Способ изготовления гнутых профилей из труднодеформируемых листовых материалов и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
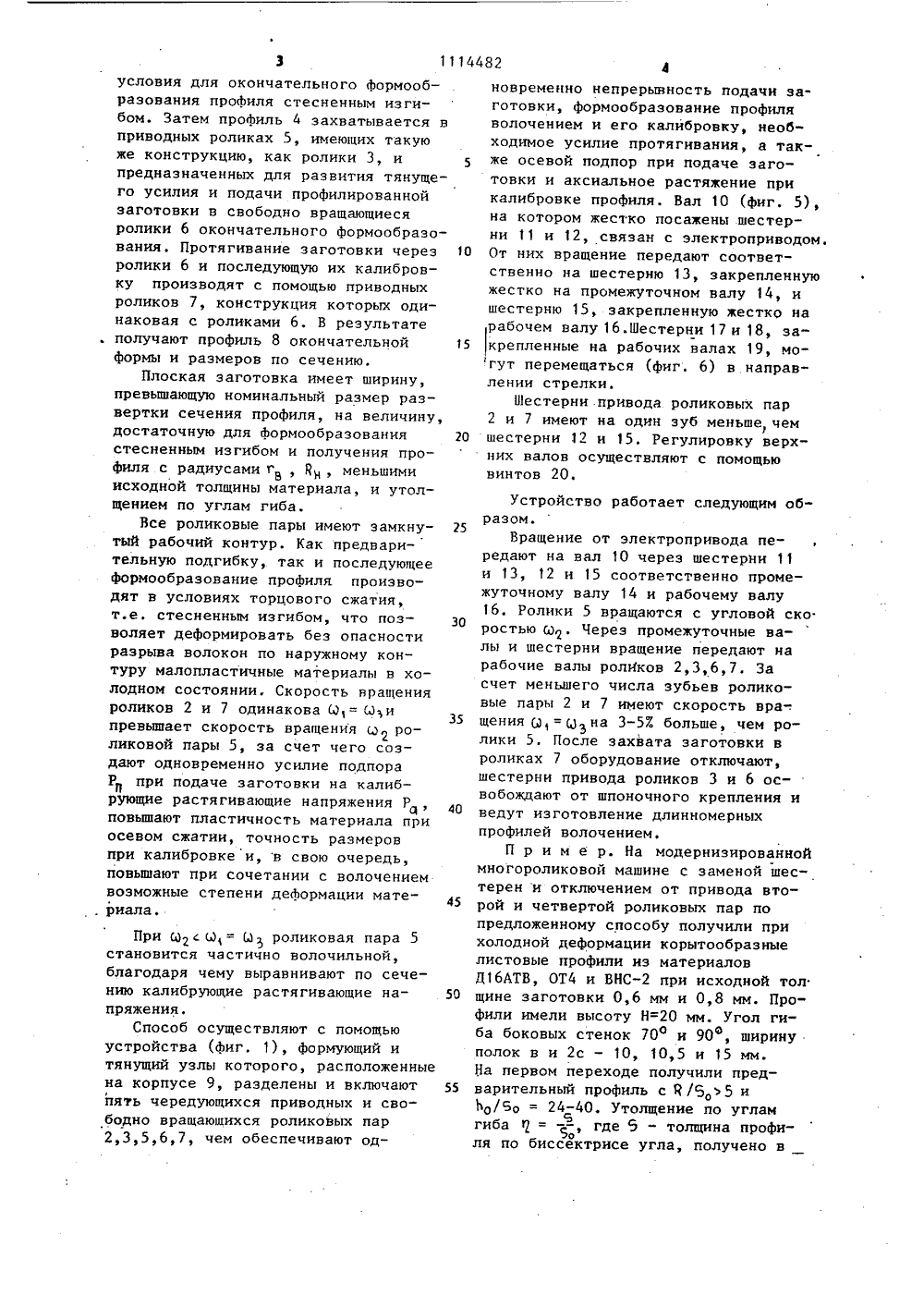
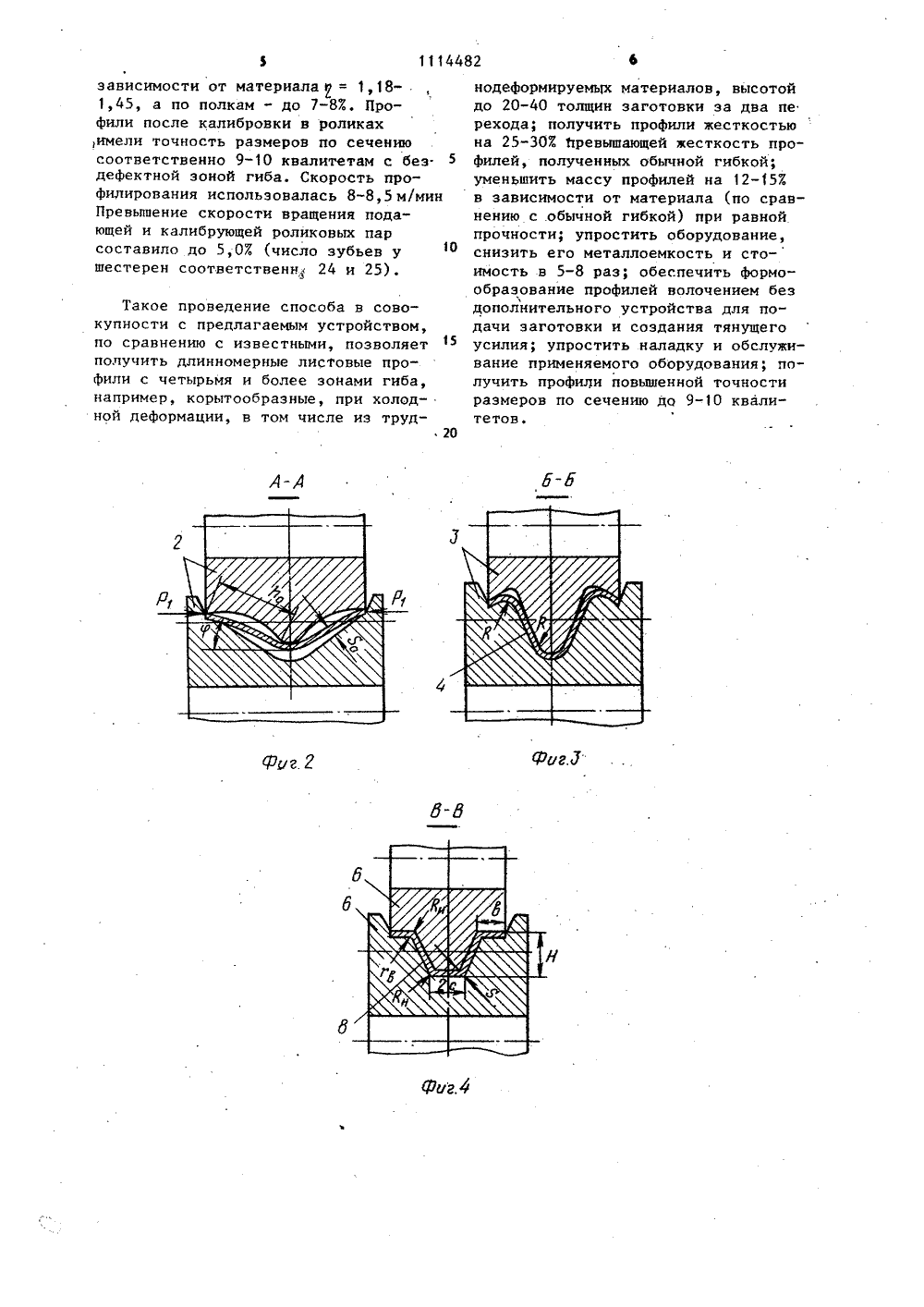
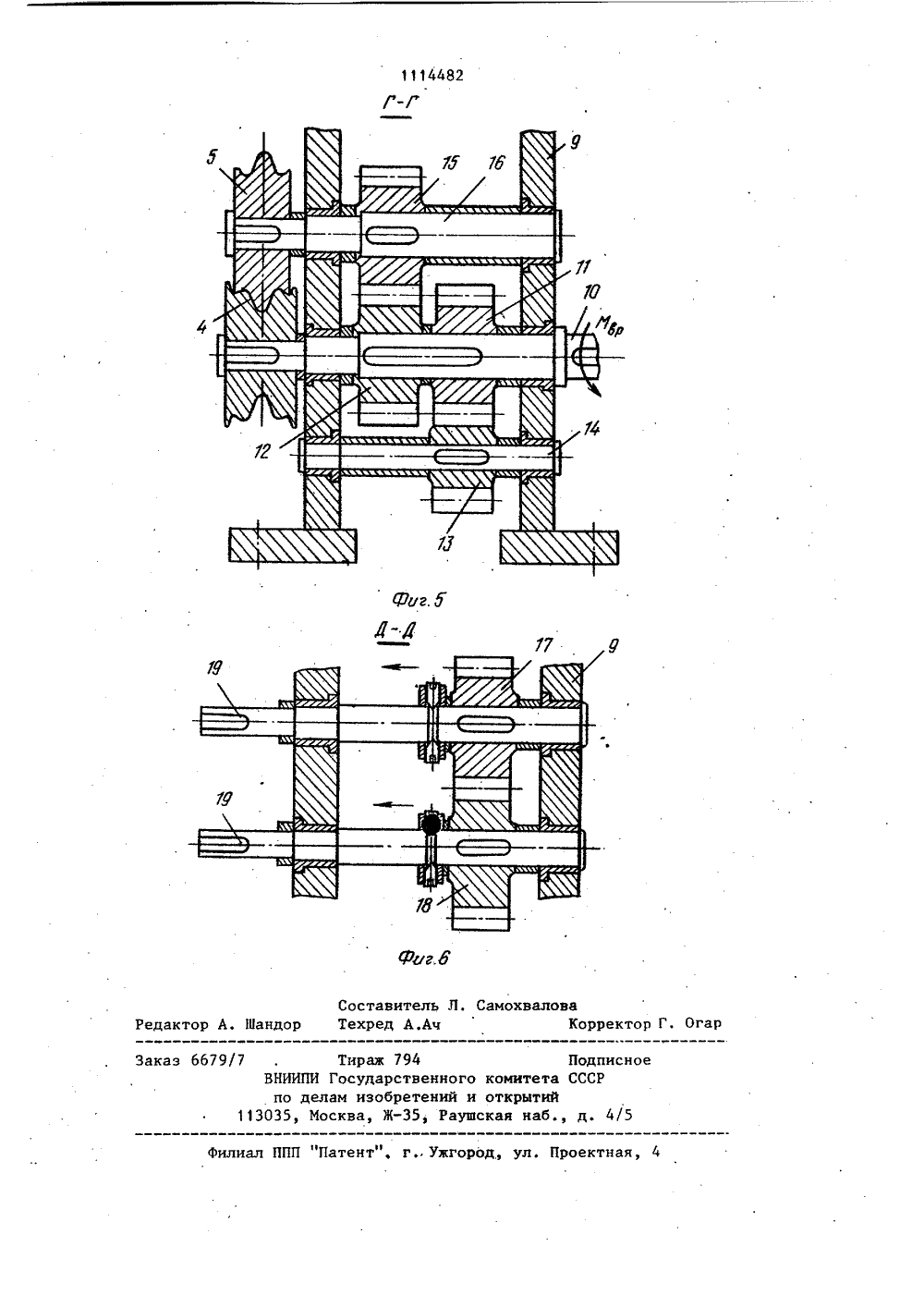
(19) (И) за) В 21 1) 5/06 ОПИСАНИЕ ИЗОБРЕТЕНИЯК АВТОРСНОМЪГ СВИДЕТЕЛЬСТВУ дФиг / ГОсудАРстВенный Комитет сссРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ(56) 1. Авторское свидетельство СССРУ 343739, кл. В 21 Э 5/06, 24.02.66, (54) СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТХПРОФИЛЕИ ИЗ ТРУДНОДЕФОРМИРУЕМЫХЛИСТОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВОДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ.(57) 1. Способ изготовления гнутыхпрофилей из труднодеформируемых листовых материалов за два перехода,в одном из которых профиль формуютволочением с приложением осевогоусилия, отличающийсятем, что, с целью расширения технологических возможностей путем изготовления профилей с отбортовками,формообразование профилей производят непрерывным протягиванием проФиля с одновременным подпором егобоковых кромок, при этом на первомпереходе к профилю прикладываютусилие осевого подпора, а на второмпереходе-усилие осевого растяжения,2, Устройство для изготовления гнутых профилей из труднодеформируемых листовых материалов, содержащее установленные на станине Формующие и тянущие клети с рабочими роликами с приводом посредством шестеренной передачи, о т л и ч аю щ е е с я тем, что рабочие роли 1114482ки выполнены с замкнутым калибром, формующие клети выполнены неприводными и установлены в чередующемся порядке с приводными тянущими клетями, при этом шестерни привода промежуточной тянущей клети имеют на 1-2 зубьев больше, чем шестерни привода первой и последней тянущих клетей.Изобретение относится к обработке металлов давлением, в частностик изготовлению профилей из листовыхзаготовок профилированием в валках.