Способ изготовления колец
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
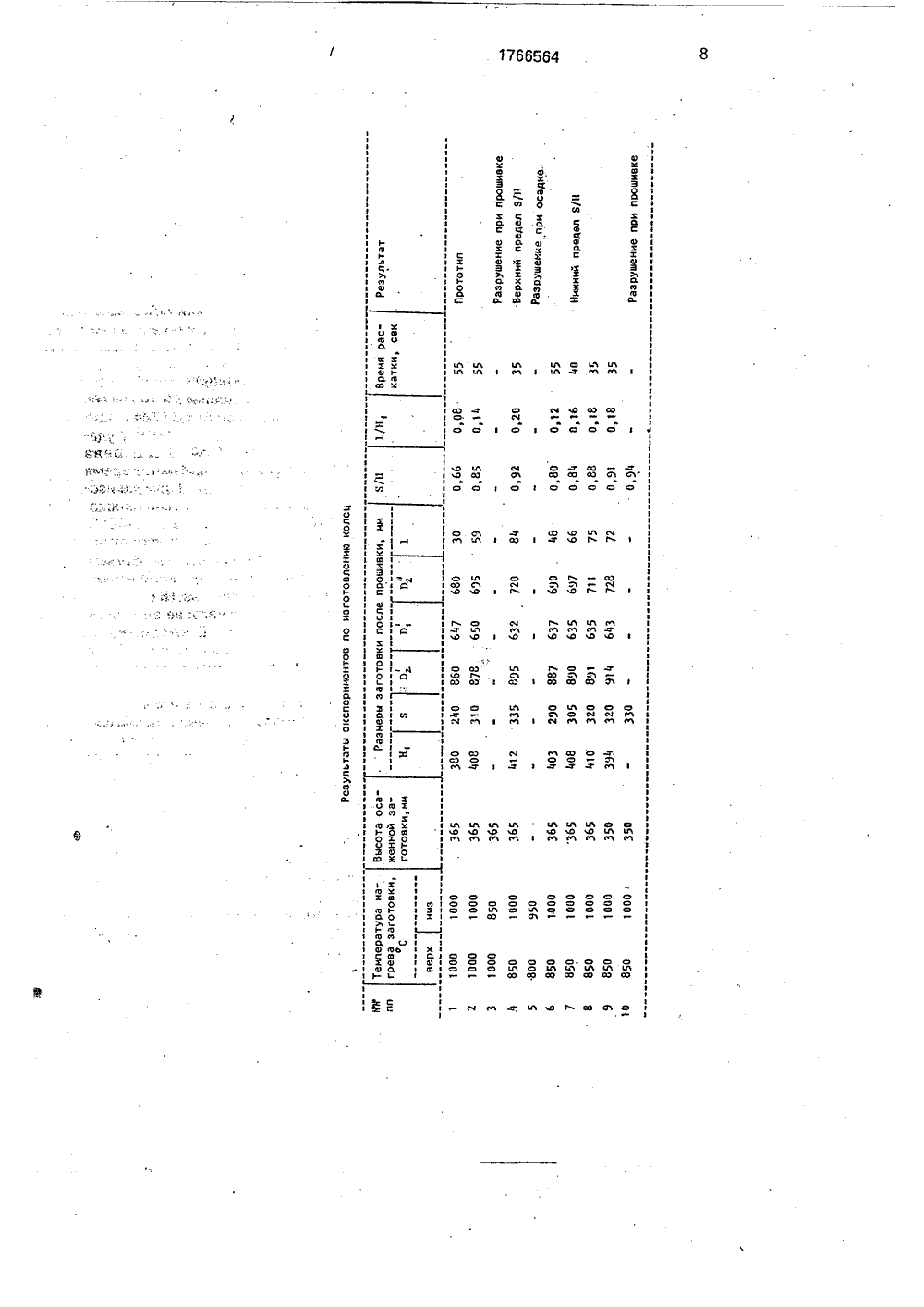
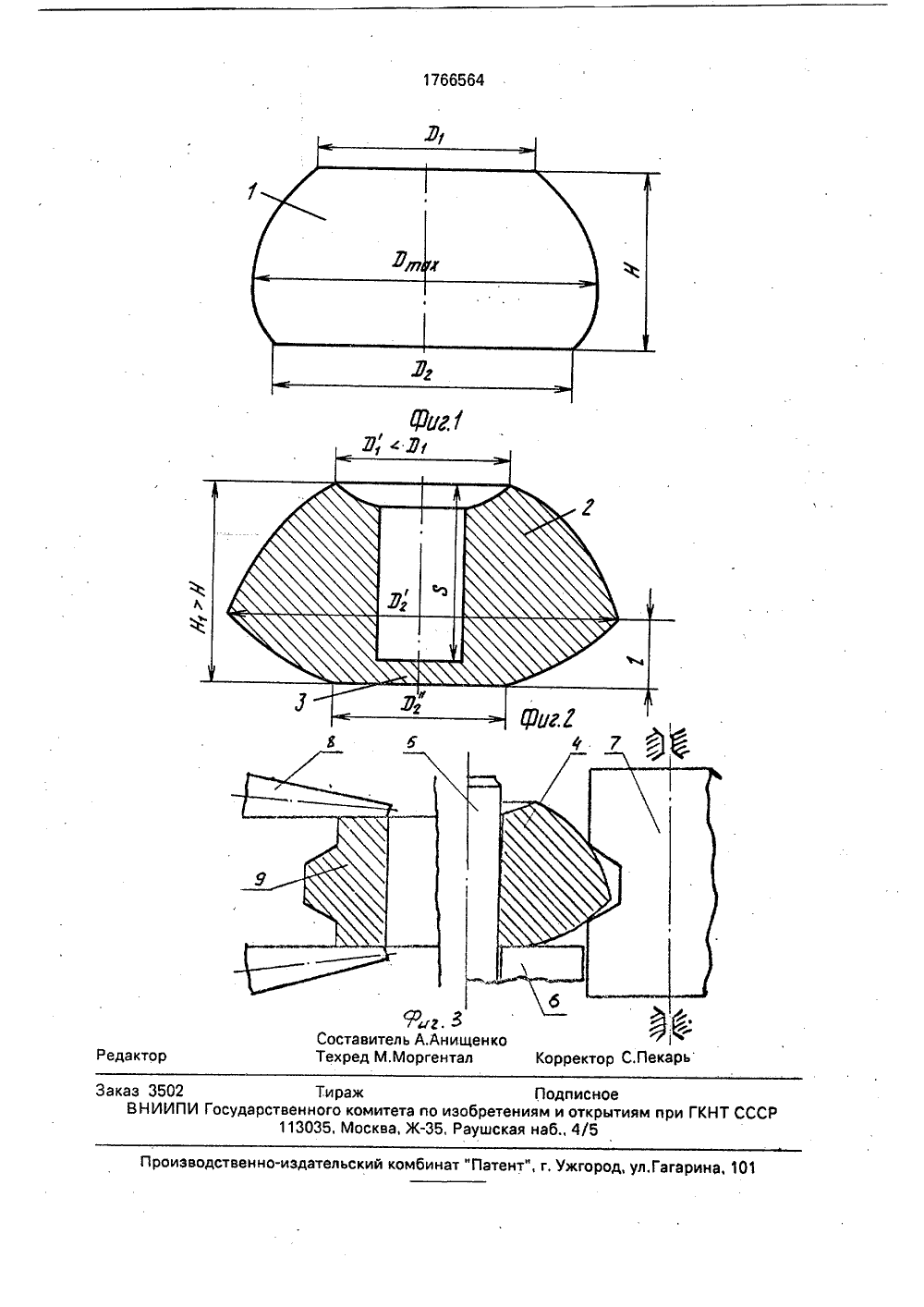
, в частности, ильной пове х ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИПРИ ГКНТ СССР К АВТОРСКОМУ СВИДЕТЕ(71) Мариупольский филиал Центральногонаучно-исследовательского института конструкционных материалов "Прометей"(56) Авторское свидетельство СССРМ 1209348, кл. В 21 Н 1/06, 1983.(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ(57) Использование: при производствепрофильных колец на раскатных станах,Сущность изобретения: нагретую заготовкуосаживают, при этом нагревают заготовкунеравномерно по высоте в пределахтемпеИзобретение относитсяботки металлов давлением к изготовлению колец с проф рностью.Известен способ изготовления кольцевых изделий, при котором осуществляют осадку нагретой заготовки, разгонку ее пуансоном до получения глухого отверстия, прошивку с удалением перемычки и прокатку заготовки между оправкой и наружным валком по ее толщине и по ее высоте между конусными валками,Недостаток способа - большая трудоемкость вследствие следующих причин: 1) низкая производительность, обусловленная большим временем прокатки колец с профилем в виде кольцевого выступа в центральной части их внешней боковой поверхности;2) большое время нагрева и выдержки загоратурного диапазона деформации. Прошивают заготовку пуансономдо получения глухого отверстия со стороныменее нагретого торца на глубину отверстия, равную 0,84- 0,94 высоты заготовки после осадки. Таким образом перед раскаткой у полого полуфабриката диаметр менее нагретого торца достаточно мал, а более нагретого достаточно большой и смещен к центру полуфабриката вследствие выпучивания этого торца при прошивке. Профиль боковой поверхности полуфабриката более приближен по форме к профилю колец с центральным кольцевым выстуйомна их" внешнем"диаметре, что обусловливает сокращение времени раскатки. 1 табл 3 ил. товки перед осадкой для обеспечени номерности нагрева,."Цель изобретения - снижение трудоемкости изготовления.Поставленная цель достигается в способе изготовления колец, преимущественно О профильных, при котором осуществляют Ос осадку нагретой заготовки, прошивку ее пу- (Л ансоном до получения глухого отверстия, ( удаление перемычки пробивкой и прокатку ф, заготовки между оправкой и наружным валком по ее толщине и по ее высоте между конусными валками, в котором, согласно изобретению, заготовку нагревают нерав- ф номерно по высоте в пределах температурного диапазона деформации, а прошивку осуществляют со стороны менее нагретой торцовой поверхности и на глубину отверстия, равную 0,840,92 высоты заготовкипосле осадки.