ Ь) У= кольцевой загото -В) В; О, Оо - на метры кольцевой ный диаметр, вы кольца соответст табл., 3 ил. 1 - 2 К)/К 1+ О Ь /К(Ь - с 1) вки, Н = (с 1ружный и вн заготовки; б сота и толщ венно; 0,9 высота. й/(О - ий диана ружТОВОГО1,1. 1- Ь) Ьутренн Ь,Ь - ина го (К с ра- ра- иля Од (Л ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯПРИ ГКНТ СССР СКОМУ СВИДЕТЕЛЬСТВ(56) Авторское свидетельство СССРФ 1214296, кл,.В 21 Н 1/06, 1984.(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ(57) Использование; при изготовлении изделий типа шайб. Сущность изобретения; раскатывают полую заготовку, нормируясоотношения между толщиной и высотой ее,а также соотношения между осевым и радиальным обжатием металла, при котором величина увеличения диаметра заготовки приее прокатке за счет осевого обжатия равна Изобретение относится к обработке металлов давлением и может быть использовано на кольцепрокатных станах радиально-осевого типа для изготовления кольцевых изделий, у которых толщина про: филя больше его высоты (типа шайб). Известен способ изготовления колец, толщина профиля сечения которых больше его высоты, использующий полую (кольцевую) заготовку с высотой, равной высоте готового кольца. Толщина такой заготовки определяется из условия равенства масс полой заготовки и готового кольца,Недостатком такого способа является то, что при его реализации прокатка полой заготовки ведется фактически за счет радиального обжатия, в ходе которой на верхней и нижней поверхностях кольца образуются утяжки металла, выводящие профиль за пределы допускаемых отклонений от требуемых размеров. Утяжка имеет место вследствие более интенсивноготечения металла 773538 А 1 ичения диаметра заготовки ке за счет радиального обжато достигается тем, что толля сечения заготовки из зависимости В // -э/ 3 а в вытяжку в приконтактных с вертикальными (радиальными) валками частях профиля (там где металл деформируется за счет диального обжатия) и недостаточной про .батываемости средней части проф кольца.Наиболее близким по технической сущности является способ изготовления колец, при котором полую заготовку раскатывают между нажимным и опорным радиальными валками при радиальном перемещении торцевых (наклонных) валков от центра заготовки к ее наружной поверхности, Здесь толщина полой заготовки выбирается конструктивно из соображений качественного выполнения элементов проц иля.формируемых при радиальном обжатии или исходя из технических возможностс й клети вертикальных (радиальных) валков, которые , и обжимают полую заготовку по толщине,Высота заготовки определяется из условия равенства масс заготовки и готового кольца, 1773538= К(Ь В - высота и тол а полой эаготов гд б-Ь ЬЬ,Оо - наружный и ви,утренний диам етственно, О = ры полои заготовки, соот б; Ь, Ьолщина го диаметр, высота и соответственно; вный отношению аметра заготовкиосевого обжатия к аметра заготовки ужныио кольца иент, р ения дэа счет товог эффиц увелич катке увелиц К - ко величины при ее пр величине ени Недостатком данного способа является то, что при его реализации, в процессе прокатки полой заготовки, имеет место утяжка металла по боковым или по верхней и нижней ее поверхностям. Это связано с тем, что при определении таким образом размеров заготовки не нормируется соотношение между осевым и радиальным обжатием. Если соотношение между радиальным и осевым обжатием приводит к более интенсивному течению металла в вытяжку в зоне контакта с вертикальными валками (см. фиг, 3, п.2), то утяжка образуется на боковых поверхностях кольца. Если же соотношение между радиальным и осевым обжатием приводит к более интенсивному течению металла в вытяжку в зоне контакта с наклонными валками (см.фиг, 3, и, 1), то утяжка образуется на боковых поверхностях кольца.Целью изобретения является повышение качества колец, Задача, которую необходимо при этом решить, заключается в нормировании соотношения между толщиной и высотой полой заготовки, а соответственно и нормировании соотношения между осевым и радиальным обжатием,Для достижения поставленной цели при техническом решении данной задачи в известном способе изготовления колец на станах радиально-осевого типа, у которых толщина профиля сечения больше его высоты, в качестве полой заготовки используют заготовку с толщиной профиля сечения, определяемой из зависимостей В = +а при ее прокатке за счет радиального обжатия металла, 0,9К1,1,Наличие указанных отличительных признаков позволяет характеризовать заявляе 5 мое изобретение как соответствующеекритерию "Новизна".