Способ изготовления колец
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
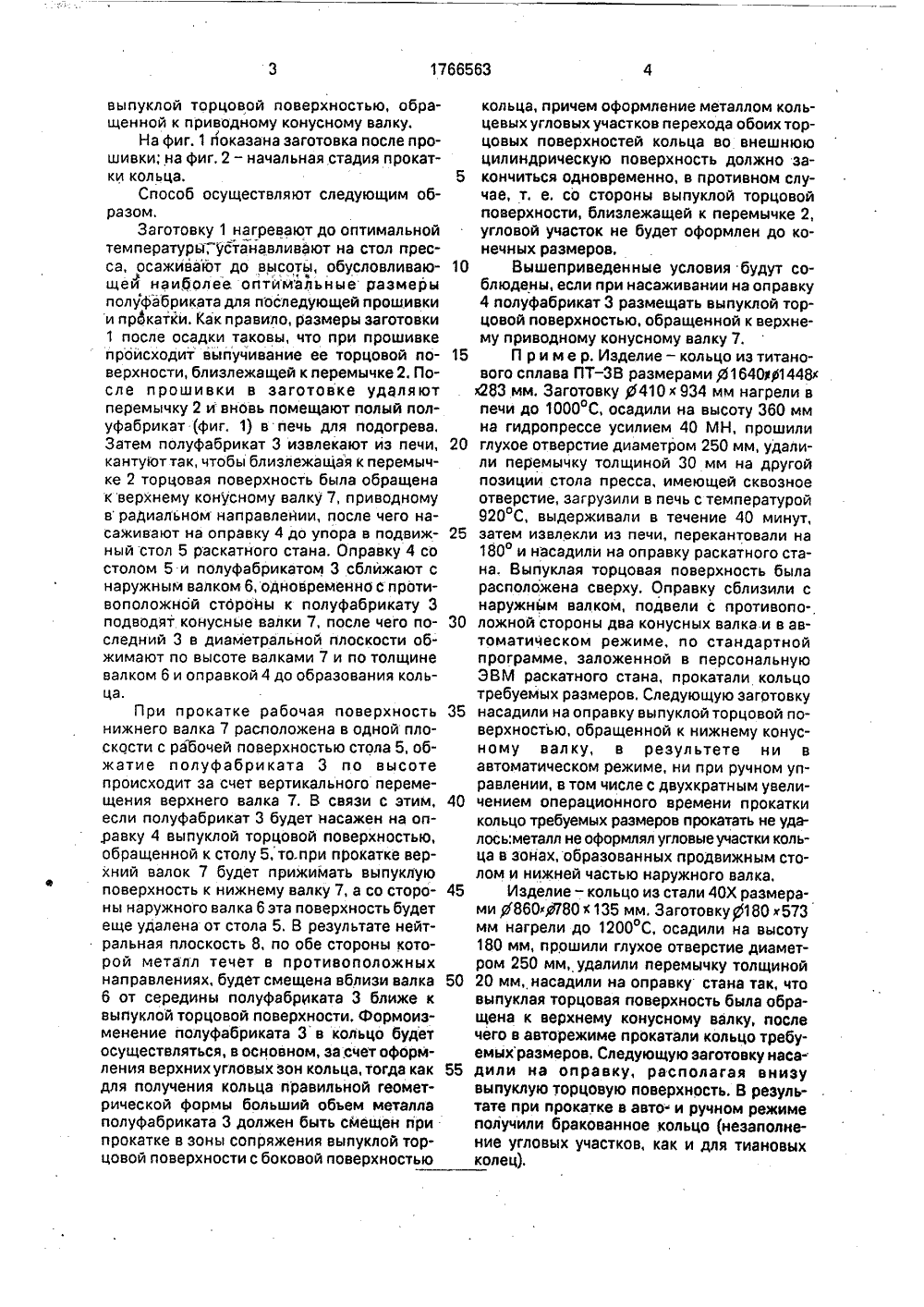
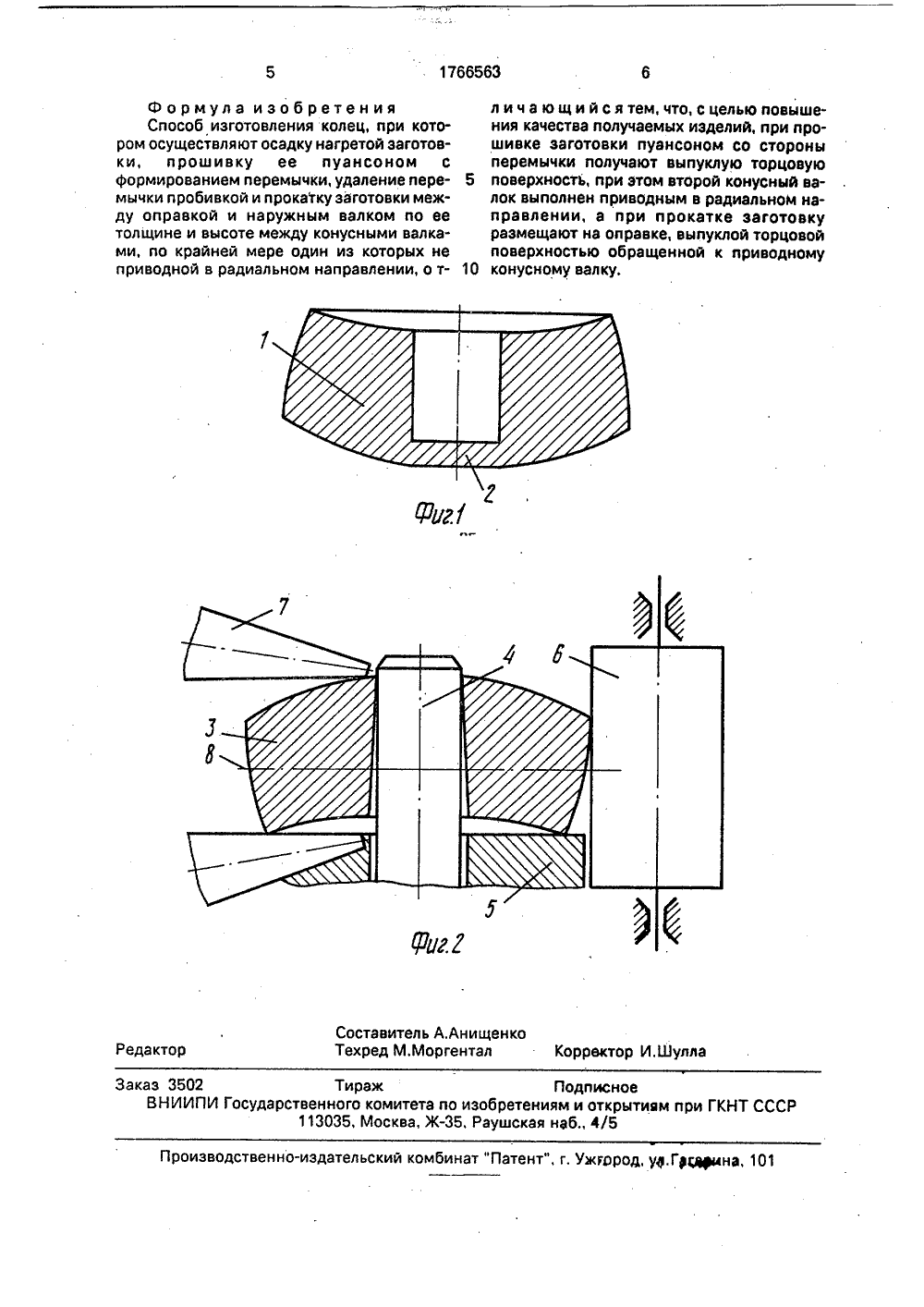
1766563 А СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИРЕСПУБЛИК ю)з 8 21 Н 1/06 ИСА области обра и может быт ения коле н пособ иенти ьно д , чтоаемых рофил ке танолуия ОСУДАРСТВЕННЫЙ КОМИТЕТО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМРИ ГКНТ СССР ВТОРСКОМУ СВИДЕТЕЛЬСТВ(71) Мариупольский филиал Центральногонаучно-исследовательского института конструкционных материалов "Прометей"(56) Авторское свидетельство СССРМ 1209348, кл. В 21 Н 1/06, 1983.(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ(57) Использование: при производстве цилиндрических колец на станах полуоткрытого типа, Сущность изобретения: нагретуюзаготовку осаживают; прошивают заготовку Изобретение относится кботки металлов давлением ь использовано для изготовл ц а кольцераскатных станах.Известен способ изготовления кольцевых изделий, при котором осуществляют осадку нагретой заготовки, разгонку ее пуансоном с формированием перемычки, прошивку с удалением перемычки и прокатку заготовки между оправкой и наружным валком, а также по высоте между конусными валками, по крайней мере, один из которых не приводной в радиальном направлении 1 не предусматривает припрокатовку прошитой заготовки отноеформирующего инструмента риаодит к снижению"качества изделий вследствие незапблнекольца деформируемым металпуансоном с формированием перемычки и получением с ее стороны выпуклой торцовой поверхности, Удаляют перемычку пробивкой и прокатывают между оправкой и наружным валком по ее толщине и по ее высоте между конусными валками, один из которых неприводной, а другой приводной, в радиальном направлений. При этом при прокатке заготовку размещают на оправке выпуклой торцовой поверхностью, обращенной к приводному конусному валку. Металл в большей степени течет вверх и оформляет без брака по геометрии верхние контуры кольца одновременно с нижними, 2 ил.св зонах сопряжения внешней боковой Я ерхности с торцовой плоскостью кольца, Цель изобретения - повышение качест ювй ва получаемых изделий.