На фиг, 1 представлен контур осаженной заготовки с менее нагретой верхней торцовой поверхностью; на фиг,2-заготовка после прошивки глухого отверстия; на фиг, 3 - начальная стадия прокатки и сечение профильного кольца,Способ осуществляют следующим образом, ИсхоДную заготовку помещают в печь и неравномерно нагревают так, чтобы нижйяяи верхняя ее части имели. температуру, равную нижнему и верхнему пределу температурного диапазона деформации используемого металла, Затем заготовку 1 устанавливают на стол пресса и осаживают до высоты Н, обусловливающей наиболее оптимальные размеры полуфабриката для последующей прошивки и прокатки, При этом менее нагретые участки деформируются в меньшей степени (фиг. 1, верхняя часть заготовки), и осажейная заготовка имеет разлйчные диаметры торцовых плоскостей 0, 02, а также максимальный диаметр "бочки" Овах, смещенный к более нагретой торцовой плоскости (фиг, 1, нижняя часть заготовки). Осаженную заготовку 1 обращают к пуансону менее нагретой торцовой плоскостью и прошивают в ней глухое отверстие (фиг. 2), При этом вначале прошивки в верхней части заготовки образуется утяжина, менее нагретый металл частично увлекается пуансоном вглубь заготовки, которая несколько уменьшается по высоте и уменьшает диаметр 01 менее нагретой верхней торцовой плоскости до величины 0 101, В конце прошивки высота заготовки существенно увеличивается за счет выпучивания нижней торцовой плоскости, максимальным диаметром становится диаметр О 202 нижней торцовой плоскости, который фиксируется на расстоянии от столапресса, а результирующая высота заготовки 2 послепрошивки превышает высоту осажденной заготовки 1, т. е, Н 1 Н. При прошивке образуетсяГлухое отверстие глубиной Я, равной Я=(0,840,92)Н. В этом случае происходит наибольшее выпучивание нижней торцовой плоскости заготовки, т, е, 1=1 вах=(0,160,20)Н 1, тогда как. при менее глубоком глухом отверстии 3=(0,080,15)Н ъ Далее, прошитую заготовку 2 перемещают на другую позицию, имеющую сквозное отверстие в столе пресса, размещают перемычкой 3 напротив этого отверстия и пробивкой удаляют перемычку 3. В результате на операциях осадки, прошивки и пробивки образуется полый фасонированный полуфабрикат 4, имеющий наибольший объем металла в центральной части, определяемой диаметром 02, и наименьшую массу вблизи торцовых плоскостей, определяемых диаметрами 0 101 и 0 202.1После деформирования на прессе полый полуфабрикат 4 вновь подогревают в5 печи и затем насаживают на оправку 5 раскатного стана до упора в подвижный стол 6, Оправку 5 со столом 6 и полуфабрикатом 4сближают с наружным профилированнымвалком 7, одновременно с противополож 10 ной от валка 7 стороны к полуфабрикату 4подводят конусные валки 8, после чего вдиаметральной плоскости обжимают по высоте валками 8 и по толщине валком 7 иоправкой 5 полуфабрикат 4 до образования15 профильного кольца 9 (фиг. 3).