Способ управления процессом формования полимерных материалов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1666318
Автор: Хренков
Текст
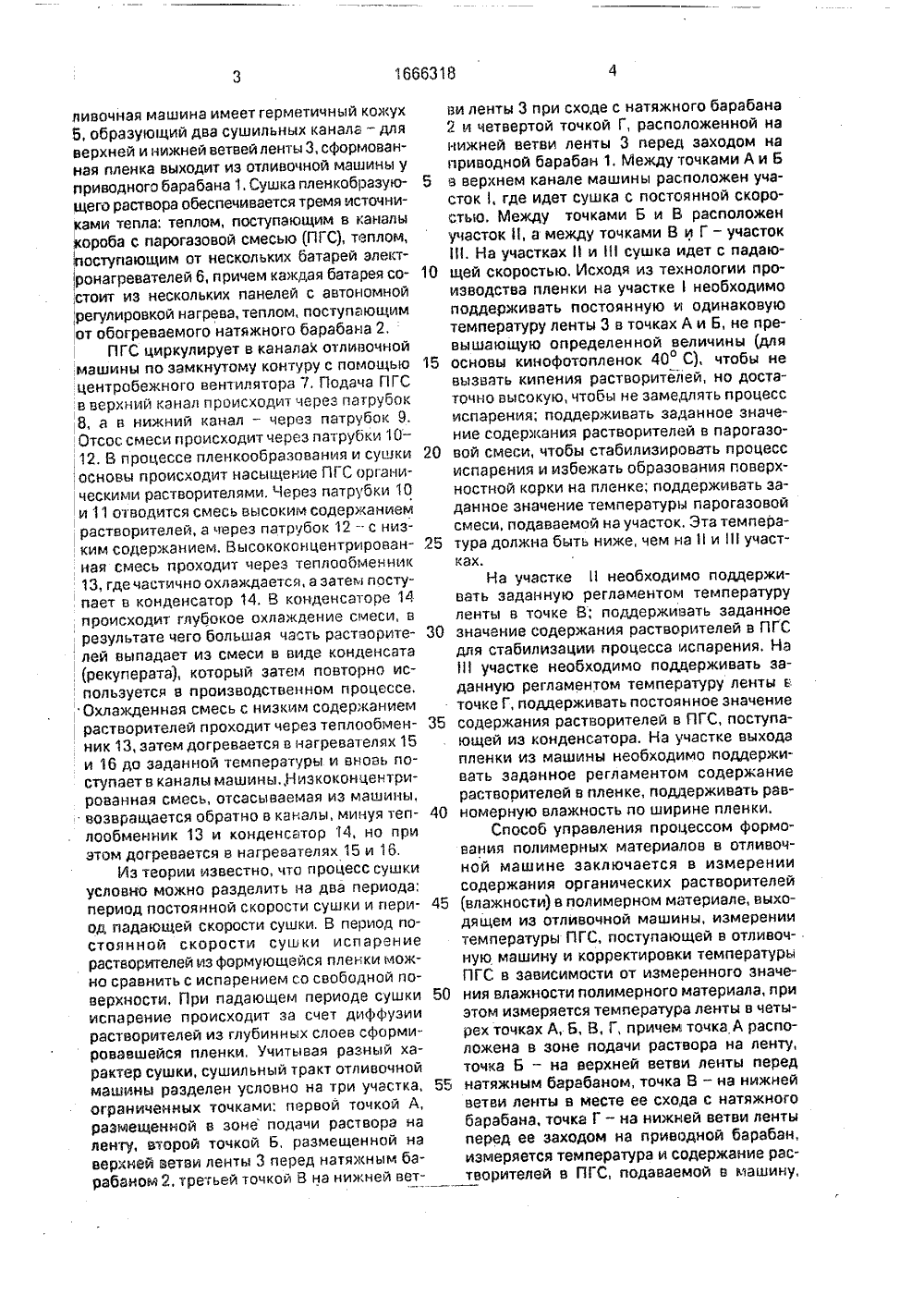
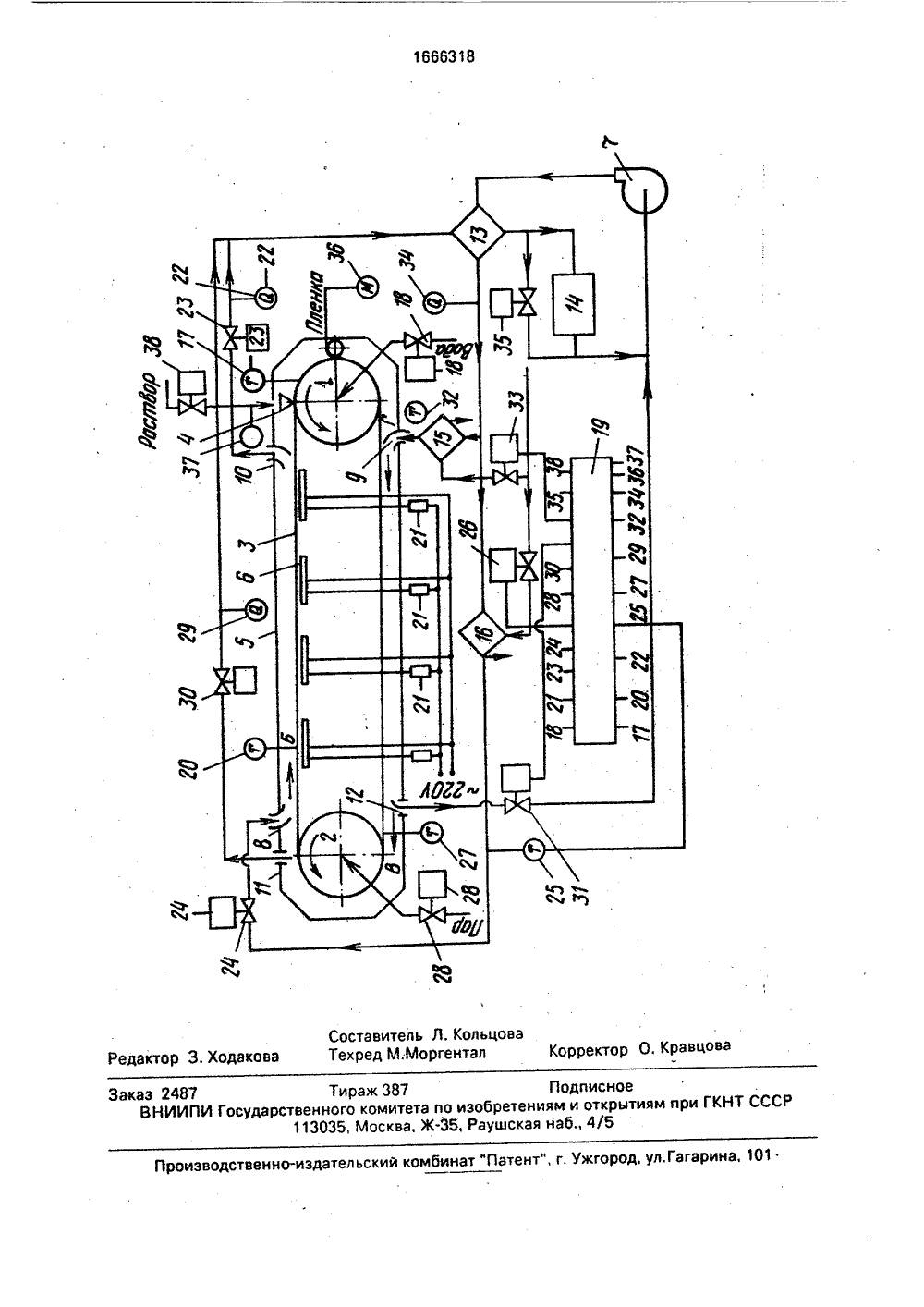
(19) ( И Е ИЗОБ ОПИ ТЕЛ ЬСТВ АВТОРСКОМ машина состоит го 1 и натяжно аллическая лен хность ленты твора имеетсрую поступае ермостата, От Ленточная отливоч из двух барабанов, при го 2, на которые натянут та 3. Для нанесения на слоя пленкообразующе щелевая фильера 4, в раствор полимера. из водно а мет паве го ра кото бака-тГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР(71) Ижевский филиал Центрального научноисследовательского института бумагоделательного машиностроения(56) Брагинский Г, И. Технология основы кинофотопленок и магнитных лейт. Л,; Химия, 1980, с.242.Авторское свидетельство СССР В 1004492, кл, О 01 О 5/04, 1981.(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ФОРМОВАНИЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ(57) Изобретение относится к способам управления прессом формования полимерных материалов и м.б, использовано в процессах формования основы кинофотопленок, Цель изобретения - повышение качества материалов за счет повышения уровня управления процессом и обеспечения стабильности технологического режима. Способ управления заключается в измерении температуры парогазовой смеси (ПГС), подаваемой в отливочную машину, измерении Изобретение относится к области управления технологическими процессами в производстве полимерных материалов и касается, главным образом, формования полимерной основы кинофотопленок.Цель изобретения - повышение качества материала за счет повышения уровня управ- лева процессом и Обеспечения стабильности технологического режима. 51)5 В 29 С 41/52//В 29 1 содержания органических растворителей в полимерном материале (влажности) на выходе из отливочной машины и корректировке температуры ПГС в зависимости отизмеренного содержания органических растворителей, . При этом измеряется содержание растворителей в ПГС, подаваемой в отливочную машину и отводимую от нее, профиль влажности по ширине полимерного материала (содержание органических растворителей), расход раствора полимера, поступающего на отливочную машину. В зависимости от величины измеряемых показателей корректируют расход воды на охлаждение барабана, расход ПГС по отдельным участкам отливочной машины, температуру П ГС по отдельным участкам, температуру второго барабана, также корректируют со- Я держание паров растворителей в ПГС по отдельным участкам, подачи лучистых потоков тепла от панелей электронагревателей и их распределение по ширине ленты, расход раствора полимера, поступающего на отливоцную машину. При работе измерение и регулирование одновременно нескольких технологических параметров позволяет при любых отклонениях поддерживать автоматически стабильный технологический режим С формования полимерного материала, 1 ил. 06 д На чертеже показана схема отливочной машины, реализующая предложенный способ.