Способ обработки ротационным резцом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
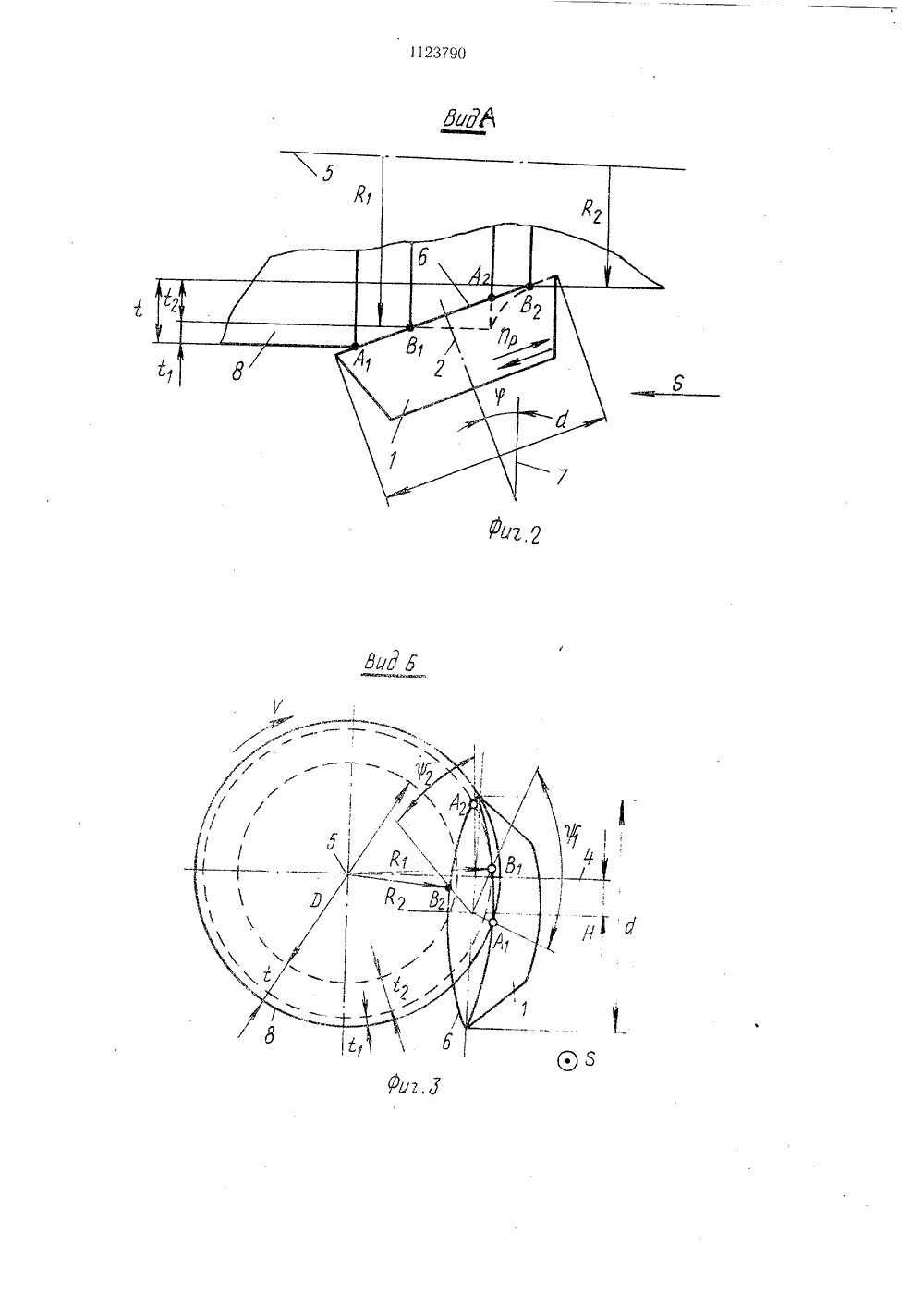
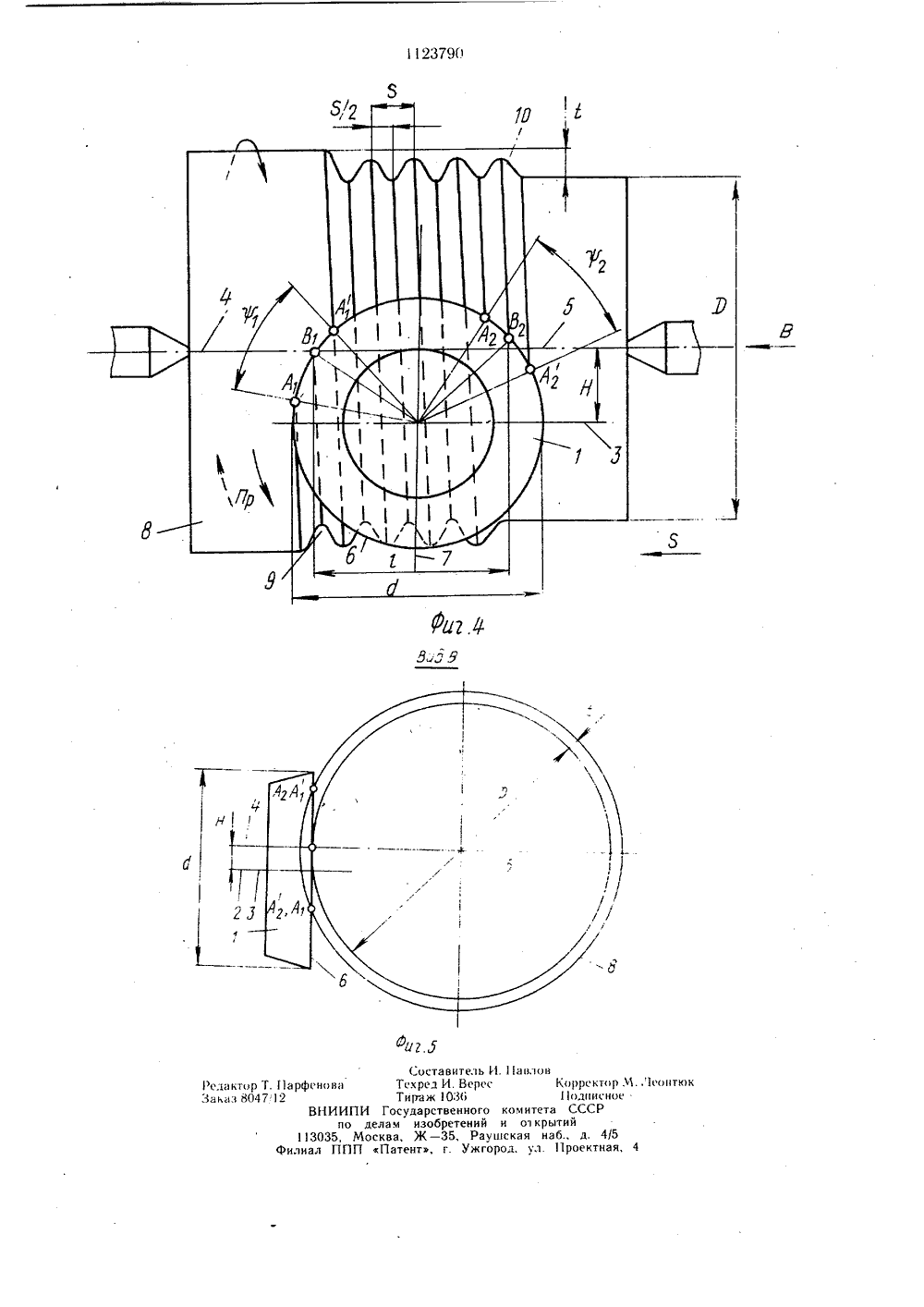
,ЯО 112379 А ОПИСАНИЕ ИЗОБРЕТЕНИ ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОбРЕТЕНИЙ И ОТНРЫТИ ВТОРСКОМУ СВИДЕТЕЛЬСТВУ(71) Могилевское отделение физико-технического института АН БССР(54) (57) 1. СПОСОБ ОБРАБОТКИ РОТАЦИОННЪМ РЕЗЦОМ с круговой режущейкромкой, вращающимся в процессе резания, при котором ось резца устанавливают в плоскости, смегцснной параллельно относительно основной плоскости, проходящей через ось станка и под углом к плоскости, перпендикулярной оси центров станка, отличающийся тем, что, с целью увеличения производительности и качества обработанной поверхности, указанный угол и величину смещения оси резца выбирают такими, что резец имеет две вершины, расположенные по разные стороны от его оси.2. Способ по п. 1, отличающийся тем, что ось резца устанавливают перпендикулярно оси центров станка, при этом величину продольной подачи выбирают такук 1, чтобы участок режущей кромки, расположенный впереди по ходу движения резца, образовывал в детали впадину, а последующий участок режущей кромки снимал выступ, оставленный первым участком.3. Способ по пп.и 2, отличцющиися тем, что величину смешения оси резца относительно основной плоскости выбирают такую, чтобы расстояние между вершинами резца, расположенными на одной поверхности детали, было равно половине подачи, увеличенной в нечетное число раз.1Изобретение относится к металлообработке и может быть применено к токарной обработке валов ротационными вращающимися резцами.Известен способ обработки валов ротационным резцом с круговой режущей кромкой, вращающимся в процессе резания, при котором ось резца устанавливают в плоскости, смещенной параллельно относительно основной плоскости, проходящей через ось станка и под углом к плоскости, пер пендикулярной,оси центров станка 1.Недостатком известного способа обра- ботки является малая производительность.Цель изобретения - повышение производительности и качества обработанной поверхности. Указанная цель достигается тем, что угол и величину смещения оси резца выбирают такими, что резец имеет две вершины, расположенные по разные стороны от его оси. Кроме того, ось резца устанавли вают перпендикулярно оси центров станка, при этом величину продольной подачи выбирают такую, чтобы участок режущей кромки, расположенный впереди по ходу движения резца, образовывал в детали впадину, а последующий участок режущей кромки снимал выступ, оставленный первым участок.