Способ определения размерного износа многолезвенных инструментов и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
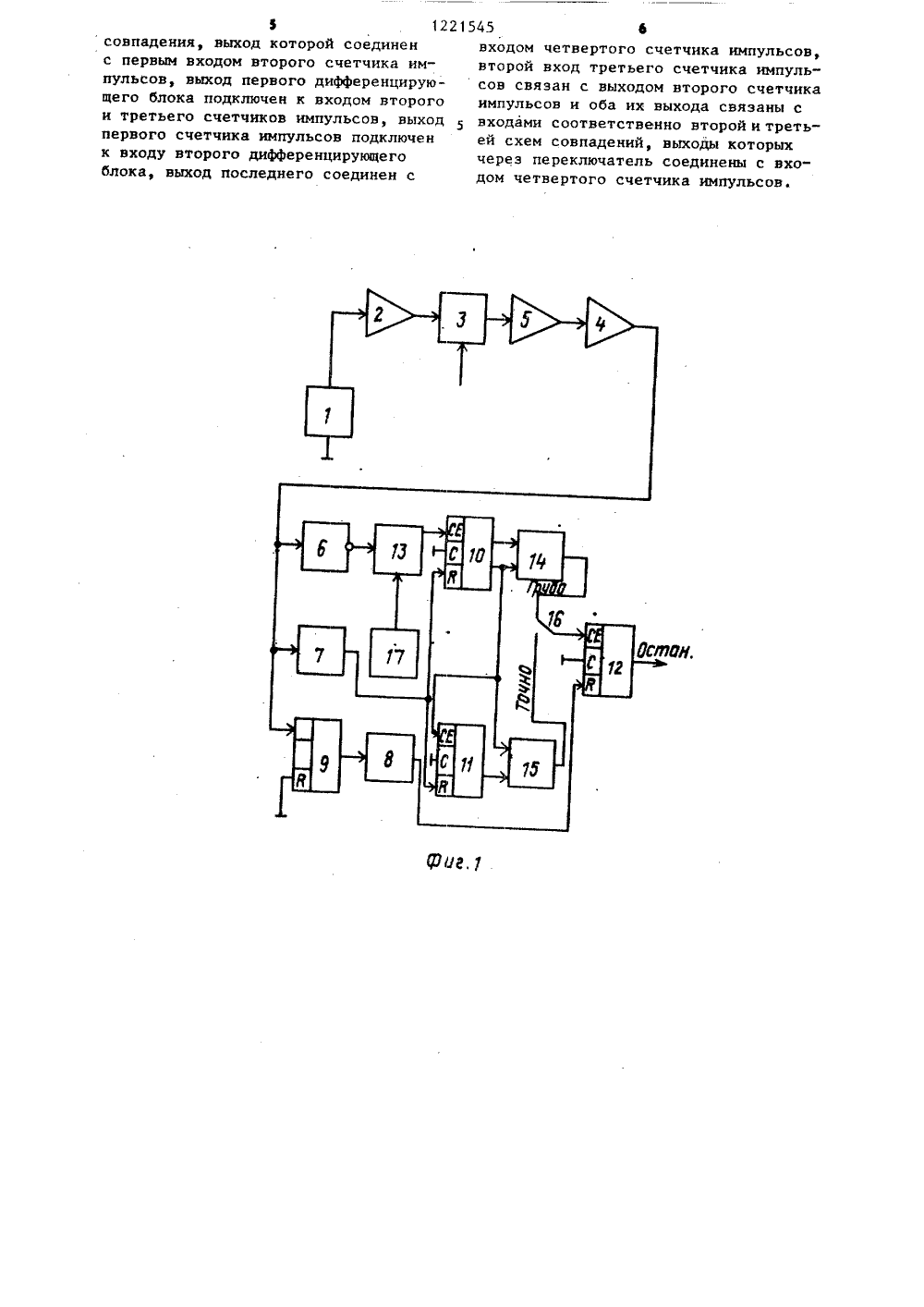
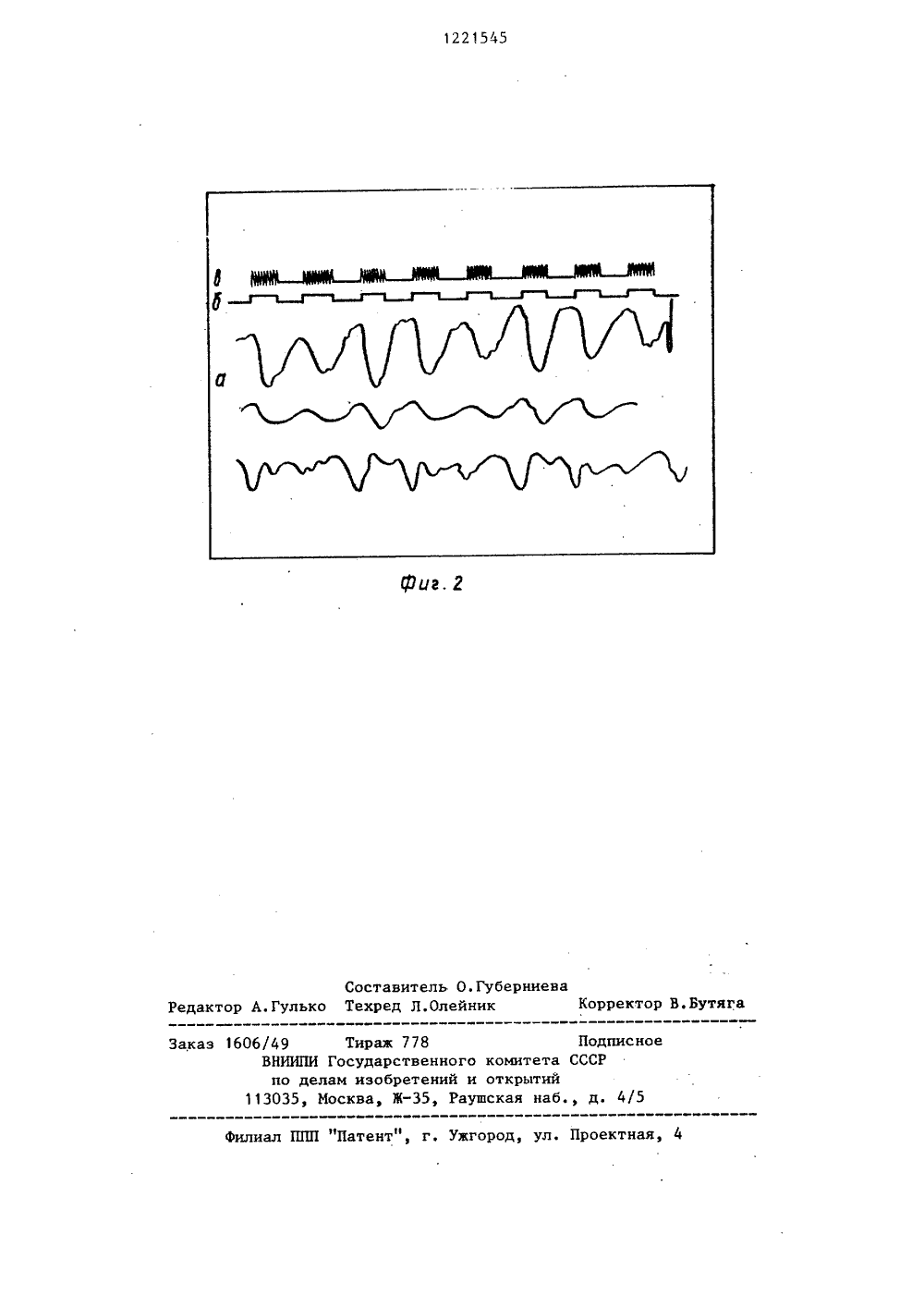
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИН ЕТЕНИЯ А.Н.З рский етельство СССР Я 1/08, 1981. ельство СССР И 3/58, 1980. ость по инструме со скваж вызванны струмент меряются п ф ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ ИСАНИЕ ИЗ КОМУ СВИДЕТЕЛЬСТВ 3739549/25-2816.05.8430.03.86. Бюл.Всесоюзный эаой институтМ.М.Аршанский,(54) СПОСОБ ОПРЕДЕЛЕНИЯ РАЗ 1 П.РНОГО ИЗНОСА МНОГОЛЕЗВИЙНЫХ ИНСТРУМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (57) Изобретение относится к автома тическому управлению процессами резания на металлорежущих станках и может быть использовано для определе ния момента смены или подналадки металлорежущего инструмента. Цель изоб ретения - повышение точности эа счет использования в качестве характеристического параметра скважности колебаний. В процессе резания регистрируют колебания в момент вреэания зубьев инструмента в заготовку. За основной параметр, по которому определяют размерный износ, принимают скважность колебаний, вызванных не- изношенным лезвием инструмента. Сква упериода изношенного зуба та искажается по сравнению остью полупериода колебаний остро заточенным зубом ин. Колебания инструмента издатчиком колебаний, постуогласующий усилитель и ыделяющий одну квазигармониЯО 1221545 А ческую составляющую, соответствующую частоте вреэания зубьев. Отфильтрованный сигнал поступает в усилитель с автоматической регулировкой усилителя, далее на формирователь импульсов, на выходе которого получаются прямоугольные импульсы, соответствующие полупериоду колебаний эубцовой частоты. Они имеют постоянную амплитуду, но разную скважность следования импульсов, которая и характеризует величину износа инструмента. Прямоугольные импульсы поступают одновременно на инвертор, первый дифференцирующий блок и первый счетчик импульсов, С инвертора сигнал идет на пер вую схему совпадения, на второй вход которой поступает сигнал заданной скважности от тактового генератора. Количество тактирующих импульсов,ЮЩс откладывающихся в одном импульсе ко- Я лебаний, заносится в память второго счетчика, которыи включается дифференцирующим блоком, вырабатывающимимпульсы облучения по переднему фронту исследуемого прямоугольного импульса. Информация о количестве тактов в одном исследуемом импульсепоступает на вторую схему совпадения, а оттуда в четвертый счетчик.