Установка для непрерывного литья поршневых колец
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1577915
Авторы: Печеный, Примаченко





Текст
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХЕСПУВЛИН ОПИСАНИЕ ИЗОБРЕТЕНИЯ изводительно сти. На фиг. 1 - схем дстанленаиг, 23 - разтично. пр нка; на ф 4 на Фи на Фиг. на фиг. сл едов ат еля в верпредлагаемая устан разрез А"А на Фиг, рез Б-Б (повернуто фиг, 4 - разрез В- фиг, 5-7 - схемы и установки разделит пазна на ельности и кал ьий ерывного лить танонка для н поршневых расплавом соединен кристалл что рас разующую щающихся стоит из и подвиж ГОСУДАРСТВЕННЫЙ НОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР(71) Лнститут проблем литья АН УССР (72) Н.И,Печеный и Г.А.Примаченко (53) 621.746.27 (088.8)(56) Авторское свидетельство СССР В 231073, кл, В 22 П 11/041966, (54) УСТАНОВКА ДЛЯ НЕПРЕР 5 ВНОГО ЛИТЬЯ ПОРШНЕВЬХ КОЛЕЦ(57) Изобретение относится к металлургии, Цель изобретения - повышение произноцительности. Установка состоит иэ емкости с жидким металлом и состанноИзобретение относится к металлургии, а точнее к установке для непрерывного литья поршневых колец. ель изобретения - повышение пр колец содержит емкость 1 с 2 и электрообогревателем 3 ую при помощи канала 4 с затором 5 таким образом, ав может заполнить формообполость 6 по принципу сообсосудов, Крист аллиз атор сонеподвижной охватывающей 7ой охнатынаемой 8 частей801577915 А 1 щ) В 22 П 11/04, В 23 Р5/06 го кристаллиэатора, Кристаллизатор выполнен из гильзы и цилиндра с приводом вращения, установленных с зазороми с образованием спиральной канавки(на поверхности гильзы), Установкаснабжена механизмом поцачи раэцелителей в спиральную канавку, а на внешней поверхности цилинцра выполненыпродольные пазы захвата разделителейи продольные насечки для Фиксации отлинки от пронорота, Заходная часть разделителей может быть выполнена н форме прямоугольной трапеции,э,п.ф-лы,7 ил,. имеюших средства 9 охлаждения и привод О вращения подвижной части, При- Саввнод нклк 1 чает электроцнигатель, редуктор, муфту и передачу. В цилиндрической охватывающей поверхности непод.нижной части 7 кристаллиэатора 5, диаметром, равным внутреннему циаметрузаготонки поршневого кольца, выполнена Формообраэуюшая полость 6 в вицевинтовой линии с сечением поршненогокольца, начинаюшаяся сразу эа отверстием 11 подачи разделителей 2, пересекающаяся с каналом 4 подачи расплава и заканываюшаяся ча верхней плоскости кристаллизатора, На охнатынаемойповерхности и сдвижной части 8 кристаллиэатора 5 выполнен вертикаль юй паэ13 для захвата разделителей 12, а так- фффффже пазы 14 нытяжки отливки 5, Все пазы представляют собой вертикальные каналы, начинающиеся на уровне низа Формообразующей полости и эаканчивающие -ся на в ер хней пло ск ос ти кри г г аллиз атоа, Разделители 12 представляют собойФстержни, например графитовые с четырьмя плоскими поверхностями и двумя кривыми с радиусом кривизны равным поло 15 вине наружного диаметра отливки. Причем заходная часть разделителей выполнена в форме прямоугольной трапеции высота разделителей равна высоте Формообразующего канала, а пири" 1 О Йа - соответствует ширине .з амкаоршневого кольца, Разделители 12 пеиодически подаются ц формообразующуюалость 6 через отверстие 11 питатеем 16, В горизонтальном канале питаеля 16 разделители 12 постоянно наодятся в поджатом к подвижной части В кристаллизатора 5 состоянии.Уст ановк а для непрерывно го лит ья НоршнавЫх КОЛЕЦ Работает следующим Образом,Включают нагреватели 3 и доводят температуру .емкости для расплава 1 и каналов 4 подачи расплава до 1000" 1300 С, Заполняют питатель 6 разде лителями 12 и приводят его ц раоочее состояниекогда первый разделитель находится в Формообразующем канале 6 и прижимается следующими разделителями к подвижной части 8 крнсталлизатора, а механизм подачи разделителей включен, Открывают подачу ,хладагента ц кристаллизатор 5. Заливают в емкость 1 расплав 2 и цоцодят его ,до готовности. После эатцердецания расплава в формообразующей полости 6 включают привод 10 вращения подвижной части 8 кристаллиэатора 5, Начинается процесс вытяжки отлинки 15. При заполнении Формообразующей полос ти 6, расплав также заполнил пазы 14 вытяжки отливки и закристаллизоцапся ц них, Кроме того