Изобретение поясняется чертежами,где на фиг. 1 показана кольцевая заготовка,на фиг,. 2 - готовое кольцо, а на фиг, 3 -10 прокатка заготовки в наклонных и вертикальных валках,Рассмотрим вывод представленных за-,висимостей, записав условие, согласно которому масса заготовки (см.фиг. 1, 2) равна15 массе подката после того, как высота заготовки Н обжата до размера Ь, обжатие ЬЬ ==Н - Ь(при неизменной В, т,е, рассматривается только осевая деформация) и диаметрзаготовки О увеличился на Л Оос,20 . М =2 дйЗр (21)где М - масса кольцевой заготовки; д==3,14159;Я- радиус кольца, проведенный в центр1тяжести сечения заготовки, Й = 2 (О - В),3 - площадь сечения заготовки, 5 = НВ;р- плотность металла,Условие получаем в видел(О - В)НВр=к(О+ ЬОос - В)ЬВр, (2)Из (2) получаемЛО., = -(О-В)(Н-Ь), (3)1Теперь запишем условие, согласно которому масса заготовки равна массе подка 35 тэ после того, как толщина заготовки Вобжата до размера Ь, обжатие ЬЬ = В - Ь(при неизменном Н, т.е. рассматриваетсятолько радиальная деформация) и диаметрзаготовки О увеличился нэ ЬОрад,40 Я(О - , В)НВр= л(О+ Ь Орад - ЬНЬР (4)Из (4) получаемЬ )ЛОрад = - (О В) - О + Ь. (5)ВЬВыше при анализе известного решения45 и прототипа указывалось, что утяжка на по.верхностях кольца образуется в том случае,если течение металла в вытяжку (а соответственно и в рост диаметра) по различнымчастям профиля происходит с неодинаковой50 интенсивностью, Рассматривались частипрофиля, прилегающие к зонам контакта свертикальными и наклонными валками(см,фиг. 3). Очевидно, что идеальным вариантом будет тот, когда Л Оос = ЬОрад, В этом55 случае интенсивность течения металла в вытяжку от осевой и радиальной деформациямЬдинэкова и утяжка не возникает, Практиче ски установлено, что утяжка не успевает образоваться при некотором нарушении(3) (2) 3.1В е по уравнениям (8) и (10) ой заготовки обеспечат не рение известному условию рому масса кольца равна заготовки, Определение пределенны еры кольцево удовлетво гласно кото е исходной разм тольк (7), с масс данного условия, когда Ь Оос = К Ь Орад (0,9К 1,1). При К = 0,9 интенсивность течения металла в вытяжку и в рост диаметра за счет радиальной деформации выше, но возникающие сжимающие напряжения по высоте кольца еще недостаточны для образования утяжки на верхней и нижней поверхности кольца.Аналогично при К = 1,1 интенсивность течения металла в вытяжку и в рост диаметра за счет осевой деформации выше. Но возникающие сжимающие напряжения по толщине кольца еще недостаточны для образования утяжки на боковых поверхностях кольца. Величина может выбираться в пределах (0,9-1,1), исходя из технологических, конструктивных и других соображений. Утяжки при изменении К в этих пределах не образуются на поверхностях кольца. Если К0,9, то образуется утяжка на верхней и нижней поверхностях кольца: если К1,1, то образуется утяжка на боковых поверхностях кольца, Поэтому толщина кольца В определяется иэ условияЬОос = К ЬОрад если - (О - В)(Н - Й) = К - (О - Ь) - О + Ь. (6) 1 .В Ь Ь Запишем также условие, согласно которому масса заготовки с размерами Н, В и О равна массе готового кольца с размерами Ь, Ь и б (фиг. 1 и 2) и которое оп ределяет высоту кольцевой заготовки. Л(О - В)НВр= л(б - Ь)Ь ЬР (7) Решая (7), получаем, чтоб - Ь Ь Н- О В ВЬ. (8) После подстановки (8) в (6) получали кубическое уравнение относительно искомой величины В: В +В а+Вам+у =О, (9)1 - 2 К где а-Ь +Оо, ф = Ь ( Оо +Ь);гу- (Ь- б),Известно решение такого уравнения: о 5а в,Г:в С+.т 7 ., и0 г., а +, где3 толщины кольца В по зависимости (10) обеспечит выполнение условия,согласно которому интенсивность течения металла ввытяжку и в рост диаметра в частях профиля,5 прилегающих к зонам контакта с вертикальными и наклонными валками (фиг. 3), обеспечивает одинаковой, что исключаетобразование утяжек на поверхностях кольца.10 Как видно из сущности прилагаемогорешения определение толщины В заготовкипо зависимости (10), обеспечивающей нормирование соотношения между высотой итолщиной заготовки, а соответственно и15 нормирование соотношения между осевыми радиальным обжатием кольца обеспечивают прокатку колец типа шайб, у которыхтолщина готового кольца больше его высоты(ЬЬ) без утяжек по его поверхности (т.