Известен способ изготовления 5профилей из листовых заготовок труднодеформируемых материалов стесненных изгибом с применением волочения с подпором 1.ОИзвестно устройство для изготовления профилей из листовых заготовок, содержащее установленные настанине клети с размещенными один наддругим рабочими роликами, часть иэкоторых связана с приводом посредством шестереннай передачи 2.1Недостатком известных техническихрешений является невозможность изготовления профилей сложных форм поперечного сечения из труднодеформируемых материалов.Целью изобретений является расширение технологических возможностейпутем изготовления профилей с отбор 25товками,Поставленная цель достигается тем,что согласно способу изготовлениягнутых профилей из труднодеформируемых листовых материалов за два перехода, в одном иэ которых профильФормуют волочением с приложениемосевого усилия, формообразованиепрофилей производят непрерывным проФягйванием профиля с одновременныбГ "подпором его боковых кромок, при 35этом на первом переходе к профилюприкладывают усилие осевого подйора.а на втором переходе - усилие осевого растяжения.В устройстве для изготовления 40гнутых профилей из труднодеформируемых листовых материалов, содержасщем установленные на станине формующие и тянущие клети с рабочими роликами, связанными с приводом шестеренкой передачи, рабочие ролики выполнены с замкнутым калибром, Формующие клети выполнены неприводными и установлены в чередующемся порядке с приводными тянущими клетями, при этом шестерни привода промежуточной тянущей клети имеют зубьев на 1-2 больше, чем шестерни привода первой и последней тянущих клетей.На фиг. 1 показано устройство для реализации предлагаемого способа, общий вид; на фиг. 2 - сечение А-А на фиг. 1, на фиг. 3 - сечение Б-Б на Фиг. 1, на Фиг. 4 - сечение В-В на фиг.1, формообразование профиля по переходам, на фиг. 5 - сечение Г-Г на фиг. 1, передача движения на ролики от электропривода, на Фиг. 6 - сечение Л-Д на Фиг. 1, показана воэможность отключения роликовых пар от привода.