Способ абразивно-электроэрозионного шлифования
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1273220
Авторы: Гродзинский, Исакова, Редько





Текст
(57) Изобре одител про ния роц рую уме конт научно-иссле- еталлорежущих П пусмо первоначаль жуток. Повы гию, вводимникновенияной энергиичальной режливают исхоработки. Циния процесс ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ НИЕ ИЗО У СВИДЕТЕЛЬСТВУ(71) Ордена Трудового Красного Знмени экспериментальныйдовательский институт мстанков(56) Авторское свидетельство СССРУ 872164, кл. В 23 Н 5/00, 5/04,1979,(54) СПОСОБОННОГО ШЛИФО АБРАЗИВНО-ЭЛЕКТРОЭРОЗВАНИЯ ение позволяет повысить ьность плоского шлифовассе которого постояннорежущую способность кру ьшении ее до минимально еличины восстанавливают ый межэлектродный промеают электрическую энерю в промежуток, до возуговых разрядов эаданПо достижении первонаущей способности устанавные значения режимов обл повторяют до оконча 5 ил.1273220 Способ реализуют следующим образом. 50Устанавливают исходя из технологических соображений (отсутствие сколов, прижогов и других дефектов заготовки), форсированные величины относительных подач (продольная Б, ) 55 поперечная Я, , глубина резания С ) заготовкй и круга на участ )ке 1-2.- С) Изобретение относится к шлифованию абразивным (алмазным) кругом на токоподводящей связке в среде слабо- проводящего электролита или диэлектрической жидкости, при котором в зону резания вводится электрическая энергия для правки круга и используется заготовка в качестве правящего электрода-инструмента.Цель изобретения - повышение производительности алмазно-электроэрозионного шлифования за счет использования цикла, при котором чередуютшлифование на форсированных подачахпри малой эффективности правки круга, т.е. в условиях его постепенногозатупления, со шлифованием на пониженных подачах при высокоэффективнойправке круга,Это достигается тем, что заготовку продолжают шлифовать после появления коротких замыканий и приснижении режущей способности до минимально допустимой величины, восстанавливают первоначальный межэлектродный промежуток, после чего повышаютэлектрическую энергию до возникновения дуговых разрядов с заданной энергией, а после достижения первоначального значения режущей способностиустанавливают исходные величины подачи электрической энергии и повторяютуказанный цикл до окончания обработки заготовки.На фиг. 1 изображен график изменения механических подач во времени;на фиг.2 - график изменения режущейспособности во времени; на фиг.3график изменения электрической энергии во времени; на фиг.4 в , осциллограмма импульсов напряжения при исходном его амплитудном значении,меньшем напряжения горения дуги; нафиг.5 - осциллограмма импульсов напряжения при исходном его амплитудномзначении, большем напряжения горениядуги. 5 10 15 20 25 30 35 40 45 В процессе шлифования измеряют режущую способность Р круга (непосредственно путем использования специальных датчиков или косвенно по мощности на приводе шпинделя, шумовым характеристикам и т.п.). Исходное значение режущей способности обозначено РВ зону резания вводится постоянно или периодически электрическая энергия 11, при которой происходит лишь частичная правка инструмента. И, не должна превышать той величины, при которой наступает иэ-за ее введения ухудшение режущих свойств круга и качества шлифуемой поверхности при коротких замыканиях. Величину энергии Ч устанавливают меньше максимальной для используемого источника питания. Амплитудное напряжение импульсов напряжения на участке 1-2 может быть меньше напряжения горения дуги и выше его.