Величину смещения оси резца относительно основной плоскости выбирают та 30 35 кую, чтобы расстояние между вершинами резца, расположенными на одной поверхности детали, было равно половине подачи, увеличенной в нечетное число раз,На фиг. 1 изображена схема установки резца, реализующая способ сО; на фиг. 2 - вид А на фиг. 1; на фиг. 3 -вид Б на фиг. 1; на фиг, 4 - схема установки резца, когда его ось перпендикулярна оси детали ( У = 0); на фиг. 5- вид В на фиг. 4.Способ обработки ротационным резцом 40 осуществляется следующим образом.Резец 1 устанавливают таким образом, что его ось 2 расположена в плоскости 3, которая параллельна плоскости 4, проходящей через ось 5 центров станка, и смещена относительно этой основной плоскости 4 на величину Н. Ось 2 резца 1 разворачивают относительно плоскости 7, перпендикулярной оси 5 центров станка, на угол т (фиг. 2). Величину угла г" выбирают таким, что резец имеет две вершины В, и В 50 (фиг, 1 - 3), которые расположены по разную сторону от оси 2 резца 1 (фиг. 2) и на разных расстояниях соответственно К, и К от оси 5 центров станка.Резец 1 своей режущей кромкой 6 контактирует с деталью 8 в пределах угла кон такта т 1, лежащего между точками режущей кромки А, и В, и в пределах угла контакта , лежащего между точками А, и В. Участок режущей кромки первой вершины В лежащий слева от оси 2 резца (фиг. 2), снимает припуск глубиной 1, . После первой вершины деталь выходит обработанной до радиуса К, или диаметра Р, = 2 К,. Точка В (вершина первого участка режущей кромки резца) это наиболее заглубленная в металл точка режущей кромки резца этого участка, Участок режущей кромки второй вершины Вр лежащей справа от оси 2 резца (фиг. 2), снимает припуск глубиной 1 от диаметра Р 1 до Р, где Р - окончательный диаметр обрабатываемой детали. Точка В (вершина второго участка режущей кромки резца), наиболее заглублена в металл и окончательно формирует обработанную поверхность. Разница удалений вершин В 1 и Вот оси 5 центров станка меньше общего припуска ( под обработку, т. е.К - К=1 -т=т +Величина угла г может быть ориентировочно определена по следующей зависимости7 Х - 4 н"где 1 - угол разворота оси 2 резцаотносительно плоскости 7, перпендикулярной оси 5 центров станка;- величина общего припуска подобработку;- диаметр режущей кромки 6 резца 1;Н - величина смещения оси 2 резца 1относительно оси 5 центров станка.