ливочная машина имеет герметичный кожух ви ленты 3 при сходе с натяжного барабана 5, образующий два сушильных канала - для 2 и четвертой точкой Г, расположенной на верхнейинижнейветвейлентыЗ,сформован- нижней ветви ленты 3 перед заходом на ная пленка выходит иэ отливочной машины у приводной барабан 1. Между точками А и Б приводного барабана 1. Сушка пленкабразую в верхнем канале машины расположен учащего раствора обеспечивается тремя источни- сток 1, где идет сушка с постоянной скоро- камо тепла; теплом, поступающим в каналы стью. Между точками Б и В расположен короба с парогазовой смесью ПГС), теплом, участок , а между точками В и Г - участок поступающим от нескольких батарей алект- Н. На участках исушка идет с падаюронагревателей 6, причем каждая батарея со щей скоростью, Исходя из технологии простоит из нескольких панелей с автономной изводства пленки на участкенеобходимо регулировкой нагрева, теплом, поступающим поддерживать постоянную и одинаковую :от обогреваемого натяжного барабана 2, температуру ленты 3 в точках А и Б, не преПГС циркулирует в каналах отливочной вышающую определенной величины (для ,машины поэамкнутому контуру с помощью 15 основы кинофотопленок 40 С), чтобы не центробежного вентилятора 7, Подача ГГС вызвать кипения растворителей, но достав верхний канал происходит через патрубок точно высокую, чтобь 1 не замедлять процесс 8, а в нижний канал - через патрубок 9. испарения; поддерживать заданное значеОтсос, смеси происходит через патрубки 10- ние содержания растворителей в парогазо- ,12. В процессе пленкообраэования и сушки 20 вой смеси, чтобы стабилизировать процесс , основы происходит насыщение ПГС органи- испарения и избежать образования поверх, ческими растворителями. Через патрубки 10 ностной корки на пленке; поддерживать за и 11 отводится смесь высоким содержанием данное значение температуры парогазовой растворителей, а через патрубок 12с низ- смеси, подаваемой на участок, Эта темпераким содержанием. Высококонцентрирован тура должна быть ниже, чем наиучастная смесь проходит через теплообменник ках.13, где частично охлаждается, а затем посту- На участкенеобходимо поддержи- пает в конденсатор 14, В конденсаторе 14 вать заданную регламентом температуру происходит глубокое охлаждение смеси, в ленты в точке 8; поддерживать заданноев ПГС результ тзультате чего большая часть растворите значение содержания растворителей в Ся. Н. лей выпадает из смеси в виде конденсата для стабилизации процесса испарения. а , (рекуперата), который затем повторно ис-участке необходимо поддерживать за пользуется в производственном процессе, данную