Способ выполняют следующим образом.Листовую заготовку 1 толщиной 5 с помощью приводных подающих роликов 2, в которых производят подгибку заготовки на угол Щ =10-15 в условиях торцового сжатия усилиями Р 1, подают в свободно вращающиеся ролики 3 первого перехода. Лля захвата в роликах 2 и первоначального сжатия по торцам заготовка имеет в эаходной части небольшие скось. В роликах 3 волочением производят формовку предварительного профиля 4 (фиг. 1, 3) с отогнутыми с большим относительным радиусом 8 Воъ 5 полками, тем самым создают10 15 20 условия для окончательного Формообразования профиля стесненным изгибом. Затем профиль 4 захватываетсяприводных роликах 5, имеющих такуюже конструкцию, как ролики 3, ипредназначенных для развития тянущего усилия и подачи профилированнойзаготовки в свободно вращающиесяролики 6 окончательного формообразования. Протягивание заготовки черезролики 6 и последующую их калибровку производят с помощью приводныхроликов 7, конструкция которых одинаковая с роликами 6. В результатеполучают профиль 8 окончательнойформы и размеров по сечению.Плоская заготовка имеет ширину,превышающую номинальный размер развертки сечения профиля, на величинудостаточную для Формообразованиястесненным изгибом и получения профиля с радиусами г , 9, меньшимиисходной толщины материала, и утолщением по углам гиба.Все роликовые пары имеют замкнутый рабочий контур. Как предварительную подгибку, так и последующееформообразование профиля производят в условиях торцового сжатия,т.