Изменяя величину угла У, можно изменять величины 1 и 1, т. е. распределять снимаемый припуск между участками режущей кромки вершин. Это дает возможность регулировать направление и величину скорости вращения резца пр. Если касательные силы на участке А В первой вершины больше, то резец вращается по часовой стрелке. Если касательные к режущей кромке силы на участке А 1 В второй вершины больше, чем в первой, то резец вращается против часовой стрелки (показано на фиг. 2 пунктиром) . Регулируя величину и направление скорости вращения резца, можно добиться установления ее оптимальной величины с точки зрения стойкости резца. Таким образом осуществляется способ обработки с делением .припуска по глубине.Способ обработки ротационным резцом может быть осуществлен с делением припуска 1 по подаче 5. Для этого резец 1где В - расстояние между вершинамирезца;5 - продольная подача резца;- нечетное число (М = 1, 3, 5,7, 9, 1 1 и т. д,).35В этом случае вершина В расположена посредине выступа 10 и получаем наименьшую шероховатость обработанной поверхности. Изменяя величину подачи, можно увеличивать или уменьшать сечение сре за материала, приходящееся на вторую вершину В. При малой подаче участок режущей кромки второй вершины выглаживает поверхность, обработанную участком режущей кромки первой вершины, т. е. происходит комбинированная обработка ре занием и выглаживанием. Кроме того, изменяя подачу, можно регулировать велиустанавливают с углом г = 0; т. е. ось 2 резца 1 находится в плоскости 7, проходящей перпендикулярно оси 5 центров станка (на фиг. 4 и 5 плоскость 7 совпадает с плоскостью чертежа). В этом случае две вершины В и В, расположены по5 обе стороны от оси 2 резца 1 и лежат на одной поверхности диаметром Р детали 8. В окрестности первой вершины В резец 1 режущей кромкой 6 контактирует с деталью на дуге А,В, Ас углом контакта 10 г, а в окрестности второй вершины В контактирует на дуге АВА с углом контакта г . Регулируя величину продольной подачи 5 и величину смещения Нф, где д - диаметр режущей кромки резца,15 добиваются того, чтобы траектории перемещения вершин В, и В на обработанной поверхности не совпадали. В этом случае участок режущей кромки первой вершины В расположенный впереди по ходу движения