По мере шлифования на форсированных подачах происходит постепенная потеря режущих свойств круга из-за засаливания" и затупления его зерен. В зоне резания начинают возникать короткие замыкания (импульсы 3), при которых правка круга с энергией Ю1 малоэффективна. Продолжают шлифовать заготовку до снижения режущей способности до минимально допустимой величины Р , затем уменьшают по меньшей мере одну механическую подачу, например Св, ) до значения Г 8 . В резульвдтате увеличивается межэлектродный зазор, улучшаются условия для протекания электроэрозионных процессов (импульсы 4), исчезают короткие замыкания (импульсы 3) в зоне резания. Для ускорения правки увеличивают энергию до величины, при которой в процессе шлифования на пониженных подачах поддерживаются дуговые разряды (импульсы 5) жаданной энергии,обеспечивающие определенную скоростьвосстановления режущей способностикруга, установленную из техникоэкономических соображений, например времени восстановления режущей способности, расхода алмазов кругаЗаданную энергию импульсов У рассчитывают по формуле где Я - скорость восстановления режущей способности круга;1273220 31 - частота следования импульсов;С - коэффициент, зависящий отматериала связки круга.При этом учитывается предел увели в 5чения энергии И , определяемый ухудшением качества круга, например графитизацией алмазных зерен.Увеличение энергии до заданногозначения может быть осуществлено за 1 Осчет повышения напряжения источникапитания. Амплитудное напряжение, подводимое к зоне резания, должно бытьвыше напряжения горения дуги.При достижении первоначальной режущей способности круга Р, возвращаются к исходной величине подачиВР,1и электрической энергии МЦикл: шлифование на форсированныхрежимах (механических подачах) с вве дением (постоянным или периодическим)малой электрической энергии - шлифование на пониженных механических по-дачах с введением повышенной электрической энергии, при которой происходят дуговые разряды, повторяют доокончания обработки заготовки.Способ проверен в ЭНИМСе на плоскошлифовальном станке мод. ЗЕ 711 АФ 1,модернизированном в алмазно-электро- ЗОэрозионный, с использованием в качестве источников питания двухполупериодного выпрямителя или генератора ИТТ. Шлифовались детали из магнитного сплава марки ЮНДК 35 Т 5 и без-вольфрамового твердого сплава маркиКНТ 16 с.использованием в качестве.рабочей жидкости 27.-го раствора соды.П р и м е р 1. Проводилось шлифование торцов 20 заготовок диаметроьо40 мм из магнитного сплава кругом схарактеристикой АПП 250 16576,АСВ 200/160, М 1 - 1007. на режимах8 20 м/мин, Б 4 мм/ход,0,04 мм/проход. Амплитудное напряжение холостого хода двухполупериодного выпрямителя составляло 11 - 12 В,эффективная мощность на приводе шпинделя - 1,5 кВт, По мере шлифованияв зоне резания возникли короткие замыкания, наличие которых фиксировали шлейфовым осциллографом маркиН 115. Поскольку правка круга быламалоэффективной, мощность на приводешпинделя постепенно увеличивалась и55при достижении 1,7 кВт на поверхности детали стала появляться"дробь , свидетельствующая о снижении режущей способности круга до минимально допустимой величины. Послеэтого уменьшили глубину резания доисчезновения коротких замыканий взоне резания, т.е. до С =0,01 мм/проход и повысили напряжейие источникапитания до величины, при которой возникали и поддерживались дуговые разряды с заданной энергией 2-4 Дж(амплитудное напряжение 42-45 В),Поскольку в процессе шлифования имеют место относительные движения заготовки и круга, величина электрической энергии, которая реализуется наэлементарном участке круга, почти напорядок меньше. Величина энергии устанавливалась на основании экспериментальных данных, при этом обеспечивалась скорость правки круга ( ФМ",1100 мм /мин. При снижении энергииниже заданной уменьшалась скоростьправки, а при увеличении - ухудшалось качество правки круга. Одновременно с правкой проводилось шлифование заготовки. Для определения момента восстановления первоначальнойрежущей способности круга периодически кратковременно увеличивали глубину резания до первоначальной величины (Т = 0,04 мм/проход) и наблюдали за величиной мощности на приводешпинделя, характеризующей режущуюспособность круга.При восстановлении первоначальнойрежущей способности круга увеличивали глубину резания до 0,04 мм/проходи снижали напряжение с 42-45 до 11 -12 В, т.е. до первоначальных значений.При использовании предлагаемогоспособа шлифования магнитного сплавапроизводительность (с учетом временина правку) составляла 1,5 см/лин,а относительный расход алмазов кругас учетом правки круга - 1,7 мг алмазов /г магнитного сплава. Шероховатость обработанной поверхности детали соответствовала К - 0,5-0,63 мкм.