е,20 повышение качества),При изучении известных техническихрешений признаки, отличающие заявляемое изобретение от прототипа, не были выявлены и поэтому они обеспечивают25 данному решению соответствие критерию"существенного отличия".П.р и м е р. Реализация изобретения дляпрокатки кольца типа шайб для опорно-поворотного устройства экскаваторов: и=30 =97 мм, Ь = 192,5 мм, б = 2915 мм (размерыданы в горячем состоянии). Масса такогокольца 1200 кг (р = 7510 кг/мз) для металлав горячем состоянии(0=1150 С Оо - -250 мм)определяется диаметром пуансона прошив 35 ного пресса.Результаты расчета размеров заготовкипо предложенным формулам предсгавленыв таблице,Толщина заготовки В = 421,8 мм и ее40, высота Н =179,4 мм обеспечивают при К=1.одинаковый рост диаметра за счет осевогообжатия (ЬЬ = 81,4 мм) и радиального обжатия (ЬЬ = 229,3 мм). Допустимо колебаниеразмеров заготовки, получаемой, например,45 на прессе усилием 4 тыс.т в следующих пределах: 172,0Н186,5; 411,8В432,8. В этом случае при прокатке брак, по утяжкам отсутствовал.Экономический эффект за счет умень 50 шения отбраковки по утяжке прямоугольных колец типа шайб в условиях одногозавода составляет:э Д 1 Д 2 Д ц БЯ Цр55 х 20000.120,0 - 120000 тыс.рубгде Д 1, Дг - процент брака по утяжкам профиля до и после внедрения мероприятия, о;, .А - годовой обьем производства профилей типа шайб;езуяьтвти рвсчетв рвзм в звтотоз Цбр - потери от брака,. руб/т. Формул а изо бр ете н и я Способ изготовления колец, толщина профиля сечения которых больше его высо ты, согласно которому полую заготовку раскатывают между коническими нажимными валками и опорными радиальными валками, о т л и ч а ю щ и й с я тем, что, с целью повышения качества получаемых изделий, в 10 качестве полой заготовки используют заготовку с толщиной профиля сечения, определяемой иэ зависимости3 3 ав.ь+ в ,1-г к,О, ф - Ь( Оо +ь)2- к (ь-). Н - высота кольцевой заготовки; О, Оо - наружный и вну 1 ренний диаметры кольцевой заготовки, О - 2 В + Оо,д, Ь, Ь - наружный диаметр, высота и толщина готового кольца соответственно;К - коэффициент, равный отношению величины увеличения диаметра заготовки при ее прокатке за счет осевого обжатия к величине увеличения диаметра заготовки при ее прокатке за счет радиального обжатия металла,0,9 К 1,1.1773538Составитель А, ЯковченкоТехред М. Моргентал Корректор М. Кульедааказ 898 Тираж ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва,Ж, Раушская наб., 4/5роизводственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
СмотретьЗаявка
4883256, 19.11.1990
ДОНЕЦКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ЧЕРНОЙ МЕТАЛЛУРГИИ
ЯКОВЧЕНКО АЛЕКСАНДР ВАСИЛЬЕВИЧ, ОЗИМИН ВИКТОР МИХАЙЛОВИЧ, БЕЗБАТЧЕНКО ЕВГЕНИЙ АНАТОЛЬЕВИЧ, СТАРОСЕЛЕЦКИЙ МИХАИЛ ИЛЬИЧ, БУРЯК АНАТОЛИЙ ВИКТОРОВИЧ
МПК / Метки
МПК: B21H 1/06
Метки: колец
Опубликовано: 07.11.1992
Код ссылки
<a href="https://patents.su/5-1773538-sposob-izgotovleniya-kolec.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления колец</a>
Устройство для измерения толщины листового металла в процессе горячего проката

Номер патента: 98679
Опубликовано: 01.01.1954
Авторы: Баженов-Корчемный, Долганев
Метки: горячего, листового, металла, проката, процессе, толщины
...схема предлагаемого устттоттствд.Изттерецце толщтттттт прокатываемого листа осуществляется дгумя измерительными то;итами (1) и (2), отин из кот(рьтх св 5- здн со стрелкой, а другой - с подви:кной шкалой измерительного поиборд. Ролики Вход 5 гг В ГГОГГ гдттт с п 1 токд гнымп Валтаз 5 (л) и (4) со стороны, ттттотттвг(ттоложттотт ,1 ттттттт(ттт сопрптосновения этих в;шков с прокатываемыи;истом (5).Верхний ролик (1) связан со титоктт(тт (6), перемещающимся между роликами (7). На верхней части штока (6) укреплен рсгулировочный винт (о), головка т;оторого воздействуеГВ цд кулачок (9), связанный со стрслкои (10) изме 1)ительного прибора посредством обычного передаточного мехаизма, применяемого для таких целей. РО- лик (1) и...