резца, образует в детали впадину 9, 20 а участок режущей кромки второй вершины В, расположенный вторым по ходу движения, снимает выступ 10, оставленный участком режущей кромки первой вершины. Наибольший эффект по качеству обработанной поверхности достигается тогда, когда Н и 5 так подобраны, что расстояние 1 между вершинами равно чину и направление скорости врагцения резца, добиваясь ее оптимальной велич гны с точки зрения величины силы резания его стойкостиСледует отметить, что при обработке валов большого диаметра (О ) 400 мм), большой величине смещения Н (когда Н не намного отличается от - , т. е. 1 = - ),й2оольшом упругом восстановлении обрабатываемого материала, например при обработке бумажных валов, малых углах ц и т. д. может иметь место контакт режущей кромки резца сплошной от точки А до точки В (фиг. 1) или от точки А до точки А (фиг. 4). В этом случае резец своей открытой частью расположен над обработанной поверхностью. Резец производит бреющее резание, что уменьшает волнистость и шероховатость обработанной поверхности.Таким образом, преимуществом предлагаемого способа является возможность регулировки как по величине, так и по направлению скорости вращения резца без дополнительных приводов, что дает возможность выходить на оптимальный режим обработки и обеспечивает увеличение стойкости резца до 30/О, уменьшение сил (на 25/О) при обработке, поскольку силы, направленные вдоль оси детали, имеют встречное к центру резца направление и взаимно уничтожают друг друга, увеличение производительности обработки в два раза, при обработке с делением припуска по глубине, поскольку сразу одновременно работают как бы два резца (две вершины); увеличение на порядок подачи, при обработке с делением припуска по подаче, по сравнению с обработкой одновершинным резцом, повышение качества обработанной поверхности.Способ прост и позволяет применять его при обработке поверхностей большой протяженности.Предлагаемый способ эффекти вен при обработке бумажных каландровых валов бумагоделательных машин. Производительность резца, работающего по предлагаемому способу, на порядок выше, а величина шероховатости обработанной поверхности ниже на один класс, чем при обработке одновершинным ротационным резцом.фдад .7 ь И.1 авлрос онтю Корректор М.11 о юпкноеСССР ламква Пат Редактор Т. 11 арфеноваЗаказ 804712ВНИИПИпо д113035, МоФилиал ППП СоставитезТехред И. ВеТираж 1036сударственноизобретенЖ - 35, Рент, г. Уж го комитетай и окрытийауеаская наб., д. 4/5город, ул. Проектная, 4