регламентом температуру ленты в Охлажденная смесь с низким содержанием точке Г, поддерживать постоянное значение растворителей проходит через теплообмен содержания растворителей в ПГС, поступаник 13, затем догревается в нагревателях 15 ющей из конденсатора. На участке выхода и 16 до заданной температуры и вновь по- пленки из машины необходимо поддержи- ступает в каналы машины.,Низкоконцентри- вать заданное регламентом содержание рованная смесь, отсасываемая из машины, растворителей в пленке, поддерживать раввозвращается обратно в каналы, минуя теп номерную влажность по ширине пленки. лообменник 13 и конденсатор 14, но при Способ управления процессом формоэтом догревается в нагревателях 15 и 16, вания полимерных материалов в отливочИэ теории известно, что процесс сушки ной машине заключается в измерениисловно можно разделить на два периода: содержания органических растворителей упериод постоянной скорости сушки и пери (влажности) в полимерном материале, ы ов ход падающей скорости сушки, В период по- дящем из отливочной машины, измерении стоянной скорости сушки испарение температуры ПГС, поступающей в отливочрастворителейизформующейся пленки мож- ную машину и корректировки температуры но сравнить с испарением со свободной по- ПГС в зависимости от измеренного эначеверхности, При падающем периоде сушки 50 ния влажностиполимерногоматериала, при испарение происходит эа счет диффузии этомиэмеряетсятемпературалентывчетырастворителей из глубинных слоев сформи- рех точках А, Б, В, Г, причем точка А распоровавшейся пленки, учитывая разный ха- ложена в зоне подачи раствора на ленту, рактер сушки, сушильный тракт отливочной точка Б - на верхней ветви ленты перед машины разделен условно на три участка, 55 натяжным барабаном, точка В - на нижней ограниченных точками; первой точкой А, ветви ленты в месте ее схода с натяжногозме енной в зоне подачи раствора на барабана, точка Г - нанижней ветви ленты ленту, второй очкой Б, размещенной на перед ее заходом на приводной барабан, верхней ветви ленты 3 перед натяжным ба- измеряется температура и содержание расрабаном 2,третьей точкой В на нижней вет- творителей в ПГС, подаваемой в машину, 1666318содержание растворителей в ПГС, отводимой с участков между точками БА и ВБ, измеряется профиль влажности (содержание органических растворителей) по ширине полимерного материала в точке его выхода из машины, измеряется расход раствора полимера, поступающего в отливочную машину, при этом по измеренным значениям температуры ленты в точке А корректируют расход воды на охлаждение приводного барабана, по температуре в точке Б - общее количество тепла от электронагревателей, расположенных под верхней ветвью ленты, по температуре в точке В расход теплоносителя (пар, горячая вода) на обогрев натяжного барабана, по