Неравномерный нагрев заготовки позволяет перераспределить объем металла вполом полуфабрикате 4, уменьшив его в зонах, близлежащих к менее нагретой торцо 20 вой плоскости, и увеличив в центральнойчасти полуфабриката, т, е. приблизить егоформу к конечной Форме кольца 9. Необходимость прошивки заготовки 1 со стороныменее нагретой торцовой плоскости обус 25 ловливается также и пластичностью металла. Образование перемычки 3 со стороныменее нагретой части заготовки сопровождается растрескиванием металла торцовыхзон, примыкающих к перемычке 3,30 Глубина отверстия Я 0,84 Н не способствует выпучиванию торцовой плоскости сдиаметром 02 и не обеспечивает требуемоеперераспределение металла от торцовыхзон к центру, т, е. 1=(0,080,15)Н, что недо 35 статочно. Кроме того, неоправданно возрастает объем удаляемой перемычки 3, ЕслиЯ 0,92 Н, то возрастает вероятность растрескивания металла в зонах, примыкающих кперемычке 3, кроме того, необходимы весь 40 ма высокие значения давления прошивки, т.е. пресс большей мощности и более стойкийштамповый материал для пуансонов, чтоэкономически неоправданно,Прокатка полого полуфабриката 4 с45 формой, максимально приближенной к форме профильного кольца, происходит за более короткий срок и в один переход безопасения образования утяжин и зажимов впроцессе формирования кольцевого высту 50 па на кольце. Этим обеспечивается увеличение производительности способа, т, е,снижение его трудоемкости. Кроме того, неравНомерный нагрев заготовки по высоте нетребует выдержки ее в печи для выравнива 55 ния температуры по высоте, что сокращаетвремя нагрева и также уменьшает трудоемкость способа.П р и м е р. Изделие - кольцо (см. фиг. 3)из титанового сплава ПТ - ЗВ высотой 295мм, внутренним диаметром 1440 мм, внешним диаметром 1635 мм с кольцевым выступом пирамидальной формы высота пирамиды 28 мм, размеры оснований: большего - 220 мм, меньшего - 140 мм). Эксперименты проводили в процессе изготовления опытной партии колец на кольцераскатном комплексе ЯАЮ 315/260=2000/4003 по режимам работы оборудования, задаваемым от персональных ЭВМ. Заготовки размерами ф 410(10701083) мм укладывали на торец в кольцевую печь с подвижным подом и верхним отоплением газовыми горелками. Температура нагрева - 1000 С, Неравномерность