Этот счетчик необходим для исключения ложного срабатывания. Он выдаеткоманду на остановку или подналадкустанка только в том случае, когдаинформация об износе подтвердитсяна двух последующих оборотах инструмента. Это достигается за счет первого счетчика, который просчитываетчисло тактов, необходимое для двухоборотов инструмента, и через второйдифференцирующий блок выдает импульсна обнуление, включающий четвертыйсчетчик в работу. С помощью третьегосчетчика и третьей схемы совпадения 1221545 можно получить информацию о состоянии зуба как в канале размерного, так и в канале предельного износа. 2 с.п. ф-лы, 2 ил.5 10 15 20 25 30 35 40 45 Изобретение относится к автоматическому управлению процессом резания на металлорежущих станках,эксплуатируемых в составе гибких автоматизированных производств, и можетбыть использовано для определениямомента смены или подналадки металлорежущего инструмента,Цель изобретения - повышение точности.Сущность способа заключается вследующем.В процессе резания измеряют пара,метры возникших при этом механических колебаний. Регистрируют колебания в момент врезания зубьев инструмента в заготовку. За основной параметр, по которому определяют размерный износ, принимают скважность колебаний, вызванных неиэношеннымлезвием инструмента.Основная идея способа заключаетсяв том, что по мере размерного износаотдельный зуб инструмента входит взаготовку с некоторым запаздыванием,в результате чего скважность полупериода вынужденных колебаний инструмента, вызванных этим вхождением,искажается по сравнению со скважностью полупериода колебаний, вызванных острозаточенным зубом,На фиг.1 изображена блок-схемаустройства, реализующего предлагаемый способ; на фиг. 2 - осциллограмы,иллюстрирующие реализацию способа.Устройство для определения размерного износа многолеэвенных инструментов содержит последовательно соединенные датчик 1 колебаний, согласующий усилитель 2 и полосовой фильтр3. Устройство снабжено соединеннымиформирователем 4 импульсов и усилителем 5 с автоматической регулировкойусиления, вход которого связан с выходом полосового фильтра 3. Устройство также снабжено инвертором 6, двумядифференцирующими блоками 7 и 8, четырьмя счетчиками 9 - 12 импульсов, тремя схемами 13, 14 и 15 совпадения, переключателем 16 и тактовым генератором 17, выход которого подключен к первому входу первой схемы 13 совпадения, выход формирователя 4импульсов подключен к входам первого счетчика 9 импульсов, первого дифференцирующего блока 7 