е. стесненным изгибом, что позволяет деформировать без опасностиразрыва волокон по наружному контуру малопластичные материалы в холодном состоянии, Скорость вращенияроликов 2 и 7 одинакова Я,= иипревышает скорость вращения и ро 2ликовой пары 5, за счет чего создают одновременно усилие подпораР при подаче заготовки на калибрующие растягивающие напряжения Раповышают пластичность материала приосевом сжатии, точность размеровпри калибровке и, в свою очередь,повышают при сочетании с волочениемвозможные степени деформации мате. риала. При Ы 2 с И = И роликовая пара 5 становится частично волочильной, благодаря чему выравнивают по сечению калибрующие растягивающие напряжения.Способ осуществляют с помощью устройства (Фиг. 1), Формующий и тянущий узлы которого, расположенные на корпусе 9, разделены и включают пять чередующихся приводных и свободно вращающихся роликовых пар 2,3,5,6,7, чем обеспечивают од 25 30 35 40 45 50 55 новременно непрерывность подачи заготовки, формообразование профиля волочением и его калибровку, необходимое усилие протягивания, а также осевой подпор при подаче заготовки и аксиальное растяжение при калибровке профиля. Вал 1 О (фиг. 5), на котором жестко посажены .шестерни 11 и 12, связан с электроприводом. От них вращение передают соответственно на шестерню 13, закрепленную жестко на промежуточном валу 4, и шестерню 15, закрепленную жестко нарабочем валу 16.Шестерни 17 и 18, закрепленные на рабочих валах 19, могут перемещаться (фиг. 6) в направлении стрелки.Шестерни. привода роликовых пар 2 и 7 имеют на один зуб меньше чем2шестерни 1 и 15. Регулировку верхних валов осуществляют с помощью винтов 20. Устройство работает следующим образом.Вращение от электропривода передают на вал 1 О через шестерни 11 и 13, 12 и 15 соответственно промежуточному валу 14 и рабочему валу 16. Ролики 5 вращаются с угловой ско. ростью ц 2. Через промежуточные валы и шестерни вращение передают на рабочие валы роликов 2,3,6,7. За счет меньшего числа зубьев роликовые пары 2 и 7 имеют скорость вра-. щения Я 1= ЦЗ на 3-57 больше, чем ролики 5. После захвата заготовки в роликах 7 оборудование отключают, шестерни привода роликов 3 и 6 освобождают от шпоночного крепления и ведут изготовление длинномерных профилей волочением.