температуры заготовок по высоте обеспечивали изменением времени их нагрева верх заготовки нагревался быстрее). Нагретые заготовки манипулятором устанавливали на стол гидропресса усилием 40 МН, центровали центрирующим устройством, осаживали, затем прошивали пуансоном глухое отверстие диаметром 250 мм. Далее, заготовку приподнимали центрирующим устройством, передвигали под ней стол пресса, устанавливали заготовку на другую позицию, располагая перемычку над отверстием в столе пресса, после чего удаляли перемычку пробивочным пуансоном. Затем полый полуфабрикат манипулятором укладывали в печь с температурой 920 С, подогревали в течение 40120 минут, извлекали из печи, насаживали на оправку диаметром 240 мм раскатного стана, сближали оправку с наружным профилированным валком, с противоположной от него стороны подводили к полуфабрикату конусные валки и прокатывали последний по высоте и толщине до размеров профильного кольца. По исходным размерам полуфабриката ЭВМ стана автономно выбирала наименьшую во времени технологию прокатки. При экспериментах регулировали температуру нагрева частей заготовки, координаты торцовых плоскостей заготовки на прессе, глубину прошивки глухого отверстия, высоту осаженной заготовки, Результаты экспериментов представлены в таблице (опыты 1 - 10), из которой видно, что способ - прототип (опыт 1) обусловливает наибольшее оперативное время прокатки, захолаживание заготовки ниже температурного диапазона деформации (опыт 5) приводит к разрушению заготовки при осадке, слишком глубокое отверстие при прошивке, а также расположение менее нагретой торцовойплоскости заготовки на столе пресса приво 5 дят к разрушению заготовки при прошивке.Снижение времени прокатки в 1,41,6 разадостигается в опытах 4, 7 - 9, осуществленных в полном соответствии с формулой изобретения. Следует учесть, что нагрев10 заготовок свыше 1000 С не применялся, таккак он не обеспечивал требуемые мехсвойства в сплаве,Изделие - кольцо из стали 40 Х с центральным кольцевым выступом по внешнему15 диаметру высотой 30 мм и длиной основания 50 мм, Размеры кольца - 4 800 хф 686 км 100 мм. Заготовки ф 200 Ф(547.550) мм нагревали до 1200 С, осаживали до 132 мм повысоте, прошивали глухое отверстие глуби 20 ной 100 прототип) и 115 мм (ИН=0,87), удаляли перемычку и без подогревапрокатывали на стане за оперативное время28 с. Когда заготовку согласно формуле изобретения нагрели,с одной торцовой плоско 25 сти до 1200 С, с другой до 1040 С,установили перед прошивкой менее нагретой торцовой плоскостью напротив пуансона, то получили полый полуфабрикат,который прокатали в кольцо за 18 с,30 При