Поставленная цель достигается в способе изготовления колец, при котором осуще- О ствляют осадку" на"гретойзагставки, СЬ прошивку ее пуансономс формированием (л перемычки, удаление перемычки пробивкой ( и прокатку заготовки между оправкой и на-р ружным валком по ее толщине и по ее высоте между конусйымй валками, по крайней мере, один из которых не приводной в ради- а альном направлении, в котором, согласно изобретению, при прошивке заготовки пуансоном со стороны перемычки получают выпуклую торцовую поверхность, йри этом второй конусный валок выполнен приводным в радиальном направлении, а при прокатке заготовку размещают на оправкевыпуклой торцовой поверхностью, обращенной к приводному конусному валку.На фиг. 1 показана заготовка после прошивки; на фиг, 2 - начальная стадия прокатки кольца.Способ осуществляют следующим образом,Заготовку 1 нагревают до оптимальной температуры, устанавливают на стол пресса, осаживают до высоты, обусловливающей наиболее оптимальные размеры полуфабриката для последующей прошивки и прокатки. Как правило, размеры заготовки 1 после осадки таковы, что при прошивке происходит выйучивание ее торцовой поверхности, близлежащей к перемычке 2. После прошивки в заготовке удаляют перемычку 2 ивновь помещают полый полуфабрикат (фиг. 1) в печь для подогрева. Затем полуфабрикат 3 извлекают из печи, кантуют так, чтобы близлежащая к перемычке 2 торцовая поверхность была обращена к верхнему конусному валку 7, приводному в радиальном направлении, после чего насаживают на оправку 4 до упора в подвижный стол 5 раскатного стана, Оправку 4 со столом 5 и полуфабрикатом 3 сближают с наружным валком 6, одновременно с противоположной стороны к полуфабрикату 3 подводят конусные валки 7, после чего последний 3 в диаметральной плоскости обжимают по высоте валками 7 и по толщине валком 6 и оправкой 4 до образования кольца.При прокатке рабочая поверхность нижнего валка 7 расположена в одной плоскости с рабочей поверхностью стола 5, обжатие полуфабриката 3 по высоте происходит за счет вертикального перемещения верхнего валка 7. В связи с этим, если полуфабрикат 3 будет насажен на оп,равку 4 выпуклой торцовой поверхностью, обращенной к столу 5, то.при прокатке верхний валок 7 будет прижимать выпуклую поверхность к нижнему валку 7, а со стороны наружного валка 6 эта поверхность будет еще удалена от стола 5. В результате нейтральная плоскость 8, по обе стороны которой металл течет в противоположных направлениях, будет смещена вблизи валка 6 от середины полуфабриката 3 ближе к выпуклой торцовой поверхности. Формоизменение полуфабриката 3 в кольцо будет осуществляться, в основном, за счет оформления верхних угловых зон кольца, тогда как для получения кольца правильной геометрической формы больший объем металла полуфабриката 3 должен быть смещен