Способ моделирования напряженно-деформированного состояния полосы
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
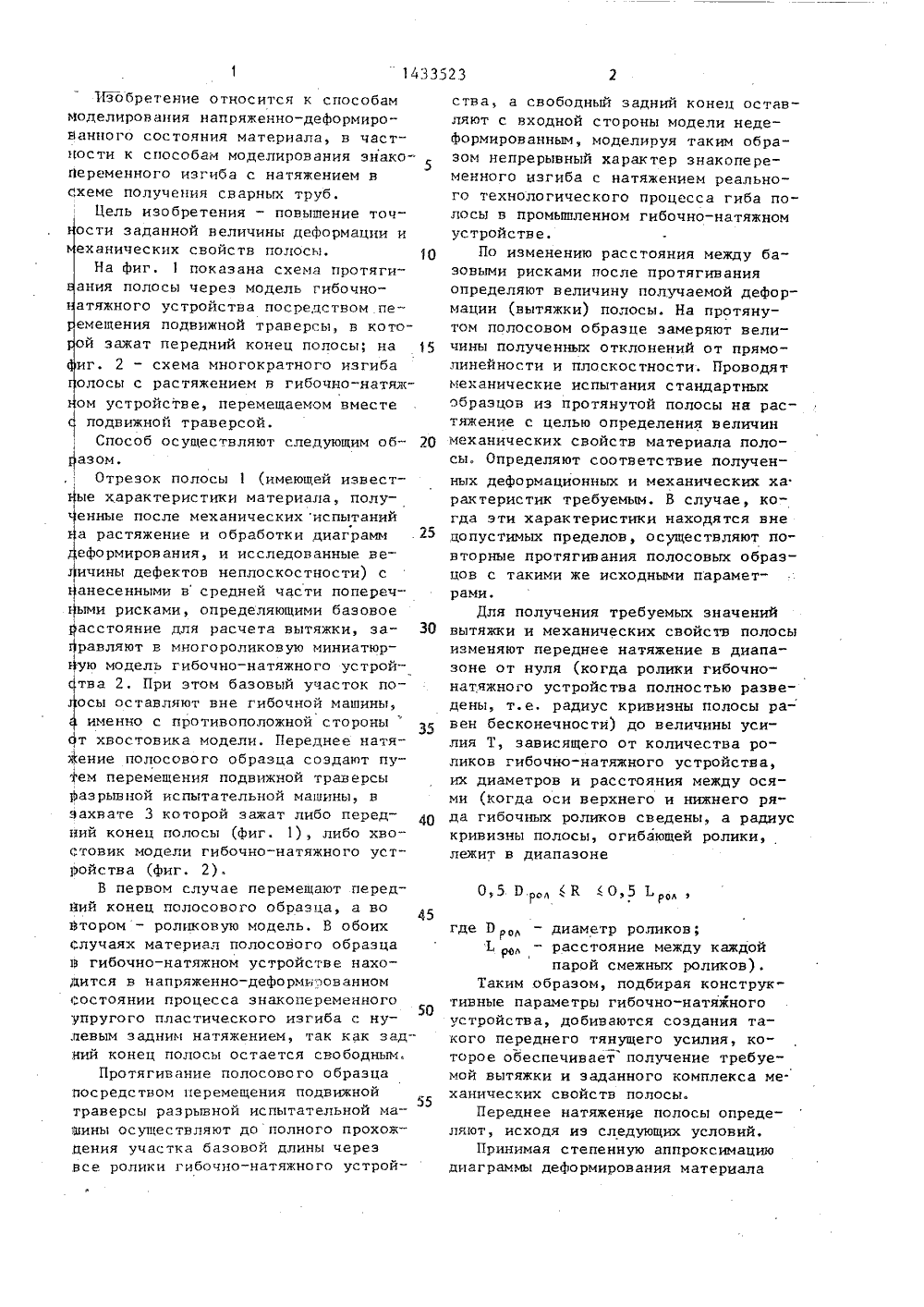
(19) (11) С 37/08 СУДАРСТВЕННЫЙ НОМИТЕТ СССРО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ ПИСАНИЕ ИЗОБРЕТЕНАВТОРСКОМУ СВИДЕТЕЛЬСТВУ формации и мехаосы. Отрезок поопеременному из многороликовую ибочно-натяжного 4229324/23-2713.04.8730. 10,88. Бюл, Ф 40Уральский научно-исинститут трубной прЕ.М. Халамез, Д.С.Телицын, В.Б. БуксбШамраков621.771.23(088.8)Теория правки на роашике. Перевод с ан аданнои вел ческих сво инытв лосы подверга гибу, пропуск миниатюрную м че ледовательмышленностридман,икоправильлийского ство.В 3,ОВАНИЯ НАПРЯЖЕННОСТОЯНИЯ ПОЛОСЫносится к обработем, в частностиния напряженностояния материалаого изгиба с на(54) СПОСОБ МОДЕЛИ ,ДЕФОРМИРОВАННОГО С (57) Изобретение о ке металлов давлен способам моделиров деформированного с путем знакоперемен вьппение точнос тяжением. ел(21) (У 2) (46) (71) ский (72) И.А. и Э,Ю (53) (56) ной м языкаПро ное и волочильное производ "Металлчогия", 15 Д. 1986 3, реф. 1 Д 61,устроиства. Заднии конец полосы оставляют свободным. К переднему концуполосы прикладывают усилие натяжений,Натяжение переднего конца полосы создают путем перемещения подвижнойтраверсы разрывной испытательной машины, в захвате которой зажимают передний конец полосы. Натяжение переднего конца может быть создано путемперемещения траверсы, в которой зажатхвостовик модели гибочно-натяжногоустройства, Предложена зависимостьдля определения величины переднегонатяжения. Подбирая конструктивныепараметры гибочно-натяжного устройства, получают тянущее усилие, которое обеспечивает требуемую вытяжкуи заданный комплекс механическихсвойств полосы, 2 ил.изобретение относится к способам Моделирования напряженно-деформированного состояния материала, в частности к способам моделирования энако Переменного изгиба с натяжением в схеме получения сварных труб.Цель изобретения - повышение точости заданной величины деформации и еханических свойств полосы, 10На фиг. 1 показана схема протягиания полосы через модель гибочноатяжного устройства посредством пеемещения подвижной траверсы, в котоой зажат передний конец полосы; на 15 иг. 2 - схема многократного изгиба олосы с растяжением в гибочно-натяжом устройстве, перемещаемом вместе подвижной траверсой.Способ осуществляют следующим об азом.Отрезок полосы 1 (имеющей известые характеристики материала, полу - енные после механических испытаний а растяжение и обработки диаграмм 25 еформирования, и исследованные величины дефектов неплоскостности) с анесенными в средней части поперечными рисками, определяющими базовое расстояние для расчета вытяжки, за равляют в многороликовую миниатюрую модель гибочно-натяжного устройтва 2. При этом базовый участок поосы оставляют вне гибочной машины,именно с противоположной стороныдт хвостовика модели. Переднее натя - иение полосового образца создают пуФем перемещения подвижной траверсы разрывной испытательной машины, в захвате 3 которой зажат либо перед - ний конец полосы (фиг. 1), либо хвоСтовик модели гибочно-натяжного устройства (фиг. 2).