неравномерном нагреве заготовкииз титанового сплава ПТ-ЗВ находились впечи на 0,5 ч, а заготовки из стали 40 Х - на0,8 ч меньше, чем при равномерном нагреве.35 Формула изобретенияСпособ изготовления колец, преимущественно профильных, при котором осуществляют осадку нагретой заготовки, прошивкуее пуансоном до получения глухого отвер 40 стия, удаление перемычки пробивной и прокатку заготовки между оправкой инаружным валком по ее толщине и высотемежду конусными валками, о т л и ч а ю щ ий с я тем, что, с целью снижения трудоемко 45 сти изготовления, заготовку нагревают неравномерно по высоте в пределахтемпературного диапазона деформации, апрошивку осуществляют со стороны менеенагретой торцовой поверхности и на глуби 50 ну отверстия, равную 0,84-0,92 высоты заготовки после осадки,ХФЩтф ОсФ .аса ФсХеХ ФХЭх аФ Х а с Ф Ф 3 л а сОу а аа ао с о с 3 3с л а л СЪ ОЭ СЭ 1 ф ой йф ф о оэ чэ л ф ОЭ а о О )Ч м)ч о -т ф ОЪ ОО ОЭ фО 3 О О О ечлаа м м м м 0)О О О еч мф оо оФ 3 ОЕ о о о о.оа о а а аффффф1766564 Редактор Тираж Подписноественного комитета по изобретениям и открытиям при ГКНТ СС 113035, Москва, Ж, Раушская наб., 4/5 аказ 3502 ВНИИПИ Г роизводственно-издательский комбинат "Патент", г, Ужгород, ул,Гагарина,оставитель А,Анищенкехред М.Моргентал
СмотретьЗаявка
4880381, 05.11.1990
МАРИУПОЛЬСКИЙ ФИЛИАЛ ЦЕНТРАЛЬНОГО НАУЧНО-ИССЛЕДОВАТЕЛЬСКОГО ИНСТИТУТА КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ "ПРОМЕТЕЙ"
АНИЩЕНКО АЛЕКСАНДР СЕРГЕЕВИЧ, БОГУН АЛЕКСАНДР БОРИСОВИЧ, ФЕОФАНОВ ЮРИЙ ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B21H 1/06
Метки: колец
Опубликовано: 07.10.1992
Код ссылки
<a href="https://patents.su/5-1766564-sposob-izgotovleniya-kolec.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления колец</a>
Устройство для обработки отверстий колец

Номер патента: 670420
Опубликовано: 30.06.1979
МПК: B24B 5/06
...1 нанизаны на проволоку-инструмент 2, прикрепленную концами к барабанам 3 н 4. Пакет обрабатываемых колец установлен в призматической опоре втулки 5 н прижат к ней посредством пружинных скоб 6 через планку 7 с упругим элементом 8. На торцах втулки 5 закреплены фланец 9 и шестерня 10. В корпусе 11 смонтированы ролики 12, на которые опираются базовые поверхности фланца 9 и шестерни 10.Во втулке 5, фланце 9 н шестерне 10 выполнен паз, проходящий через впадину зуба шестерни.Работает устройство следующим образом. Пакет обрабатываемых колец 1 размещают на средней части проволокн-инструмента, закладывают в призматическую опору втулки 5 и зажимают планкой 7 с помощью скоб 6. Проволоку 2 натягивают в осевом направлении. Обрабатываемым кольцам...