при прокатке в зоны сопряжения выпуклой торцовой поверхности с боковой поверхностью 5 10 15 20 25 30 35 40 45 50 кольца, причем оформление металлом кольцевых угловых участков перехода обоих торцовых поверхностей кольца во внешнюю цилиндрическую поверхность должно закончиться одновременно, в противном случае, т. е, со стороны выпуклой торцовой поверхности, близлежащей к перемычке 2, угловой участок не будет оформлен до конечных размеров.Вышеприведенные условия будут соблюдены, если при насаживании на оправку 4 полуфабрикат 3 размещать выпуклой торцовой поверхностью, обращенной к верхнему приводному конусному валку 7.П р и м е р. Изделие - кольцо из титанового сплава ПТ - ЗВ размерами б 1640 ц 1 448 283 мм. Заготовку 16410 х 934 мм нагрели в печи до 1000 С, осадили на высоту 360 мм на гидропрессе усилием 40 МН, прошили глухое отверстие диаметром 250 мм, удалили перемычку толщиной 30 мм на другой позиции стола пресса, имеющей сквозное отверстие, загрузили в печь с температурой 920 С, выдерживали в течение 40 минут, затем извлекли из печи, перекантовали на 180 и насадили на оправку раскатного стана. Выпуклая торцовая поверхность была расположена сверху. Оправку сблизили с наружным валком, подвели с противоположной стороны два конусных валка.и в автоматическом режиме, по стандартной программе, заложенной в персональную ЭВМ раскатного стана, прокатали кольцо требуемых размеров. Следующую заготовку насадили на оправку выпуклой торцовой поверхностью, обращенной к нижнему конус- ному валку, в результете ни в автоматическом режиме, ни при ручном управлении, в том числе с двухкратным увеличением операционного времени прокатки кольцо требуемых размеров прокатать не удалось;металл не оформлял угловые участки кольца в зойах, образованных продвижным столом и нижней частью наружного валка.Изделие - кольцо из стали 40 Х размерами г 860 а 780 к 135 мм. Заготовкуф 180 53 мм нагрели до 1200 С, осадили на высоту 180 мм, прошили глухое отверстие диаметром 250 мм, удалили перемычку толщиной 20 мм, насадили на оправку стана так, что выпуклая торцовая поверхность была обращена к верхнему конусному валку, после чего в авторежиме прокатали кольцо требуемыхразмеров, Следующую заготовку насадили на оправку, располагая внизу выпуклую торцовую поверхность. В результате при прокатке в авто и ручном режиме получили бракованное кольцо (незаполнение угловых участков, как и для тиановых колец).1766563 Составитель А.АнищенкоТехред М.Моргентал ректор И.