температуре в точке Г корректируется температура ПГС, подаваемой на участок ленты ГВ, поддерживается постоянной температура ПГС, подаваемой на участок БА, поддерживается постоянным содержание растворителя в ПГС, подаваемой на машину за счет подпитки обедненной смеси более насыщенной, поддерживается постоянным содержание растворителей ПГС. удаляемой с участков БА и ВБ путем корректировки расхода ПГС на этих участках, корректируется профиль влажности по ширине полимерного материала за счет перераспределения по ширине ленты потоков тепла, поступающих от панелей электронагревателей, поддерживается постоянным расход раствора полимера, поступающего в фильеру машины,Способ управления реализуется следующим образом,Участок 1. С помощью датчика 17 измеряется температура ленты 3 на приводном барабане 1, которая регулируется клапаном 18 подачи в барабан 1 холодной воды, при помощи управляющего контроллера 19 (необходимо отметить, что управление всеми исполнительными механизмами осуществляется через управляющий контроллер 19), С помощью датчика 20 измеряется температура ленты 3 в точке Б, которая регулируется за счет тепла, подводимого батареями электронагревателей 6 посредством реостатов 21. Содержание органических растворителей в ПГС измеряется газоанализатором 22 и регулируется посредством параллельно работающих заслонок 23 и 24, изменяющих расход ПГС на участке. Температура ПГС измеряется датчиком температуры 25 и регулируется.клапаном 26, подающим пар в нагреватель 16,Участок И, Датциком 27 измеряется температура ленты в точке В и регулируется клапаном 28, подающим пар в натяжной барабан 2, который обогревает ленту 3. Содержание растворителей в ПГС измеряется10 15 40 25 30 35 40 45 50 55 газоанализатором 29 и регулируется посредством параллельно работающих заслонок 30 и 31, изменяющих расход ПГС., Участок Ш. Датчиком 32 измеряется температура ленты 3 в точке Г и регулируется изменением температуры ПГС, подаваемой в патрубок 9, посредством клапана ЗЗ, подающего пар в нагреватель 15, Содержание растворителей в ПГС, поступающей на участок, измеряется газоанализатором 34 и регулируется заслонкой 35, добавляющей в обедненную ПГС необходимое количество обогащенной смеси. Участок на выходе пленки иэ машины,Содержание растворителей в пленке, выхо дящей из отливочной машины, измеряется с помощью датчика влажности 36. Регулирование влажности осуществляется изменением заданного значения температуры ленты в точках В и Г, Поскольку на влажность пленки может влиять расход раствора полимера, то этот расход поддерживается постоянным при помощи расходомера 37 и регулирующего клапана 38 (изменение расхода раствора производится только при смене ассортимента выпускаемой пленки), Профиль влажности по ширине пленки измеряется с помощью датчика влажности 36 и регулируется