П р и м е р. На модернизированной многороликовой машине с заменой шестерен и отключением от привода второй и четвертой роликовых пар по предложенному способу получили при холодной деформации корытообразные листовые профили из материалов Д 16 АТВ, ОТ 4 и ВНСпри исходной тол. щине заготовки 0,6 мм и 0,8 мм. Профили имели высоту Н=20 мм. Угол гиба боковых стенок 70 о и 90 , ширину полок в и 2 с - 1 О, 10,5 и 15 мм.На первом переходе получили предварительный профиль с Й/5) 5 и 1 о/Зо = 24-40. Утолщение по углам гиба Ц = , где 5 - толщина профи 5 оля по биссектрисе угла, получено взависимости от материала= 1,181,45, а по полкам - до 7-87, Профили после калибровки в роликах,имели точность размеров по сечениюсоответственно 9-10 квалитетам с без.дефектной зоной гиба. Скорость про"филирования использовалась 8-8,5 м(минПревышение скорости вращения подающей и калибрующей роликовых парсоставило до 5,07 (число зубьев ушестерен соответственн 24 и 25). 1 О Такое проведение способа в совокупности с предлагаемым устройством, по сравнению с известными, позволяет получить длинномерные листовые профили с четырьмя и более зонами гиба, например, корытообразные, при холодной деформации, в том числе из труд 20 нодеформируемь 1 х материалов, высотойдо 20-40 толщин заготовки за два перехода; получить профили жесткостьюна 25-307 йревышающей жесткость профилей, полученных обычной гибкой;уменьшить массу профилей на 12-157в зависимости от материала (по сравнению с .обычной гибкой) прн равнойпрочности; упростить оборудование,снизить его металлоемкость и стоимость в 5-8 раз; обеспечить формообразование профилей волочением бездополнительного устройства для подачи заготовки и создания тянущегоусилия; упростить наладку и обслуживание применяемого оборудования; получить профили повышенной точностиразмеров по сечению до 9-10 квалитетов.1114482 Составитель ЛТехред А.