Шулл актор Заказ 3502 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб., 1/5 Производственно-издательский комбинат "Патент", г, Ужгородуа.Гуцуина, 101 Формула изобретения Способ изготовления колец, при котором осуществляют осадку нагретой заготовки, прошивку ее пуансоном с формированием перемычки, удаление перемычки пробивкой и прокатку заготовки между оправкой и наружным валком по ее толщине и высоте между конусными валками, по крайней мере один из которых не приводной в радиальном направлении, о тл и ч а ю щ и й с я тем, что, с целью повышения качества получаемых изделий, при прошивке заготовки пуансоном со стороны перемычки получают выпуклую торцовую 5 поверхность, при этом второй конусный валок выполнен приводным в радиальном направлении, а при прокатке заготовку размещают на оправке, выпуклой торцовой поверхностью обращенной к приводному 10 конусному валку,
СмотретьЗаявка
4880380, 05.11.1990
МАРИУПОЛЬСКИЙ ФИЛИАЛ ЦЕНТРАЛЬНОГО НАУЧНО-ИССЛЕДОВАТЕЛЬСКОГО ИНСТИТУТА КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ "ПРОМЕТЕЙ"
АНИЩЕНКО АЛЕКСАНДР СЕРГЕЕВИЧ, БОГУН АЛЕКСАНДР БОРИСОВИЧ, ФЕОФАНОВ ЮРИЙ ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B21H 1/06
Метки: колец
Опубликовано: 07.10.1992
Код ссылки
<a href="https://patents.su/3-1766563-sposob-izgotovleniya-kolec.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления колец</a>
Способ наплавки внутренних поверхностей цилиндрических стаканообразных изделий с галтелью между цилиндрической поверхностью и основанием

Номер патента: 1825683
Опубликовано: 07.07.1993
Автор: Перегудин
МПК: B23K 9/04
Метки: внутренних, галтелью, между, наплавки, основанием, поверхностей, поверхностью, стаканообразных, цилиндрических, цилиндрической
...и электрода.В тот момент, когда горелка находится на минимальном расстоянии от дна изделия, при котором не происходит образования дуги между дном и горелкой (расстояние подбирается опытным путем), выключают электропривод подачи горелки (выключение производится при помощи закрепленного на станине конечного выключателя (на чертеже не показан), взаимодействующего с тележкой от изделия, Таким образом заканчивается наплаока участка "б" поверхности иэделия.На конечном этапе наплавки, при наплаоке участка "о" пооерхности изделия, наплавку производят при вращающемся изделии и при напряжении 1,1 - 1,3 номинальчого до полного заполнения галтели 14 наплаоляемым металлом, Затем выключают привод ооащения вала 2, Увеличение напряжения до 1,1-1,3...