посредством реостатов 21, которые измеряют температуру панелей электронагревателей 6, расг,выложенных в одном ряду в соответствии с проФилем влажности пленки,Использование предлагаемого способа повысит уровеньуправления, стабилизирует течение технологического процесса формования в связи с воздействием на большое число его параметров, что позволит получать полимерный материал высокого, качества с меньшими затратами труда.Формула изобретения Способ управления процессом формования полимерных материалов, заключающийся в измерении температуры парогазовой смеси (ПГС), подаваемой на бесконечную ленту отливочной машины, расположенную в герметичном кожухе и огибающую приводной барабан с размещенной на нем зоной подачи раствора материала на ленту, и натяжной барабан, и измерении содержания органических растворителей в полимерном материале на выходе отливочной машины дпя корректировки температуры ПГС, о тл и ч а ю щи й с я тем, что, с целью повышения качества материала за счет повышения уровня управления процессом и обеспечения стабильности технологического режима, осуществляют измерение температуры ленты в первой точке, расположенной в зоне подачи раствора на ленту, вовторой трчке, размещенной на верхней ветви ленты перед натяжным барабаном, в третьей точке на нижней ветви ленты при сходе с натяжного барабана и в четвертой точке на нижней ветви ленты перед заходом на приводной барабан, при этом по измеренной температуре в первой точке корректируют расход воды на охлаждение приводного барабана, по температуре во второй точке регулируют подачу потоков тепла, поступающего от электронагревателей, которые расположены под верхней ветвью ленты, по температуре в третьей точке осуществляют расход теплоносителя на обогрев натяжного барабана, по температуре в четвертой точке регулируют температуру ПГС на участке между третьей и четвертой точками,причем измеряют содержание органических растворителей в ПГС, подаваемой в отливочную машину, и содержание органических растворителей в ПГС, отводимой с участков между первой-второй и второйтретьей точками, и поддерживают постоянной температуру ПГС, подаваемой на участок ленты между первой и второй точками, поддерживают постоянным содержание ор ганических растворителей в ПГС, подаваемой в отливочную машину, за счет подпитки обедненной смеси более насыщенной, поддерживают постоянным содержание органических растворителей ПГС, удаляемой с 10 участков между первой-второй и второйтретьей точками путем корректировки расхода ПГС на этих участках, а на выходе из отливочной машины измеряют содержание органических растворителей по ширине мате риала и осуществляют регулирование потоков тепла от электронагревателей верхней ветви ленты для перераспределения этих потоков по ширине ленты. при этом измеряют и регулируют расход раствора материа ла, поступающего на отливочную машину,для поддержания его на постоянном уровне,1666318Составитель Л, Кольцовадактор 3. Ходакова Техред М;Моргентал Корректор О, Кравцов Заказ 2487 Тираж 387 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ ССС113035, Москва, Ж, Раушская наб., 4/5оизводственно-издательский комбинат "Патент", г, Ужгород, ул. Гага