и инвертора 6, выхоц инвертора 6 соединен с вторым входом первой схемы 13 совпадения, выход которой соединен с первым входом второго счетчика 10 импульсов. Выход первого дифференцирующего блока 7 подключен к входам второго и третьего счетчиков 10 и 11 импульсов, выход первого счетчика 9 импульсов подключен к входу второго дифференцирующего блока 8, выход которого соединен с входом четвертого счетчика 12 импульсов, второй вход третьего счетчика 11 импульсов связан с выходом второго счетчика 10 импульсов, а оба их выхода связаны с входами соответственно второй и третьей схемы 14 и 15 совпадений, выходы которых через переключатель 16 соединены с входами четвертого счетчика 12 импульсов.Устройство работает следующим образом.Колебания инструмента измеряются датчиком 1 и поступают на согласующий усилитель 2 с регулируемым коэффициентом усиления. К выходу усилителя подключают полосовой фильтр 3 с коэффициентом передачи, примерно равным единице, и необходимой добротностью. Этот фильтр выделяет только одну квазигармоническую составляющую, соответствующую частоте вреэания зубьев. Фильтр перенастраиваемый, что может осуществляться от программы ЧПУ станка, поскольку информация об изменении частоты вращения фрезы записана в ней. Отфильтрованный сигнал поступает в усили тель 5 с автоматической регулировкой усиления (АРУ). Амплитуда измеряемых колебаний может меняться в широких пределах в зависимости от глубины и ширины резания, твердости обрабатываемого матерйала, скорости резания, подачи на зуб и т.д. Автоматическая регулировка усиления как раэ и необходима для нормирования уровня сигнала и поддерживания его независимо от условий резания постоянным (нормированный сигнал с выхода усилителя 5 показан на фиг. 2 а ). Он поступает на формирователь 4 импульсов, на выходе которого получаются прямоугольные импульсы, соответствующие полупериоду колебаний зубцовой частоты. Они имеют постоянную амплитуду, но разную скважность следования импульсов, которая и характеризует величину размерного износа инструмента (рис. 2 3 ).Прямоугольные импульсы поступают одновременно на инвертор 6, первый дифференцирующий блок 7 и счетчик 9 импульсов. С инвертора 6. сигнал идет на схему 13 совпадения, на второй вход которой поступают сигналы заданной скважности от тактового генератора 17, Количество тактирующих импульсов, откладывающихся в одном импульсе колебаний, заносится (фиг, 2 3 ) в память счетчика 10. Включение счет" чика 10 в работу осуществляется дифференцирующим блоком 