Машина для раскатки профильных колец большого диаметра

Номер патента: 616016
Опубликовано: 25.07.1978
Авторы: Косолапов, Оболенский, Покровский
МПК: B21H 1/06
Метки: большого, диаметра, колец, профильных, раскатки
...цилиндров.Машина содержит станину 1 со смонтированными на ней неприводным валком 2 для установки раскатываемого,кольца 3, приводным валком 4, нагружающим цилиндром 5 для.перемещенияприводного валка 4 относительно станины 1 в плоскости раскатки и созда. ния усилия раскатки Р (фиг. 7), при"жимными роликами б для удержания раскатываемаго кольца 3 в положении,когда вертикальная его ось совпадаетс осью раскатки, расположенными симметрично относительно последней, нконтрольным роликом 7, установленнымна опорной плите 8 по оси раскатки.Неприводной валок 2 снабжен откиднойопорой 9, которая вручную или автоматически откидывается при установке 40или снятии раскатываемого .кольца 3.Откиднаяопора 9 посредством разгру-,жающего силового цилиндра...
Способ изготовления для гидроакустических установок керамических колец

Номер патента: 176729
Опубликовано: 01.01.1965
Авторы: Арсенков, Виноградов, Михин, Организаци, Савопуло
МПК: B06B 1/06
Метки: гидроакустических, керамических, колец, установок
...Г кольце за счет разброс) допус.ОВ НЯ внутренний диаметр бандажа и н;ру)епь диаметр керамического кольца разл 1 Пье механические няпр 5 Жсни 51 рсз 0 сеяываОтся НЯ эле 1- троа кусти 1 еских пар 2 страх Гидрояеусти 1 еских пргоорязовятсСп. БО,ьшис напряжспп 51 снижОт срок службы преобразователей за счет старения пьсзокср)1:1 Еи, я мень)Ие снижают и ,) чгСл 1 уО мошность. ПРОдо, )ки тельность процесса С 1:;Сп 1 и ЯрироЯппя керамического ко;ьца при) срно 95 - 100 час.К 1)оме ТОГО, тяеие спосооы пе позВОГяОт склеивать и армировать тонкостенные (меньше 10 .1.г толп 1 Пы) )13 пр 51 женньге нера)Г 1 еские кольца,ПредлаЯемый способ оосспсчивгст ВозможнОсть прсдВарительнОГО няпр 51 жеии 51 колец. Для этого керамические загоговеи с и,:1;ссснным...
Способ измерения толщины и перемещений листового металла

Номер патента: 317276
Опубликовано: 25.06.1976
Авторы: Быстряков, Кармазь, Коломойцев, Хоменко
МПК: C01B 15/02
Метки: листового, металла, перемещений, толщины
...сигнал") управляющему рс.) грн )Ь); - С ЕгопеЕ)Е)тЕПИЯХЭто позволяет повысить тсчнсст)ь и надежностьизмере)пгй холоднОГО и Горячего проката.Ба чертеже кзображена схема устройствзпиззцни предлгагаемогс способа.Оис содержи генератор 1 злсктрсиагнктныхволя С 13 Ч.диапазона, делттель 2 мощности, циркулятор 3 зчтетгну 4, листовой иетзлл 5, регулирщкй элемент б) делитель 7 мощности, циркуляантенну 9, схему 10 сравнения фзз, логическуму 11, жядикзтср 12 перемещений и индикатор 1317276 Составитель В. Маринактор Т. Ларина техред С 1 абовла Корректор Н. Ковалева Заказ 2184/240ЦИИИПИ Го аж 62 Подписноеитета Совета Министров ССретенин и открытия35, раушская наб, й 4/5 рственного ком по делам изоб 113035, Москва,вал ППП "Патент", г, Ужгород, ул...
Автомат для изготовления пружинных колец

Номер патента: 518259
Опубликовано: 25.06.1976
МПК: B21F 37/00
Метки: автомат, колец, пружинных
...причем верхняя пластина 38 подпружинена, а нижняя 37 в исходном поло 3 женин являетгя базовой опорой для вращаемого конца "а" заготовки, Подпружиненная пластина позволяет использоватьмеханизм раскручивания и скручивания длянескольких типоразмеров заготовок с .раэ-46 личными диаметрами,Между пластинами 37, 38 на корпусе 39 механизма враг ения установлен неподвижный фиксатор, выполненный, например, в виде двух упоров 40 и 41, тол 46шина которых несколько меньше диаметравращаемой заготовки. Эти упоры образуют между собой паз 42 соответствующий диаметру заготовки. Паэ фиксируетврашаемый конец а" заготовки и благоЮ даря атому несмотря на вращение конец"а строго ориентирован,Корпус 39 механизма вращения заготовки вместе с пластинами 37,...
Предыдущий патент: Устройство для мерной резки длинномерного материала
Следующий патент: Способ получения ступенчатых валов
Случайный патент: Герметизированный выключатель