и усадка отливки 15 улучшает ее сцепление с подвижной охватывающей частью 8 кристаллизато ра 5. За счет этого вращающаяся подвижная часть 8 увлекает за собой отливку 15, протягивая ее по формообразующему каналу 6, выполненному по винтовой линии в неподвижной части 7 кристаллизатора 5. При этом отливка освобождает свое место ц Формообразующем канале, которое занимает расплав 2, поступаюпглй иэ канала 4, Он также заполняет все свободное пространство,в том исле и пазы 14 вытяж55 ки отливки, охлаждаясь, кристаллизуется в отливку и также протягивается подвижной частью 8 по каналу, Также как и отливка, разделитель перемещается охватываемой частью кристаллизатора. Нижней плоскостью разделительскользит по нижней поверхности Формообразующего канала и поджимаетсявверх по винтовой на выход из канала,Вращение охватываемой подвижной части 8 приводит к тому, что на какойто стадии поворота паз 13 совмещает"ся с отверстием 11 и следующий разделитель 12 под действием механизма 16подаи питателя заходит в паэ 13, который перемещает его по каналу, Приэтом разделитель 12 перекрывает все сечение Формообразующей полости 6, отделяя последующую отливку от предыдущей и формообраэуя торцы концов поршневого кольца. На место ушедшего разделителя 12 питателем 16 подается новый, После выхода заготовки поршневого кольца иэ полости 6 оно падает наприемную поверхность устройства перецачи отливок, а разделитель 12 - наверхнюю плоскость кристьллизатора 5,откуда удаляется ц короб дпя использо-.ванных разделителей,Повышение производительности предлагаемой установки достигается эасчет одновременного и непрерывного выполнения всех операций, исключенияоперации резки отливки на отдельныезаготовки, повышение коэффициента использования металла, уменьшеием отходов ц стружку при применении разделителей вместо резкиФормула изобретения1. Уст ановк а для непр ерыц ноголитья поршневых колец, содержащая емкость для жидкого металла и составнойкристаллизатор, выполненный из гильзыи цилиндра с приводом вращения, установленных с зазором и с образованиемспиральной канавки, о т л и ч а ю -щ а я с я тем, что, с целью повышенияпроизводительности, она снабжена механизмом подачи разделителей ц спиральную канавку, спиральная канавка выполнена на внутренней поверхности гильзы, на внешней поверхности цилиндравыполнены продольные пазы для захватаразделителей и продольные насечки дляфиксации отливки от проворота,2,Установка по п, 1, о т л и -ч а ю щ а я с я тем, что заходнаячасть разделителей выполнена в формепрямоугольной трапеции,5791515779 5 г ель А,Смирно .Сердюкова Корректор М,едактор В,Сере Заказ 1878 Тираж 634митета по исква, Ж,КНТ СССР оизводственно-издательский комбинат "Патент", г. Ужгород, ул, Гагарина И Государственного 113035, остаа ехрец брете виям аущская н 11 одпи сное открытиям и д. 4/5
СмотретьЗаявка
4346698, 21.12.1987
ИНСТИТУТ ПРОБЛЕМ ЛИТЬЯ АН УССР
ПЕЧЕНЫЙ НИКОЛАЙ ИВАНОВИЧ, ПРИМАЧЕНКО ГАЛИНА АЛЕКСЕЕВНА
МПК / Метки
МПК: B22D 11/04, B22D 11/14, B23D 15/06
Метки: колец, литья, непрерывного, поршневых
Опубликовано: 15.07.1990
Код ссылки
<a href="https://patents.su/5-1577915-ustanovka-dlya-nepreryvnogo-litya-porshnevykh-kolec.html" target="_blank" rel="follow" title="База патентов СССР">Установка для непрерывного литья поршневых колец</a>
Устройство для доводки суперфиниша) желобчатых поверхностей колец шариковых

Номер патента: 207070
Опубликовано: 01.01.1968
МПК: B24B 19/06, B24B 35/00
Метки: доводки, желобчатых, колец, поверхностей, суперфиниша, шариковых
...части, жестко закрепленный на стержне.1-1 а фиг. 1 изображено описываемое устрой ство; на фиг. 2 - то же, разрез по А - А.Устройство состоит из якоря 1 и статора 2 с обмотками возбуждения 5, подключаемыми к источнику переменного тока через регулируемое сопротивление 4. 25С одного конца якоря шарнирно установлен доводник б с абразивным инструментом б, с другого конца - жестко закреплена на стерж 11 е торсионная пружина 7. Регулируя натяжение цилиндрической пружины 8 гайкой 9, че рез поршень 10, упорный подшипник 11, шток 12, и доводник а, изменяют усилие прижима абразивного инструмента, С помощью сухаря И и прижимного винта 14 изменяется длина рабочей части торсионной пружины, жесткость которой определяет настройку якоря в резонанс...