В известных способах шлифования техже материалов производительность непревышала 0,6-0,1 см /мин.зП р и м е р 2. Проводилось шлифование кругом АПП 25025"5 75,АСВ 160/125, М 1 - 1007. л 1 ерных пластин (толщина 0,8-2 мм) из безвольфрамового твердого сплава маркиКНТ 16 с применением генератора ИТТ 35.Исходя из технологических соображе 5 12 ний (повышенная хрупкость материала) установлены следующие режимы шлифования: Я 15-16 м/мин; Б3 мм/ход; й, =0,01 мм/проход; амплитудное напряжение 45 В.Шлифование проводилось в течение 50-60 мин, и спустя это время в зоне резания появились короткие замыкания, затем продолжали шлифование 10 мин. После появления на поверхности детали дроби", свидетельствующей о потере режущих свойств круга, уменьшались механические режимы за счет снижения продольной подачи до 7-8 м/мин и глубины резания до 0,005 мм/проход. При этом исчезли короткие замыкания (в противном случае при шлифовании без снижения подач на деталях образовывались трещины, сколы и др. дефекты). Затем повышалась электрическая энергия путем увеличения напряжения источника питания до 55 В. При повышенной энергии проводилось шлифование в течение 15 мин. За это время восстановлены режущие свойства круга. Цикл повторялся до окончания шлифования партии деталей. При этом средняя производительность за весь цикл составзляла 0,35 см /мин, а удельный расход алмазов 10,0-11,0 мг/г. При иэвест 73220.ных способах шлифования производительность с учетом потерь времени на правку круга не превышала 0,2 см /мин. Дефектов в поверхностном слое изделий при работе по описанному циклу обнаружено не было, резко снизился брак изделий за счет поломок обрабатываемых пластин.Ф о р м у л а изобретения 1 ОСпособ абразивно-электроэрозионного шлифовяния, согласно которомуподдерживают режущую способность абразивного круга путем регулирования 15 электрических режимов обработки,о т л и ч а ю щ и й с я тем, что,с целью повышения. производительностишлифования, при достижении минимально допустимой величины режущей спо собности абразивного круга осуществляют восстановление начального межэлектродного промежутка, после чегоповышают электрическую энергию, вводимую в промежуток до возникновения25 дуговых разрядов ваданной энергии,а по достижении первоначальной режущей способности абразивного кругаустанавливают исходные значения режимов обработки и повторяют указан 30 ный цикл до окончания процесса обработки,Заказ 6373/1 1 Тираж 1 ВНИИПИ ГосУдаР по делам из 113035, Москвроизводственно-полиграфическое предприятие, г.ужгород, ул.Проектна 8 ар, лса,1 ур Впогц, йоши 01 Подписно твенного комитета СССР бретений и открытий Ж, Раушская наб.,
СмотретьЗаявка
3584890, 27.04.1983
ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ЭКСПЕРИМЕНТАЛЬНЫЙ НАУЧНО ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
ГРОДЗИНСКИЙ ЭДУАРД ЯКОВЛЕВИЧ, ИСАКОВА РОАЛЬДА БОРИСОВНА, РЕДЬКО ФЕДОР ФЕДОРОВИЧ
МПК / Метки
МПК: B23H 5/04
Метки: абразивно-электроэрозионного, шлифования
Опубликовано: 30.11.1986
Код ссылки
<a href="https://patents.su/5-1273220-sposob-abrazivno-ehlektroehrozionnogo-shlifovaniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ абразивно-электроэрозионного шлифования</a>
Способ упрочнения режущего инструмента в процессе резания

Номер патента: 1081221
Опубликовано: 23.03.1984
Авторы: Мамедов, Садыгов, Салманов
МПК: C21D 9/22
Метки: инструмента, процессе, режущего, резания, упрочнения
...при повышенныхрежимах резания (на 20-30%) в течение 2-3 мин 23Однако упрочнение инструмента по35известному способу не всегда эффективно. Это объясняется тем, чтомногие инструменты при ужесточениирежимов резания не выдерживают нагрузки и преждевременно выходят изстроя или же установленная технологияне позволяет повысить режим резания. 221 2Цель изобретения - повышение эксплуатационной стойкости инструмента за счет уменьшения усилия резания.Поставленная цель достигается тем, что согласно способу упрочнения режущего инструмента в процессе резания, включающему насыщение из водного раствора насыщающего углеродсодержащего материала, в качестве насыщающего материала применяют карбоксилметилцеллюлоэу,Производят предварительное...