Ач охвалова орректор Г Ог Редактор А. Ш Заказ 6679/7 одписноССР Филиал ППП "Патент", г, Ужгород, ул. Проектная, 4 Тираж 794 ВНИИПИ Государственно по делам изобретений 113035, Москва, Ж, Ракомитета открытий скан наб.
СмотретьЗаявка
3514355, 26.11.1982
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ОТДЕЛ 8320 ПРЕДПРИЯТИЯ ПЯ Р-6115
КОЛГАНОВ ИВАН МИХАЙЛОВИЧ, БЕЛЯУШ СЕРГЕЙ ИВАНОВИЧ
МПК / Метки
МПК: B21D 5/06
Метки: гнутых, листовых, профилей, труднодеформируемых
Опубликовано: 23.09.1984
Код ссылки
<a href="https://patents.su/5-1114482-sposob-izgotovleniya-gnutykh-profilejj-iz-trudnodeformiruemykh-listovykh-materialov-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления гнутых профилей из труднодеформируемых листовых материалов и устройство для его осуществления</a>
Способ накатывания зубчатых профилей на кольцевых заготовках и инструмент для его осуществления

Номер патента: 1530314
Опубликовано: 23.12.1989
Авторы: Востров, Кузнецов, Мертенс, Новиков, Порхун
МПК: B21H 5/00
Метки: заготовках, зубчатых, инструмент, кольцевых, накатывания, профилей
...деформации.1 Бестерни из порошковых материалов используются в малонагруженных передачах.11 дпример, масляный насос автомобиля ВАЗ.7 ример. Для изготовления шестерни с внутренними зубьями с модулем гп=2 мм и лиаметром окружности выступов г 1==92 мм спрессована в жесткой пресс.форме из металлического пороцка ПЖ 4 И кольцевая заготовка с внутренним диаметроь Й,=90 мм наружным диаметром д= =30 мм и плотностью 0,85. После спекания загэтовки осушествляют накатывание на ней внутреннего зуба указанного модуля.Полученная шестерня имеет следующиехаг актеристики: плотность вершины зуба 0,92 - 0,93; плотность впадин 0,95 - 0,97;10плстность ступицы шестерни 0,86 - 0,88.Структура материала после деформациине имеет дефектов.Формула...