7, который ,вырабатывает импульсы обнуления по переднему фронту исследуемого прямоугольного импульса. Информация о количестве тактов в одном исследуемом импульсе поступает в схему 14 совпадения, а оттуда в счетчик 12. Этот счетчик необходим для исключения ложного срабатывания. Он выдает команду на остановку или подналадку станка только в том случае, если информация о величине износа зуба подтвердится на двух (или в любом выбранном количестве) последующих оборотах инструмента. Это достигается эа счет счетчика 9, который просчитывает число тактов, необходимое для двух оборотов инструмента, и через второй дифференцирующий блок 8 выдает импульс на обнуление, включающий счетчик 12 в работу. В схеме устройства предусмотрен еще один счетчик 11 тактов и еще рдна схема, 15 совпадения. С 221545 4"помощью счетчика 11 и схемы 15 совпадения можно получить более точнуюинформацию о состоянии зуба как вканале размерного,так и в каналепредельного износа.Устройство может работать в двухрежимах по определению предельногои размерного износа. В первом случаеосуществляется грубая оценка скваж ности исследуемого импульса, длячего требуется небольшое количествотактирующих импульсов. Во второмслучае число таких импульсов можетвозрасти на порядок и больше и отсчетих должен производиться значительноточнее, так как каждый импульс соответствует определенной величине размерного износа, что и осуществляетсясчетчиком 11 импульсов и схемой 15совпадения.Формула изобретения1. Способ определения размерного 25 износа многолезвийных инструментов,заключающийся в том, что в процессе резания измеряют параметры возникших при этом механических колебаний, по которым определяют размерный износ, о т л и ч а ю щ и й с я тем, что, с целью повышения точности, регистрируют колебания в момент врезания зубьев инструмента в заготовку и скважность колебаний, вызванных не- изношенным лезвием инструмента, принимают за основной параметр.2. Устройство для определения размерного износа многолезвийных инструментов, содержащее последовательно 40 соединенные датчик колебаний, согласующий усилитель и полосовой фильтр,о т л и ч а ю щ е е с я тем, что,с целью повышения точности, оно снабжено соединенными формирователем им пульсов и усилителем с автоматической регулировкой усиления, вход которого связан с выходом полосовогофильтра, инвертором, двумя дифференцирующими блоками, четырьмя счетчи ками импульсов, тремя схемами совпадения, переключателем и тактовымгенератором, выход которого подключенк первому