Способ измерения контактных давлений между двумя поверхностями

Номер патента: 918799
Опубликовано: 07.04.1982
Автор: Иванов
МПК: G01L 11/02
Метки: давлений, двумя, контактных, между, поверхностями
...металличесйой базе эпюр действующих весьма высо- измерительной прокладки, нагружение ких значений контактных давлений и регистрацию деформации прокладки,между контактирующими как нагретыпо которой судят о величине давле- ми, так и холодными телами при выний, при скоростях нагружения до соких скоростях приложения, нагрузки 10000 м/с в зоне контакта измери- в лабораторных и производственных тельной прокладки с поверхностями условиях.создают нагрев, температуру Й кото-. 1 Орого выбирают в соответствии со следующим выражением Формула изобретения Способ измерения контактных давлений между двумя поверхностями, включающий размещение между поверхностями металлической измерительной прокладки, нагружение и регистрацию деформации...
Устройство для измерений углов между непересекающимися поверхностями

Номер патента: 1634981
Опубликовано: 15.03.1991
Авторы: Ковалев, Олейников, Упадышев
МПК: G01B 5/24
Метки: измерений, между, непересекающимися, поверхностями, углов
...леремещают вокруг штанги 1 до упора ее плеча 8 в измеряемую поверхность.По шкале производят отсчет положения стрелки 6, что соответствует взаимному угловому расположению контролируемых поверхностей, 2 э.п. ф-лы, 2 ил. На лимбе 4 нанесена шкала 5, Перпендикулярно штанге 1 размещена стрелка 6, одно плечо 7 которой закреплено с возможностью перемещения вдоль и вокруг штанги 1, а второе плечо 8 предназначено для взаимодействия с одной из измеряемых поверхностей.фасонные оправки 2 и 3 могут быть выполнены пружинящими в плоскости, перпендикулярной оси штанги 1, или в виде калибров-пробок.Устройство работает следующим образом,Устройство вставляют в полость изделия до фиксации в требуемом сече1634981 нии посредством оправок 2 .и 3. Стрелку 6...
Способ непрерывного измерения зазора между рабочей поверхностью поршневого кольца и внутренней образующей калибра

Номер патента: 200862
Опубликовано: 07.01.1990
Автор: Фрагин
МПК: G01B 15/04
Метки: внутренней, зазора, калибра, кольца, между, непрерывного, образующей, поверхностью, поршневого, рабочей
...способы непрерывного измерения зазора между рабочей поверхностью поршневого кольца и внутренней образующей калибра, состоящие впросвечивании изделия рентгеновымилучами одновременно в двух различныхплоскостях, проход,пцих через оси вращения контура изделия,Предлагаемый способ отличается отизвестных тем, что измеряют величинуинтенсивности излучения, прошедшегочерез зазор между кольцом и калибром,сравнивают сигнал, соответствующийэтой интенсивности, с эталонным сигналом, и по разности сигналов определяют отклонение величины контролируемого зазора от номинала. Это позволяет повысить точность измерения. в диске 3, приводимом во вращение при помощи шестерен 4.Излучение от неподвижного источника 5, проходя через зазор между кольцом 1 и...
Устройство для измерения зазора между рабочими поверхностями литейных полуформ

Номер патента: 1682753
Опубликовано: 07.10.1991
Авторы: Акменс, Петерсонс, Плявениекс, Руткс
МПК: G01B 5/14
Метки: зазора, литейных, между, поверхностями, полуформ, рабочими
...которой с определенным зазором размещены упругие элементы в виде стальных пружин 29 и 30. Зазор между пружинами 29 и 30 и опорной планкой должен быть больше разницы между наибольшей и наименьшей из измеряемых величин и обычно не превышает 2 - 3 мм, Для базирования опорной планки 28 на торцовой поверхно 50 ность обоймы 6, а нижняя торцовая поверх 55 5 10 15 20 25 30 35 40 45 сти обоймы 6 служат три сферические опоры 31, для обеспечения механического контакта между торцовой поверхностью головки 15 пуансона 7 и пружинами 29 и 30 - две опоры 32. На одной из пружин 30 сверху и снизу прикреплены два тензосопротивления 33, электрически связанные с тензоусилителем 34, аналого-цифровым преобразователем 35, размещенным в П - образной стойке 2,...
Предыдущий патент: Устройство для резки проволоки на заготовки
Следующий патент: Способ изготовления колец
Случайный патент: Способ дешифрирования изображений взволнованной поверхности моря