СмотретьЗаявка
4603894, 04.10.1988
ИЖЕВСКИЙ ФИЛИАЛ ЦЕНТРАЛЬНОГО НАУЧНО-ИССЛЕДОВАТЕЛЬСКОГО ИНСТИТУТА БУМАГОДЕЛАТЕЛЬНОГО МАШИНОСТРОЕНИЯ
ХРЕНКОВ ВАЛЬТЕР НИКОЛАЕВИЧ
МПК / Метки
МПК: B29C 41/52
Метки: полимерных, процессом, формования
Опубликовано: 30.07.1991
Код ссылки
<a href="https://patents.su/5-1666318-sposob-upravleniya-processom-formovaniya-polimernykh-materialov.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом формования полимерных материалов</a>
Способ управления процессом переработки калийной руды

Номер патента: 709534
Опубликовано: 15.01.1980
Авторы: Боргер, Высоцкий, Фот, Чистяков
МПК: C01D 3/06
Метки: калийной, переработки, процессом, руды
...пыль из циклонов 3 и слабый раствор солей для ее раст. ворения из аппаратов 4 поступают в растворитель 5, из которого раствор циклонной пыли после отделения нерастворимого остатка и нейтрализации кислотности подается на утилизацию в основной технологический процесс. Контур регулирования, состоящий из датчика 6 плотности раствора, регулятора 7 и исполнительного механизма 8, стабилизирует заданную плотность раствора изменением расхода воды в растворитель 5, Датчик 9 измеряет температуру раствора на ближайшем к промежуточной емкости перед вакуум - кристаллизацион ной установкой участке трубопровода. Сигнал от датчика 9 поступает на прибор 1 О, устанавливающий в соответствии с величиной этого сигнала задание регулятору 7, а именно,...
Способ корректирования содержания никеля в кислых растворах химического никелирования

Номер патента: 945230
Опубликовано: 23.07.1982
Авторы: Плющев, Полянин, Пузей
МПК: C23C 3/02
Метки: кислых, корректирования, никелирования, никеля, растворах, содержания, химического
...корректив раствора химическзуют отдельные кз 945230 после введения которых осуществляют оконча тельную доводку р аммиаком или уксусной кислотой. Пример Показатели ТХ 0 200 Сернокислый никель, г/л миак (25%-ный водный створ),80 150 020035 300 г/лСвинец азотнокислый, г/л 05 О,04 9,0 4 88 - 9 8 - 92 88-92 Температура С Пери орректирования, ч 5 Время осаждения, ч 0,5-1,0 узки, дм 2/л 0,5-1,0 0,5-1,0 Плотность за 1,2 ы покрытий, мк Разброс толщ МикротвердоВиккерсу ь покрытии по 450-550 00-550 ез пор 450 - 60 ористость, ед/см,5 з по Как видно из данных таблицы осуществление Предлагаемый способ позволяет получать корректирования содержания соли никеля в из корректируемых растворов никелевые по- растворах химического никелирования...