Устройство для контроля перпендикулярности двух номинально соосных отверстий к плоскости

Номер патента: 446739
Опубликовано: 15.10.1974
МПК: G01B 5/245
Метки: двух, номинально, отверстий, перпендикулярности, плоскости, соосных
...третийизмерительный наконечник киыематически связан с измерительным штокомпреобразователя другим передаточныммеханизмом,1 ОНа чертеже показано предлагаемое устроиство, общий вид.Устройство содержит корпуснуюдеталеь 1 с центрирующим мостиком ы 2 и направЛяющими 5 и Ф, базовуюплиту 5, три иэмерительйых наконечника б, 7 и 8, параллельных базовой плите два йередаточных механизма 9 и 10 и преобразователь 11 -2 о линейных перемещений.Преобразователь линейных перемещений содержит корпус 12 и измерительный шток 13 и установлеы вкорпусной детали 1 с возможностью м поступательного перемещеыия перпеы3дикулярно направлению перемещения измерительных наконечников..Устройство работает следующим образом.Устройство базовой плитой 5 накладывают на торец...
Способ получения отверстий в ме-таллических заготовках и одновре-менного образования борта

Номер патента: 795630
Опубликовано: 15.01.1981
Авторы: Газизов, Ким, Смирнов, Цепин
МПК: B21D 19/00
Метки: борта, заготовках, ме-таллических, образования, одновре-менного, отверстий
...79Способ осуществляется следующимобразом.Опоре 4 сообщается вращательноедвижение с определенной угловой скоростью Ю , и к ней с определенным осевымусилием Р, передаваемым пуансоном 3,прижимаются прокладка 1 и заготовка 2.В результате тепловыделения за счеттрения и действия осевой нагрузки мате-.риал заготовки 2 и прокладки 1 подвергается деформации и вытесняется в радиальном направлении, Однако при установившемся процессе, когда температуранагрева прокладки 1 и заготовки 2 выравниваются, материал последней вытесняется из-под торца пуансона 3 интенсивней в силу большей пластичности,Таким образом, в течение всего процесса нагрева и деформации между заготовкой и вращающейся опорой находитсяпрослойка материала прокладки,...
Способ компенсации торцового биения заготовки

Номер патента: 1811444
Опубликовано: 23.04.1993
Авторы: Айрапетов, Апархов, Ковалевский, Курганбеков
МПК: B23F 23/10
Метки: биения, заготовки, компенсации, торцового
...д(рад) взаимной перпендикулярности осивращения заготовки 5 и ее верхнего торца.Устанавливают на столе станка косые шайбы 3 и 4 противофазно друг другу, размещают на верхней шайбе 4 заготовку 5 такимобразом, чтобы максимальное отклонениеперпендикулярности было совмещено с наименьшей толщиной верхней шайбы и замеряют максимальное биение д(рад)заготовки 5 на верхней шайбе 4.После этого осуществляют поворот верхней шайбы совместно с заготовкой на уголф а затем поворот заготовки относительноверхней шайбы на угол Р в соответствии сзависимостями;д+д тг йф= 2 эгсзп( ф - 30гуо 2 2Положительный. отсчет осуществляетсяпо часовой стрелке,Соотношения углов ф и Р получены изследующих соображений,Пусть точка А на фиг,З...
Патрон заготовки стана холодной прокатки труб с торцовой загрузкой

Номер патента: 565730
Опубликовано: 25.07.1977
МПК: B21B 21/06
Метки: заготовки, загрузкой, патрон, прокатки, стана, торцовой, труб, холодной
...момент перемещения заготовки ириузке; на фиг, 3 дан разрез по А - А на фиг. 1,Патрон заготовки стана холодной прокаткитруб с торцовой загрузкой содержит одпижиый восевом направлении корпус 1, ипи 1 идель 2,и расположенные в нем иа осях 3 с возможностью ионеРечного перемедения подпружииеные кулачки .5657303Каждый кулачок 4 выполнен с овальным посадочным отверстием 5, ширина которого равна ди.аметру оси 3, а длина не меньше величины продольного перемещения кулачка в процессе его поворота на оси 3 при перемещении заготовки через шпиндель 2.Шпиндель 2 посредством зубчатой передачи 6 связан с трансмиссией 7. На шпинделе установлена втулка 8, на.которую опираются пружины 9. В корпусе 1 имеется гайка 10, взаимодействующая с винтом 11 подачи....
Предыдущий патент: Способ изготовления колец
Следующий патент: Способ изготовления полых деталей с внутренним фланцем из трубчатых заготовок и устройство для его осуществления
Случайный патент: Устройство для дублирования слоев корда при сборке шины