В первом случае перемещают передйий конец полосового образца, а во Втором - роликовую модель. В обоих случаях материал полосового образца 9 гибочно-натяжном устройстве находится в напряженно-деформированном Состоянии процесса знакопеременного50 упругого пластического изгиба с ну - левым задним натяжением, так как задний конец полосы остается свободным.Протягивание полосового образца посредством перемещения подвижной55 траверсы разрывной испытательной маЮины осуществляют дополного прохождения участка базовой длины через все ролики гибочно-натяжного устройства, а свободный задний конец оставляют с входной стороны модели недеФормированным, моделируя таким образом непрерывный характер знакопеременного изгиба с натяжением реального технологического процесса гиба полосы в промышленном гибочно-натяжном устройстве.По изменению расстояния между базовыми рисками после протягивания определяют величину получаемой деформации (вытяжки) полосы. На протянутом полосовом образце замеряют величины полученных отклонений от прямолинейности и плоскостности, Проводят механические испытания стандартных образцов из протянутой полосы на растяжение с целью определения величин механических свойств материала полосы. Определяют соответствие полученных деформационных и механических ха рактеристик требуемым. В случае, когда эти характеристики находятся вне допустимых пределов, осуществляют по" вторные протягивания полосовых образцов с такими же исходными параметрами.Для получения требуемых значений вытяжки и механических свойств полосы изменяют переднее натяжение в диапазоне от нуля (когда ролики гибочнонатяжного устройства полностью разведены, т.е. радиус кривизны полосы равен бесконечности) до величины усилия Т, зависящего от количества роликов гибочно-натяжного устройства, их диаметров и расстояния между осями (когда оси верхнего и нижнего ря" да гибочных роликов сведены, а радиус кривизны полосы, огибающей ролики, лежит в диапазоне0,5 В,р,(К О,5 Ьгде Р р, - диаметр роликов;Ь щ - расстояние между каждойпарой смежных роликов).Таким образом, подбирая конструктивные параметры гибочно-натяжного устройства, добиваются создания такого переднего тянущего усилия, которое обеспечивает получение требуемой вытяжки и заданного комплекса ме. ханических свойств полосы.Переднее натяжение полосы определяют, исходя из следующих условий,Принимая степенную аппроксимацию диаграммы деформирования материалаПредлагаемым способом достаточно точно устанавливают эту величину.