Устройство для доводки (суперфиниша) желобчатых поверхностей колец шариковых подщипников

Номер патента: 691283
Опубликовано: 15.10.1979
Автор: Морозов
МПК: B24B 35/00
Метки: доводки, желобчатых, колец, поверхностей, подщипников, суперфиниша, шариковых
...формы обрабатываемой поверхности за счет самоцентрирования абразивного инструмента,Это достигается тем, что устройство снабжено обоймой с регулируемыми цапфами,6912834репленного в исполнительном органе 2. Амплитуда колебаний определяется напряжением тока, питающего обмотку статора 1 и колебаниями торсиона 6 от эксцентрика 11, закрепленного на валу приводного механизма 12, Частота колебаний зависит от частоты питающего тока и скорости вращения приводного механизма 12.В результате сложного колебательногодвижения абразивного инструмента 3 относительно оси симметрии профиля дорожки ка 1 р чания кольца 16 доводка поверхности происходит с равномерным усилием прижима при равномерной скорости резания, что обеспечивает получение...
Устройство для создания импульсного давления в надприбыльной части отливки

Номер патента: 1787679
Опубликовано: 15.01.1993
Авторы: Алешко, Михальцов, Худокормов
МПК: B22D 27/13
Метки: давления, импульсного, надприбыльной, отливки, создания, части
...каналом позволяет повысйть плотность и твердость отливок за счет создания импульсного давления в момент затвердевания отливки,Импульсное воздействие газового давления на прибыльную часть позволяет получить более плотные и твердые отливки из широкоинтервальных сплавов. Известно, что широкоинтервальные сплавы склонны к объемному затвердеванию с образованием усадочной пористости, Импульсное воздействие на затвердевающую отливку активизирует процессы питания, Очевидно, это объясняется тем, что кристаллитный каркас, образующийся иа конечной стадии затвердевания и изолирующий отдельные микро- объемы незатвердевающего металла, легче подвергается деформации и частичному разрушению при импульсном воздействии.На фиг, 1 показано устройство...
Способ нагревания прибыльной части отливки или слитка

Номер патента: 112267
Опубликовано: 01.01.1958
Метки: нагревания, отливки, прибыльной, слитка, части
...смесь вследствие меньшей скорости горения не дает взрыва, вполне безопасна для употребления, а выделяемое при ее горении тепло лучше усваивается металлом, так как продолжительность ее горения увеличивается, потери же от луче- испускания в окружающее пространство уменьшаются, благодаря сниженшо температуры горения.Продукты реакции, образующиеся при сгорании экзотермической смеси, всплывают над металлом и создают пористый шлаковый покров на поверхности прибыли, причем уровень металла в прибыльной части отливки снижается за счет увеличе. ния ее сечения, происходящего вследствие сгорания втулки (из экзотер12267 Предмет изобретения Отв. редактор Л. П. СитниковСтандартгиз. Поди. к печ. 22/1 Ч 1958 г. Объем 0,125 п, л. Тираж 600....