СмотретьЗаявка
3250280, 23.02.1981
МОГИЛЕВСКОЕ ОТДЕЛЕНИЕ ФИЗИКО-ТЕХНИЧЕСКОГО ИНСТИТУТА АН БССР
ШАТУРОВ ГЕННАДИЙ ФИЛИППОВИЧ, МАЛЯВКО СЕРГЕЙ СЕРГЕЕВИЧ
МПК / Метки
МПК: B23B 1/00
Метки: резцом, ротационным
Опубликовано: 15.11.1984
Код ссылки
<a href="https://patents.su/5-1123790-sposob-obrabotki-rotacionnym-rezcom.html" target="_blank" rel="follow" title="База патентов СССР">Способ обработки ротационным резцом</a>
Способ определения затупления режущей кромки резцов

Номер патента: 52092
Опубликовано: 01.01.1937
Автор: Суродейкин
МПК: G01N 3/58
Метки: затупления, кромки, режущей, резцов
...резца со станка, можно было бы быстро определить качество заточки и состояние режущих поверхностей пил и прочих рез. цов. Достигается это тем, что резцами продавливается стандартная пленка и по усилию, необходимому для этого, определяется степень затупления резца.На чертежеобщий вид сп определения вату пления режущей кромки резцов; фиг. 2 - вид нижней части прибора сбоку.Способ определения затупления режущей кромки резцов следующий. Обычный индикатор, применяющийся в металлообработке для выверки точности обработанных поверхностей, снабжается дополнительной жесткой пружиной 1, возвращающей стрелку индикатора в нулевое положение, помимо имеющейся внутренней пружины. Подвижный штифт индикатора несет прямоугольную пластинку 2 мягкой...
Способ контроля износа режущей кромки инструмента в процессе резания

Номер патента: 753547
Опубликовано: 23.04.1982
Автор: Васильев
МПК: B23B 25/06
Метки: износа, инструмента, кромки, процессе, режущей, резания
...точка В несколько отстоит от точки С. Следовательно, между двумя отсчетами А и В лежит все множество экспериментальных точек, характеризующих вольт-амперную характеристику термопары.Однако для определения всех параметров естественной термопары как источника электрического напряжения достаточно иметь два отсчета (А и В) и соответствующие значения тока и напряжения. Из фиг, 2 очевидны соотношения (закон Ома):(Л, численно равно 1 д р),а искомое произведение: Во время работы станка контроль износа инструмента ооуществляют следующим образом,В период обточки обрабатываемой детали 1 (фиг, 3, а) резцом 5 непрерывно-понеременно регистрируют ЭДС естественной термопары Е и ток 1,. Это соответствует т, А и В вольт-амперной характеристики...