Это подтверждают замеры тянущего усилия по силоиэмерителю разрывной испытательной машины, величина его составляет 5,2 кН.Механические свойства материала протянутой полосы ( 6 = 400 Н/мм 6 = 420 Н/мм ; Р = 32,0 Ж) удовлетворяют требованиям стандарта по ресурсу .пластичности материала штрипса.Превышение переднего натяжения значения Т = 5,32 кН приводит к величине вытяжки больше 107 и к худшим по ресурсу пластичности механическим свойствам материала полосы.+2" 3,Формула изобретения Способ моделирования напряженно- деформированного состояния полосы перед формовкой ее в трубную заготовку в схеме производства сварных труб, заключающийся в том, что полосу заправляют в неприводную многороликовую модель гибочно в натяжно устройства,полосы при первом ее упруго-пластическом изгибе в виде г = В Р/ 1получают формулы для удельной работы внутренних сил при упруго-пластичес 5 ком изгибе-разгибе на первом ролике 10 и изгибах-разгибах на каждом последующем 1-ом ролике Таким образом, удельная работа внешних сил для и-роликового устройства имеет вид Формула для полной работы деформации полосы в и-роликовом гибочно-натяжном устройстве получается интегрии,ров анием Апо дефо рмиров анному объему при учете линейного закона изменения продольной деформации по тол- щине(Е - , -- 42 - ) е Ь 1 т ,К 2 2 где Ь - ширина полосы;1 - длина деформируемого участка;1 т - толщина полосы;К - радиус кривизны полосы, огибающей ролики.Переходя от полной работы деформа ции к мощности, затрачиваемой на изгиб полосы в и-роликовом натяжном устройстве, а от мощности к усилию протягивания, получают формулу переднего натяжения полосы в видеЮ Адеф 7 В 1 т Ь(4 п - 3+2 ")7 Ч 1 (2 К) "+и (1+в) (2+тп)ьП р и м е р. Осуществление предлагаемого способа на примере моделирования .напряженно-деформированного состояния штрипса при многократных изгибах с натяжением в линии непрерывного трубозлектросварочного агрегата(ТЭСА) и определения конструктивныхпараметров гибочно-натяжного устройствв а, которое необходимо установитьперед формовочным станом, чтобы получить вытяжку порядка 107.Исходные размеры полосовых образ-,цов иэ штрипса: толщина 1,0 мм; ширина 30 мм; длина 800 мм. Механическиесвойства материала полосы: предел .текучести 6, = 300 Н/мм ; пределпрочности 6 п = 400 Н/мм ; относиг,тельное удлинение д = 52,87. Характеристики диаграммы деформирования:тп0,16; В = 630,0 Н/мм . Переднеенатяжение регулируют в диапазоне от580 Н до 7,2 кН путем изменения количества роликов в модели гибочно-натяжного устройства от 3 до 7 и ихдиаметра от 15 до 50 мм. Величинувытяжки 107. достигают, если выбраныследующие конструктивные параметры:П ро = 23 мм (оси роликоврасположены в одной плоскости).