Устройство для суперфинишированияжелобчатых поверхностей колец шари-коподшипников
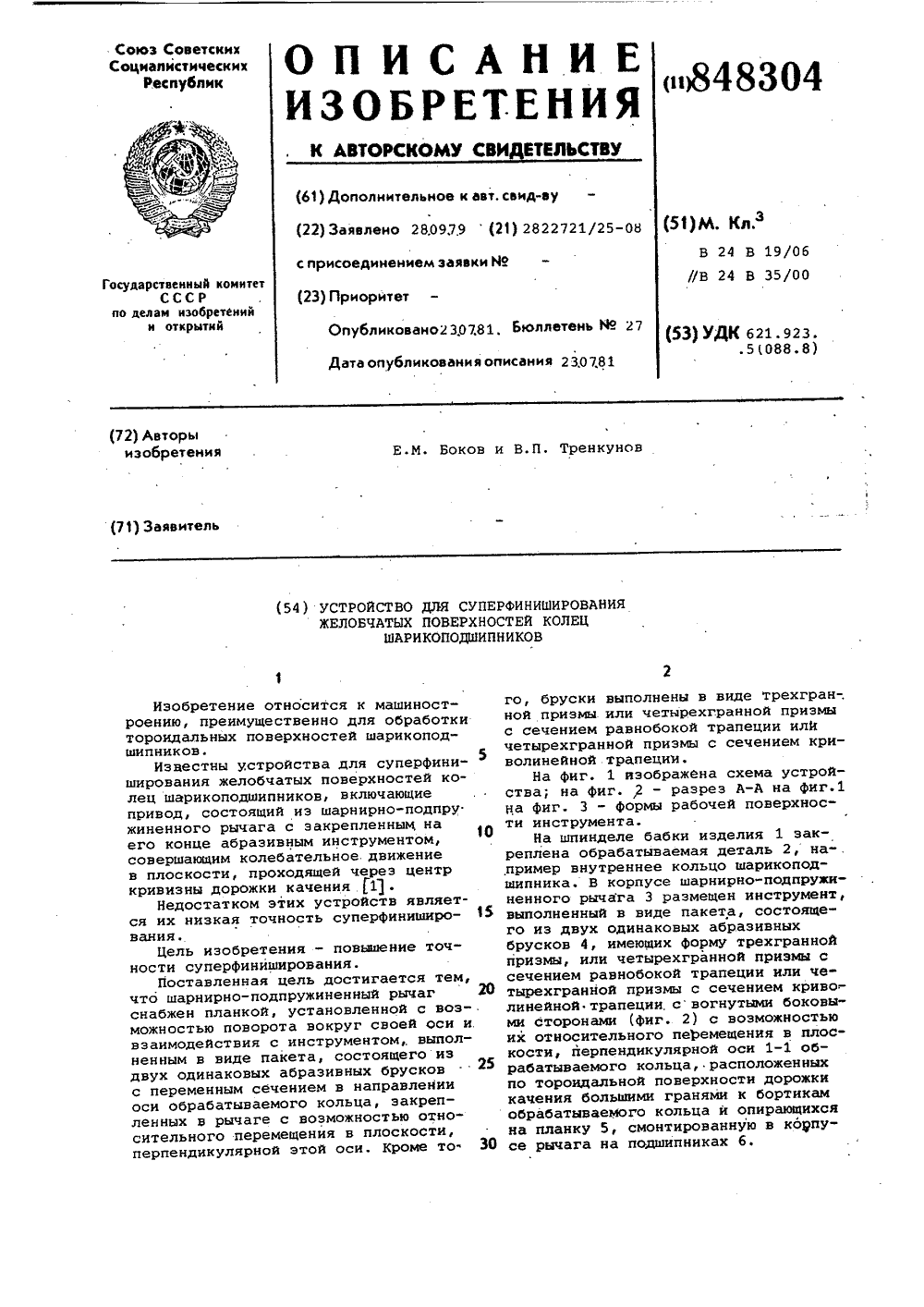
Номер патента: 848304
Опубликовано: 23.07.1981
МПК: B24B 19/06
Метки: колец, поверхностей, суперфинишированияжелобчатых, шари-коподшипников
...оси 1-1 обрабатываемого кольца, расположенных по тороидальной поверхности дорожки качения большими гранями к бортикам обрабатываеМого кольца и опирающихся на планку 5, смонтированную в корпусе рычага на подшипниках б.Шарнирно-подпружиненный рычаг закреплен на шпинделе привода колебательного движения 7.Геометрические параметры абразивных брусков подбираются в зависимости от геометрических параметров обрабатываемых тороидальных поверхностей,5а также от их стойкости,Шпиндель бабки .зделия 1 и с нимобрабатываемая деталь приводятся вовращение двигателем (не показано),Пакет абразивных брусков под действием усилия Р прижимается к детали 2 и приводится в колебательноедвижение от привода 7 относительнооси шпинделя 1-11, совмещенной сцентром...
Предыдущий патент: Способ изготовления кристаллизатора для горизонтального непрерывного литья
Следующий патент: Способ жидкой штамповки
Случайный патент: Способ бесконтактного измерения магнитного поля в плазме