Электролит для электролитического шлифования твердого сплава на основе карбида титана

Номер патента: 650767
Опубликовано: 05.03.1979
Авторы: Апарин, Васильев, Зайцев, Каневский, Лимонов, Уткевич
МПК: B23P 1/16
Метки: карбида, основе, сплава, твердого, титана, шлифования, электролит, электролитического
...электролита, вес.%:Азотнокислый натрий8Натрий фосфорнокислый3Натрий фосфорнокислыйдвузамещенныйБензонат натрияВодаАзотнокислый натрийНатрий фосфорнокислыйНатрий фосфорнокислыйдвузамещенныйБензонат натрияВодаОстальноеЯ. Азотнокислый натрийНатрий фосфорнокислыйНатрий фосфорнокислый5двузамещенныйБензонат натрияВода Остальное,Результаты испытаний на граничные составы электролита приведеныв табл. 2.За критерии оценки при испытанииэлектролитов принимались:производительность шлифования;шероховатость обработанной поверхности;эффективная мощность шлифования;удельный износ круга.Предлагаемый состав электролитахарактеризуется наличием синергетического эффекта при электрохимическом шлифовании твердого сплава наоснове карбида титана,...
Способ охлаждения зоны резания при абразивной обработке

Номер патента: 1114534
Опубликовано: 23.09.1984
МПК: B24B 55/02
Метки: абразивной, зоны, обработке, охлаждения, резания
...1 изображено устройство лляосуществления предлагаемого способа; общий вид; на фиг. 2 - схема образованиявоздушной пленки на периферии шлифовальч 40ного круга, препятствующеи проникновениюСОЖ в зону резания; на фиг. 3 - способудаления воздушной пленКи с помощьюролика; на фиг. 4 - схема перекрытия зазоров и пазух шлифовального круга эластичным материалом ролика. 45Способ осуществляют следующим образом.В зону резания между шлнфовальнымкругом 1 и деталью 2 из сопла 3 подаетсяструя СОЖ 4, К шлифовальному кругу подводится ролик 5 из эластичного материала, 50который, находясь в, постоянном контактес шлифовальным кругом, прижим ается кнему с некоторым усилием. При вращении шлифовального круга 1 вокруг него образуется воздушная пленка 6,...
Способ обработки материалов резанием

Номер патента: 1641507
Опубликовано: 15.04.1991
Авторы: Волгарев, Назаренко, Неганов, Терегулов
МПК: B23B 1/00
Метки: резанием
...термического воздействия отраженного лазерного луча на режущий инструмент,Способ обработки материалов был реализован на токарно-винторезном станке ТВ 320 совместно с установкой "КардамонВ качестве обрабатываемого материала иакаэ 1107 Тираж 553 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб 4/5 роизводственно-иэдательский комбинат "Патент", г, Ужгород, ул,Гагарин пользовали корроэионностойкую труднообрабаты ваемую сталь 07 Х 6 Н 6, Режущая часть резца ВК 8 имела следующие геометрические параметры: у = 10 О; а = а 1 = 10 О; Л= Оо; у =с = 45 О; г = 0,5 мм.,В процессе обработки поддерживали оптимальные режимы резания; скорость резания Ч = 1 м/с, подача 3 = 0,1 мм(об,...