Устройство для определения содержания углерода и температуры в ванне конвертора

Номер патента: 419916
Опубликовано: 15.03.1974
Авторы: Изобретени, Соболев, Сорокин, Ясинский
МПК: G06G 7/48
Метки: ванне, конвертора, содержания, температуры, углерода
...момента дачи присадки до достижения значения давления, соответствующего первоначальному (т. е. Р,).В случае невозможности ввода охлаждающих материалов из технологических соображений, для определения содержания углерода и температуры ванны используют кратковременное изменение расхода дутья и изменение интенсивности газовыделения, вызванное этим.В этом случае: Решая уравнение (3) совместно с (2), определяют содержание углерода и температуру ванны. 15 20 25 30 35 40 45 50 В гечснис продувки сигналы о расходе кис. лорода с блока 1, а об интенсивности газообразования с блока 2 поступают в блок деления 3, где происходит вычисление отношения Р-Переключатель 4 находится в таком положении, что выходное напряжение блока 3 поступает в блок 5...
Устройство для определения содержания углерода и температуры в жидком металле

Номер патента: 877428
Опубликовано: 30.10.1981
Авторы: Виноградов, Канищев, Кочо, Мелик-Шахназаров, Чупровский
МПК: G01N 33/20
Метки: жидком, металле, содержания, температуры, углерода
...максимальной точке "насыщение" на кривой записи ЭДС от фотоэлемента 16 на диаграмме самопишущего прибора 18. После этого зонд 1 выводится из металла в воздух, Жидкий ме.талл из пробоотборной полости 3 вытечет через отверстия 11 и 12 и его уровень будет совпадать с нижней кромкой отверстия 12. Это дает возможность,для совпадения всех трех уровней расплавленных проб, что предопределит их одинаковую массу и равную скорость охлаждения.Точками а, в, с ( фиг.2) показаны на диаграмме положения двух эталонов с содержанием углерода соответственно 0,001 и 2 С, а также пробы зали- еО того жидкого металла с неизвестным содержанием углерода (х ), после выравнивания в них температуры, ставшей равной температуре металла в сталеплавильной ванне. 15...
Устройство для определения содержания углерода и температуры жидкой стали

Номер патента: 898322
Опубликовано: 15.01.1982
Авторы: Гнатцов, Кочо, Мелик-Шахназаров, Чупровский, Шевцова
МПК: G01N 33/20
Метки: жидкой, содержания, стали, температуры, углерода
...по вертикали.На чертеже показано устройство для определения содержания углеродаи температуры жидкой стали.На головке зонда 1 установленасменная пробка 2 из огнеупорного материала с пробоотборными полостями 3, в которые вставлены металлические гильзы 4. Пробоотборные полости могут располагаться как по 25 окружности пробки 2, так и в ее середине. В гильзы 4 вставлены вкладыши 5 с термопарами 6 и металлическими колпачками 7, которые крепятся внутри пробоотборных гильз 4 с помощью гибких проволочек 8. Проволочки 8 прикреплены к металлическим спаям 9,которыми загерметизированы отверстия 10 канала 11, соединяющего последовательно пробоотборные полости 3. Пробоотборные полости не35 имеют сообщения с атмосферой при погружении пробки с...
Предыдущий патент: Устройство для удаления облоя с формовых резиновых изделий
Следующий патент: Способ изготовления изделий из термореактивных материалов
Случайный патент: Вспучивающая добавка в глинистое сырье при производстве керамзита