входу первой схемы совпадения, выход формирователя импульсов 55 подключен к входам первого счетчикаимпульсов, первого дифференцирующегоблока и инвертора,выход последнегосоединен с вторым входом первой схемы3 12 совпадения, выход которой соединен с первым входом второго счетчика импульсов, выход первого дифференцирующего блока подключен к входом второго и третьего счетчиков импульсов, выход первого счетчика импульсов подключен к входу второго дифференцирующего блока, выход последнего соединен с 21545 бвходом четвертого счетчика импульсов, второй вход третьего счетчика импульсов связан с выходом второго счетчика импульсов и оба их выхода связаны с 5 входами соответственно второй и третьей схем совпадений, выходы которых через переключатель соединены с входом четвертого счетчика импульсов.1221545ДцгСоставитель О,Губерниева актор А.Гулько Техред Л.Олейник Корректор В.Бутяг каз 1606/49 Подписное ВНИИПИ СССРпо де113035, д. 4/5Филиал ППП "Патент", г. Ужгород, ул. Проектная
СмотретьЗаявка
3739549, 16.05.1984
ВСЕСОЮЗНЫЙ ЗАОЧНЫЙ МАШИНОСТРОИТЕЛЬНЫЙ ИНСТИТУТ
АРШАНСКИЙ МИХАИЛ МАРКОВИЧ, ЗАГОРСКИЙ АРКАДИЙ НИКОЛАЕВИЧ, МОСЕЙЧУК АЛЕКСАНДР ЯКОВЛЕВИЧ
МПК / Метки
МПК: G01N 3/58
Метки: износа, инструментов, многолезвенных, размерного
Опубликовано: 30.03.1986
Код ссылки
<a href="https://patents.su/5-1221545-sposob-opredeleniya-razmernogo-iznosa-mnogolezvennykh-instrumentov-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ определения размерного износа многолезвенных инструментов и устройство для его осуществления</a>
Селектор импульсов по частоте следования

Номер патента: 898604
Опубликовано: 15.01.1982
Авторы: Абакумов, Бантюков, Кирпиленко, Малиновский, Яценко
МПК: H03K 5/26
Метки: импульсов, селектор, следования, частоте
...подключены ко второму и последующим входам дешифратора, второй счетчик импульсов, суммирующий вход которого подключен к выходу элемента И, а сбросовый вход соединен со сбросовым входом первого счетчика импульсов и подключен через элемент задержки к первому входу дешиЬратора и выходу Ьормирователя импульсов, генератор импульсов, выход которого соединен с одним входом элемента И, и блок выходных элементов И, выход второго счетчика импульсов соединен со входом формирователя импульсов, выходы дешиЬратора подключены соответствен- фО но ко второму входу элемента И, выходным шинам и первым входам элементов И блока выходных элементов И, вторые входы которых соединены с единичными выходами разрядов первого счетчика 45 импульсов. На чертеже...