Устройство для накатывания зубьев на заготовках из труднодеформируемых материалов

Номер патента: 967644
Опубликовано: 23.10.1982
МПК: B21H 5/02
Метки: заготовках, зубьев, накатывания, труднодеформируемых
...13 с кольцом 10.Один конец шпинделя закреплен в сферическом подшипнике 9 с возможностью кругового перемещения по поверхности шаровой опоры 6, другой - в шлицевой втулке 12 с возможностью возвратно-поступательного перемещения вдоль ее оси и качания в плоскости, перпендикулярной к оси шарниров 13. Шлицевая втулка установлена в кольце 10 с возможностью качания вместе с кольцом в плоскости, перпендикулярной к оси шарниров 11.В шпинделе 8 крепится накатник 14. Кривошипный вал 7 приводится во вращение через обгонную муфту 15 с помощью привода, механизм которого состоит из электродвигателя 16, клинопеременной передачи 17, редуктора 18, мальтийского механизма 19.Механизм осевой подачи заготовки 20 состоит из оправки 21, в которой закреплен...
Способ прокатки полых круглых периодических профилей из трубной заготовки

Номер патента: 1609543
Опубликовано: 30.11.1990
Авторы: Аврутин, Винниченко, Глух, Закорко, Королев, Оглобля, Пименов, Френкель, Чуйко
МПК: B21H 8/00
Метки: заготовки, круглых, периодических, полых, прокатки, профилей, трубной
...3 перемещается от гидроцилиндра 5,работающего по заданной программе, ввалки б стана поперечно-винтовой прокат. ки. При прокатке переднего конца 7 трубнойЗаготовки 1 ее подпор осуществляется головкой 3 толкателя 4, при этом оправка 2 вдеформации не участвует, так как ее длинаменьше длины трубной заготовки 1.По выходе прокатанного переднего конца 8 изделия 9 из валков б губки 10 тянущейкаретки 11 захватывают его и дальнейшаяпрокатка осуществляется с передним натяжением.По окончании прокатки переднего конца 8 иэделия 9 тол катель 4 удерживает головку 3 с оправкой 2 неподвижно в осевомнаправлении. Начиная с этого момента,прокатка средней части 12 изделия 9 осуществляется валками б на оправке 2,Перед прокаткой заднего конца 13 изделия 9...
Способ изготовления гнутых профилей из труднодеформируемых листовых материалов

Номер патента: 1300737
Опубликовано: 20.03.2005
Авторы: Колганов, Проскуряков, Филимонов
МПК: B21D 5/06
Метки: гнутых, листовых, профилей, труднодеформируемых
1. Способ изготовления гнутых профилей из труднодеформируемых листовых материалов путем предварительной и окончательной гибки заготовок, при котором в процессе предварительной гибки в каждом поперечном сечении к торцам заготовки прикладывают усилия тангенциального сжатия, а по оси симметрии - радиальное усилие гибки при освобождении от деформирующих усилий участков заготовки, размещенных по обе стороны от оси симметрии между центральным и боковыми участками, при этом прогибают свободные от деформирующих усилий участки заготовок, отличающийся тем, что, с целью расширения технологических возможностей, в каждом поперечном сечении заготовки по ее боковым участкам, прилежащим к торцам,...
Устройство для подачи и управления скоростью заготовки при прокатке периодических профилей

Номер патента: 348267
Опубликовано: 01.01.1972
МПК: B21H 8/00
Метки: заготовки, периодических, подачи, прокатке, профилей, скоростью
...два захвата 24 и 25. Захваты снабжены гидроприводами 2 б и 27 зажима. Замкнутые направляющие 28, воздействуя на ползун 29 захвата, служат для принудительного возвращения захватов в исходное положение. Величина подачи заготовки в калибр рабочих валков 30 регулируется сменной конической парой 20 и радиусом кривошипа 1 б с помощью винта 31, а длина шатуна 17 - с помощью стяжной гайки 32.Механизм работает следующим образом, Постоянное вращение от электродвигателя 1 через шестеренную клеть 2, ведущий вал 3 и зубчатую пару 4 - 5 передается на ведущую шестерню 7 планетарной передачи и кулачковую пару 8. При постоянном вращении кулачковой пары 8 подвижная рамка 11 с опорными роликами 9 получает в зависимости от профиля кулачков 8...
Предыдущий патент: Грохот для разделения сыпучих материалов по крупности
Следующий патент: Резак кривовязюка для вырубки заготовок из плоского материала
Случайный патент: Пластинчатый клапан двухтактного двигателя внутреннего сгорания