Устройство для изучения процесса резания сегментно пальцевым режущим аппаратом
Номер патента: 1683541
Опубликовано: 15.10.1991
Автор: Ващенко
МПК: A01D 34/00
Метки: аппаратом, изучения, пальцевым, процесса, режущим, резания, сегментно
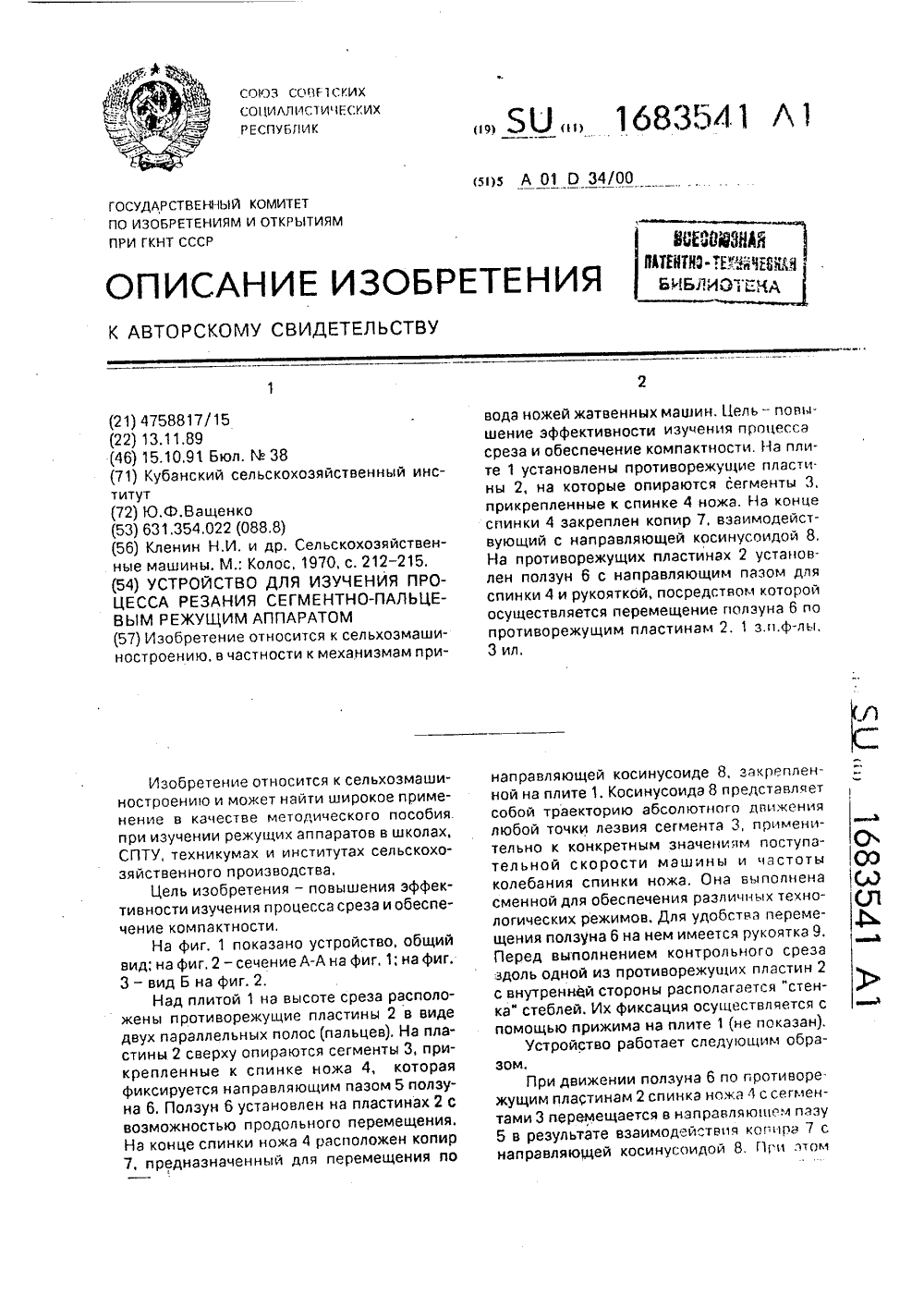
...косинусоиде 8, закрепленной на плите 1. Косинусоида 8 представляет собой траекторию абсолютного движения любой точки лезвия сегмента 3, применительно к конкретным значениям поступательной скорости машины и частоты колебания спинки ножа. Она выполнена сменной для обеспечения различных технологических режимов. Для удобства перемещения ползуна б на нем имеется рукоятка 9. Перед выполнением контрольного среза вдоль одной из противорежущих пластин 2 с внутренн 4 й стороны располагается "стенка" стеблей, Их фиксация осуществляется с помощью прижима на плите 1 (не показан).Устройство работает следующим образом.При движении полэуна б по противоре. жущим пластинам 2 спинка ножа 4 с сегментами 3 перемещается в направляюшвм пээу 5 в...
Предыдущий патент: Способ размерной электрохимической обработки
Следующий патент: Электрический паяльник
Случайный патент: Устройство для фиксации поворота рабочего органа погрузочной машины