Двухполупериодный цифровой фазометр с постоянным измерительным временем

Номер патента: 894596
Опубликовано: 30.12.1981
Автор: Сливинский
МПК: G01R 25/00
Метки: временем, двухполупериодный, измерительным, постоянным, фазометр, цифровой
...соответствует положительной полуволне входного сигнала О , то выходное напряжение УПТ 16 уменьшается, т.е. формирователь 29 стремится к равновесному устойчивому состоянию в сторону уменьшения аргумента входного синусоидального сигнала, для отрицательной полу- волны - в сторону увеличения аргумента.В связи с этим формирователь 29 может устанавливаться в устойчивое состояние нерабочее), соответствующее максимальному напряжению с выхода УПТ 16 для измеряемой разности фаз 180 .или минимальному напряжению соУПТ 16 для Ц ) 180 о. Если в этом случае изменить напряжение на выходе УПТ 16 на противоположное, то формирователь 29 автоматически устанавливается в устойчивую рабочую точку рав" новесия. Для этого пределы изменения выходного напряжения...
Делитель частоты следования импульсов с регулируемой длительностью импульсов

Номер патента: 1721823
Опубликовано: 23.03.1992
Автор: Теслик
МПК: H03K 23/66
Метки: делитель, длительностью, импульсов, регулируемой, следования, частоты
...первого счетчика 7 импульсов.Первый 7 и второй 8 счетчики импульсов предназначены для счета входных импульсов, поступающих по первой входной шине 11, За время формирования периода входных импульсов первый счетчик 7 импульсов просчитывает количество импульсов, пропорциональное длительности паузы между выходными импульсами. Второй счетчик 8 импульсов просчитывает количество импульсов, пропорциональное длительности выходного импульса.10152025 30 354045 нал логической "1". На первую входную шину 11 подают входные импульсы, При исходном состоянии Т-триггера 10 на второй счетчик 8 импульсов подается команда записи, при наличии которой счетчик импуль 50 55 сов не считает, а в него записывается присутствующий на его входах код.Первый счетчик 7...
Устройство цикловой синхронизации в системах передачи цифровой информации

Номер патента: 578669
Опубликовано: 30.10.1977
МПК: H04L 7/08
Метки: информации, передачи, синхронизации, системах, цикловой, цифровой
...подключен к дополнительному входу рекуррентного анализатора 4, кроме того, счетный выход формирователя 7 меток времени подключен к соответствующему входу формирователя 10 одиночны.; сигналов, а выход блока 2 сравнения подключен через инвертор 8 к счетным входам первого 5 и второго 6 счетчиков единиц.Устройство работает следующим образом.Принимаемый сигнал из канала связи поступает на приемник 1 бинарного сигнала и с его выхода одновременно на рекуррентный анализатор 4 и блок 2 сравнения. С выхода рекуррентного анализатора 4, осуществляющего формирование проверочных символов, сигнал подается на второй вход блока 2 сравнения. Сигнал с выхода блока сравнения через инвертор 8 подается одновременно на счетные входы формирователя 10 одиночных...
Рециркуляционный измеритель временныхинтервалов

Номер патента: 801243
Опубликовано: 30.01.1981
Автор: Карпов
МПК: H03K 13/20
Метки: временныхинтервалов, измеритель, рециркуляционный
...вход элемента 4, на второй вход которого с компаратора 8 подаются короткие импульсы кван тования с периодом следования То . Импульсы квантования формируются в моменты равенства выходного напряжения цифроаналогового преобразовате- . ля 7 и генератора 9 пилообразного напряжения (фиг, 2,б). В первом цикле работы измерителя импульсы квантова ния формируются в моменты равенства нулю пилообразного напряжения(фиг,2 б и в). Во втором цикле работы устройства, когда импульс 1 х проходит через элемент 3 задержки с временем за О держки Т (фиг. 2,а),в счетчике 5 записывается единица. Это приводит к увеличению на ь О выходного напряжения цифроаналогового преобразователя 7 и к смещению на й во времени моментов совпадения входных напряжений компаратора...
Предыдущий патент: Устройство для определения динамической твердости материалов
Следующий патент: Способ определения количества газа в жидкости
Случайный патент: Способ получения полибензимидазолов