При протягивании через устройство полосы 30 х 1,0 мм необходимо создать переднее натяжение, близкоек величине 630 х 1,0х 30 (1+4 х 6+2) 23,0 "х 1,16 х 2,165 1433523 6выделяют на полосе базовый участок ным изгибом базовый участок полосы И деформируют его, воспроизводя схе- подвергают растяжению путем приложеМу энакопеременного упруго-пластичес- ния усилия к переднему концу полосы кого изгиба, о т л и ч а ю щ и й с я или ее базовому участку подвергаю 5Фтем, что, с целью повышения точности щемуся энакопеременному изгибу, а веМоделирования и получения величины личину этого натяжения определяют по деформации и механических свойств по. зависимостилаосы, одновременно со знакопеременТВЬ Ь(4 п - 3+ 2 )(2 К)+ ( + ш (2 + ш еЪ, ЬВ, шширина и толщина исходнойполосыхарактеристики степеннойаппроксимации диаграммыдеформирования материалаполосыколичество роликов гибоч 15но-натяжного устройства;К - радиус кривизны полосы,огибающей ролик,причем процесс знакопеременного упруго-пластического изгиба ведут с,нулевым натяжением заднего конца полосы,1433523 ставитель В. Шабровахред Л.Сердюкова Коррект Редактор Т. Парфенов а тираж 709 Государствен елам изобрет сква, Ж,Подписи Зака ого комитета СССРний и открытийаушская наб., д, 4 ВНИИ 1303 водственно-полиграфическое предприятие, г. Ужгород, ул. Проектна
СмотретьЗаявка
4229324, 13.04.1987
УРАЛЬСКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ТРУБНОЙ ПРОМЫШЛЕННОСТИ
ХАЛАМЕЗ ЕФИМ МЕНДЕЛЕВИЧ, ФРИДМАН ДАВИД СОЛОМОНОВИЧ, ТЕЛИЦЫН ИГОРЬ АЛЕКСАНДРОВИЧ, БУКСБАУМ ВИКТОР БОРИСОВИЧ, ШАМРАКОВ ЭДУАРД ЮЗЕФОВИЧ
МПК / Метки
МПК: B21C 37/08
Метки: моделирования, напряженно-деформированного, полосы, состояния
Опубликовано: 30.10.1988
Код ссылки
<a href="https://patents.su/5-1433523-sposob-modelirovaniya-napryazhenno-deformirovannogo-sostoyaniya-polosy.html" target="_blank" rel="follow" title="База патентов СССР">Способ моделирования напряженно-деформированного состояния полосы</a>
Устройство для сортирования плодов по величине

Номер патента: 733628
Опубликовано: 15.05.1980
Автор: Рыбников
МПК: A23N 15/00
Метки: величине, плодов, сортирования
...направляющие 11, имеющие волнси"образную поверхность Ис которымивзаимодействуют ролики 6 рычагов 5.Внутри контура транспортера 1 установлены накопители 12 для различныхфракций плодов 13 (фракции указаны римскими цифрами (, , , Ю, ч, ч( )а за его пределами - накопитель 14 длясамой крупной фракции ч . Транспортер имеет гибкую связь 15 с редуктором16.Устройство для сортирования плодовпо величине работает следующим образом,На транспортер 1, приведенный в движение через редуктор 16 и гибкую связь15, поступают по скатной доске 17 плоды 13, которые распределяются по егосортирующей поверхности, образованнойиз зигзагообразных стержней 2 с волно-.образными прутками 3, при этом рычаги 5 через ролики 6 взаимодействуютс копирными направляющими 11,...