Сверло с подточкой поперечной режущей кромки и способ его изготовления

Номер патента: 1511077
Опубликовано: 30.09.1989
Автор: Фролов
МПК: B23B 51/00, B24B 3/24
Метки: кромки, подточкой, поперечной, режущей, сверло
...сверла содержиттакже главную режущую кромку 5, первую плоскость б задней поверхности,вторую плоскость 7 задней поверхности, кромку 8, образованную пересечением первой на одном пере и и-й надругом пере плоскостей задних поверхностей сверла, полученную в результате плоскостной заточки, начальнуюточку 9 зуба,Кроме того, тонкими линиями с прилегающей к ним штриховкой показаносечение сверла, перпендикулярное егооси и проходящее через начальнуюточку зуба, На фиг. 7 показана ось1 О приспособления для плоскостнойзаточки режущих инструментов, параллельная (или, напротив, перпендикулярная) плоскости стола заточногостанка и рабочей плоскости чашечногошлифовального круга; линия 11 пересекает первую плоскость задней поверхности с осевой плоскостью...
Способ повышения износоустойчивости режущей кромки резцов из инструментальных сталей

Номер патента: 90093
Опубликовано: 01.01.1950
Автор: Свириденко
МПК: B23B 27/00, B24B 3/00
Метки: износоустойчивости, инструментальных, кромки, повышения, режущей, резцов, сталей
...Н. АВТОРСКОМУ СВИДЕТЕЛЬСТВУА. У. Свириденко СПОСОБ ПОВЫШЕНИЯ ИЗНОСОУСТОЙЧИВОСТИ РЕЖУЩЕЙ КРОМКИ РЕЗЦОВ ИЗ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙЗаявлено 18 августа 1948 г. за Ло 384092 в Гостехнику СССРИзвестен способ повышения пзносоустойчивостп режущей кромки резцов, выпал еннык из инструментальнык сталей.Отличительная особенность описываемого способа в том, что режущую кромку притупляют посредством оселком в продольном направлении.Образовавшееся прп этОм скргленпе режущей кромки создает се повышенную прочность и способствует отводу накапливающегося на режущеи кромке тепла.П ред мет изобретен пяСпособ повышения износоустойчивостп режущей кромки резцов из инструментальных сталей, о т л и ч а ю щ и й с я тем, что режущую кромку притупляют...
Способ определения оптимального радиуса закругления режущей кромки инструмента

Номер патента: 1303265
Опубликовано: 15.04.1987
МПК: B23B 1/00
Метки: закругления, инструмента, кромки, оптимального, радиуса, режущей
...- гра фик зависимости радиальный износ - время практического осуществления способа.Способ осуществляют в следующей последовательности: подготавливают оборудование, инструмент, прибор для измерения радиального износа; провоДят ускоренные стойкостные испытания инструмента, строят график зависимости изнбс - время; по графику опреде 20 ляют величину радиального износа Ьг в конце периода приработки инструмента, по которой назначают величину оптимального радиуса округления режущей кромки.П р и м е р, Твердосплавный проходной резец и Т 15 К 6 с геометрическими параметрами У = 10, с = 10 9 щ 45 Я = 0 испытывают при проФЗО дольном точении образца из стали 45 на станке модели ИЖ-Т-.400 по ускорен 65 2ной методике. Скорость резания 2,2 м/с,...
Предыдущий патент: Способ изготовления режущих инструментов
Следующий патент: Устройство для базирования коленвалов
Случайный патент: Устройство для контактной электросварки кольцевых швов