Устройство для контроля изгиба полупроводниковых пластин

Номер патента: 1111023
Опубликовано: 30.08.1984
Авторы: Анистратенко, Оксанич, Шевченко
МПК: G01B 7/28
Метки: изгиба, пластин, полупроводниковых
...ячейкой памяти и формирователем, измерительная головкавыполнена в виде тарированного гравитационного толкателя и датчикаперемещений, сферические наконечники которых установлены оппозитнои соосно, базовые опоры выполненыв виде датчиков касания и подключенык анализатору базирования, выходкоторого соединен с первым входомузла коммутации, второй вход последнего через электронный преобразователь соединен с выходом датчикаперемещений, выход узла коммутациичерез ячейку памяти и формировательсоединен с сигнализатором раэбра 35 40 45 50 55 коммутации выхода электронного преобразователя 13 и анализатора 15 базирования, ячейку 16 памяти, вход которой соединен с узлом 14 коммутации, а выход - с измерительным прибором 17 и через формирователь 8...
Устройство для демонстрации изгиба стержня

Номер патента: 1226514
Опубликовано: 23.04.1986
Авторы: Кашин, Парадоксов
МПК: G09B 23/10
Метки: демонстрации, изгиба, стержня
...с кронштейном 4 и свободным концом 12 двуплечего рычага 6. Тензометрический измеритель состоит из закрепленного на свободном конце 12 рычаг6 вертдпсальо располо;кенпого разрезного упругого кольца 13, жестко соединенного концами с кронштейном 4, и тензометрических датчиков 14, устанодззденных на кольце 13, а механический измеритель выполнен в виде. взаимодействующего с кронштейном 4 рычага 15, шарнирно связан" ного с основанием 1 посредством кронштейна 16 и стойки 17. Одно плечо 18 рычаг 15 размещено в горизонтально распоздожецогл отверстшд 19 иронштейдда сЪ, а дзторое сдзязано со шкалой 20 гпддзпсатора 5 величины изгиба.Снловозбудитель 3 представляет собой например, винт 21 с маховиком 22.устройство содержит также измеритель...
Устройство для суммирования двух однородных величин электрическим путем

Номер патента: 47369
Опубликовано: 30.06.1936
Автор: Арутюнов
МПК: G01D 1/04
Метки: величин, двух, однородных, путем, суммирования, электрическим
...зависящих от потребляемой приборами энергии и правильного выбора постоянных суммирования.Предлагаемое устройство дает воз - можность получить сумму изменений (296) было того, дланогоо хбы то нитов. Кромеующих, прт лишь одника токакак на посом токе.схема включи В, изменпросуммиро ения ения вавы. двух с которыТок Г 3 Г 3(обозначения соответствуютна фнг. 1).Сопротивления следуеттак, чтобы в начальномдвижков, соответствующем нучениям слагаемых, соблюдало казани подобрать цоложениилевым знась условие: г. О = ГЗО = ГЗО и этом- О,изменение сопротивлениизнть таким образом: Тогда можно Вы=г -устроиства для суммирования двух однородных вэлектрическим путем.К авторскому свидетельству В. О. Арутюнова, заявленному 21935 года (спр. о перв. М...
Устройство для предварительной установки требуемой величины напряжения в рентгеновских аппаратах

Номер патента: 65741
Опубликовано: 01.01.1946
Автор: Филиппович
МПК: H05G 1/10
Метки: аппаратах, величины, предварительной, рентгеновских, требуемой, установки
...цепи кенотрона производится от делителя напряжения ДН, вклюценного через выпрямитель В на вь;ходные зажимы регулцровочного устройства РУ. Анодный ток такого кенотрона прп правильном выборе коэфициента трансформации вспомогательного трансформатора БТ может быть сделан пропорциональным току трубки. При примеб 5741 Предмет изобрстсция ктор В. Н. Костров Техн. редактор М. В. Смольякова 09856. Подписано к печати 20/Х 1 1947 г. Тираж 500 экз. Цена 65 коп. Зак. 81 ипография Госпланиздата им. Воровского, Ка кении трубок с сильной зависимостью тока от напряжения на трубке можно добиться аналогичной зависимости анодного тока кенотрона (в известном диапазоне цапряжеций)путем подбора положения движков делителя напряжечця ДЧ ц сопротивления...
Предыдущий патент: Устройство для сварки прямошовных труб трением
Следующий патент: Способ изготовления полых деталей
Случайный патент: Поддон для длинномерных грузов