Способ поднастройки системы спид
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1038082
Авторы: Булыжев, Драчев, Митрофанов, Мяченков, Тараненко





Текст
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСНИХРЕСПУЬЛИН а) В 23 В 25/ ОСУДАРСТВЕННЫЙПО ДЕЛАМ ИЗОБРЕТЕ ТЕТ СССРИ ОТНРЫТИИ ОБРЕТЕНИЯ ИОАН ТЕЛЬСТВ(71) Севастопольский приборостротельный институт и Московский сткоинструментальный институт"Машиностроение, 1973, с. 1852, Авторское свидетельство Сй 900,992, кл. В 23 В 2 УОб, 196(5") (57) СПОСОБ ПОДНАСТРОЙКИ СИСПИД, при котором измеряют термтермопары резец-деталь, выделяю е улы ананка ТЕ -Э т ОО Н АВТОРСКОМУ С ЯО, 1038082 ременную составляющую термо-ЗДС нсущую информацию о частоте и амплитуде относительных колебаний резцаи детали, полученный сигнал усиливают и иэ него выделяют сигнал, пропорциональный автоколебаниям, который используют для управления упруогими перемещениями в системе СПИД,отличающийся тем, что,с целью расширения технологическихвоэможностей и повышения точности обработки пустотелых деталей, необрабатываемую поверхность детали располагают в замкнутом объеме ферромагнитной жидкости, на которую накладываютэлектромагнитное поле, напряженностькоторого изменяют пропорциональновеличине автоколебаний, 1038082Изобретение относится к станкостроению и может быть использованопри обработке внутренних и наружныхповерхностей нежестких деталей настанках с применением адаптивного 5управления.Известен способ поднастройки системы СПИД, заключающийся в том, чтов процессе обработки измеряют упругие перемещения звеньев системы СПИД 10и вводят соответствующую поправку,.изменяющую толщину срезанного слоя 1.Недостатком известного способаявляется то, что при обработке нежестких деталей возможно воэникновение вибраций, что ухудшает качествои точность обработки, Внесение корректирующей поправки в виде изменениясрезанного слоя требует для нежестких деталей широкого диапазона изменения подачи, что снижает качествообработки и эффективность поднастройки.Известен также способ поднастройки системы СПИД заключающийся в 25том, что измеряют термо"ЭДС термопары резец-деталь, выделяют пере"менную составляющую термо-ЭДС, несущую информацию о частоте и амплитуде относительных колебаний резцаи детали, полученный сигнал усиливают и из него выделяют. сигнал,пропорциональный автоколебаниям,которым воздействуют через блок управления на упругую систему СПИДпутем автоматического управления динамической растягивающей силой подлине обработки и вносят корректиру"ющую поправку в относительное положение детали и резца, при этом отстраивают систему СПИД от резонанса вибраций при автоколебательномрежиме 21,Недостатками известного способаявляются низкая эффективность сниже 45ния уровня вибраций, ограничениетехнологических возможностей и недостаточная точность обработки тонкостенных деталей типа втулок, гильзи т.д,Цель изобретения - расширениетехнологических возможностей и повышение точности обработки пустотелых деталей,Поставленная цель достигаетсятем, что согласно способу поднастройки системы СПИД с управлением упругими перемещениями, при которомизмеряют термо-ЭДС термопары резец,деталь выделяют переменную составляющую термо-ЭДС, несущую информацию о частоте и амплитуде относительных колебаний резца и детали, полученный сигнал усиливают и иэ неговыделяют сигнал, пропорциональныйавтоколебаниям, необрабатываемуюповерхность детали располагают взамкнутом объеме ферромагнитной жидкости, на которую накладывают электромагнитное поле, напряженность которого изменяют пропорционально величине автоколебаний.На фиг. 1 представлена функциональная блок-схема устройства дляосуществления способа поднастройкисистемы СПИД при обработке наружныхповерхностей пустотелых деталей;на фиг. 2 - то же, при обработкевнутренних поверхностей пустотелыхдеталей; на фиг. 3 - разрез А-А нафиг, 2.Пустотелая деталь 1 закрепленапосредством диэлектрической втулки2 в патроне 3 станка, Резец 4 закре.плен в резцедержателе 5, В корпусе6 с диэлектрическими кольцами 7(например, из фторопласта ) расположеНыобмотки 8 электромагнита, причемкорпус б образует со свободной внутренней (Фиг. 1) или наружной (фиг.2)поверхностью детали 1 замкнутыйобъем с Ферромагнитной жидкостью 9которую подают в него через штуцер1 О. Корпус 6 жестко закреплен накронштейне 11, который, в свою очередь, установлен на станине 12 станка, Деталь 1 и резец 4 образуют термопару - датчик частоты и амплитудыотносительных колебаний резца и детали, к которому подключены последовательно соединенные уст ройство 13измерения термо-ЭДС, блок 14 выделения переменной составляющей термоЭДС, усилитель.15, блок 16 управления электромагнитным полем и задатчик 17 уровня вибраций,Способ поднастройки системы СПИДосуществляют следующим образом,Предварительно деталь 1 посредством втулки 2 устанавливают в патроне 3, При обработке наружнойповерхности (фиг, 1) в деталь 1вводят корпус 6 с диэлектрическимипрокладками 7, которые образуют сосвободной цилиндрической поверхностью детали 1 замкнутый объем, Кронштейн 11 корпуса 6 закрепляют в требуемом положении на станине станка,3 10 Через штуцер 10 в образованный зам кнутый контур подают ферромагнитную жидкость 9. На обмотку 8 подают начальное напряжение и создают начальное значение напряженности магнитного поля, Включают привод главного движения и приводят во вращение деталь 1, К детали 1 подводят резец 4 производят врезание и начинают обработку. При обработке внутренних поверхностей (фиг, 2) замкну. тый объем для ферромагнитной жидкости образуют пропусканием детали 1 через корпус 6 устройства.,В процессе обработки .возникающую термо-ЭДС естественной термопары резец - деталь измеряют устройством 13, а в блоке 14 из полученного сигнала выделяют переменную. составляющую термо-ЭДС пропорциональную частоте и амплитуде автоколебаний, Полученный сигнал через усилитель 15 поступает в блок 16 управления, где сравнивается с сигналом задатчика 17 уровня вибраций, Сигнал рассогласования изменяет напряженность созданного обмоткой 8 элек" тромагнитного поля, накладываемого на замкнутый объем ферромагнитной жидкости 9., При этом повышают вязкость Ферромагнитной жидкости 9 и ее объемную жесткость, осуществляют силовое воздействие по всей свобод ной цилиндрической поверхности пу 38082 4стотелой детали 1, увеличиваютее жесткость и вносят корректирующую поправку в относительное положение детали 1 и резца 4. СистемуСПИД отстраивают от резонанса вибраций в автоколебательном режимепо всей длине обработки.Изобретение расширяет технологические возможности способа подна стройки системы СПИД так как позволяет осуществлять обработку внутренних и наружных поверхностей тонкостенных пустотелых деталей, обеспечивает повышение точности поднастройки и виброустойчивости системы СПИД, а тем самым и точностьобработки, так как увеличением вязкости и объемной жесткости ферромагнитной жидкости увеличивают жесткость детали, уменьшают амплитудуотносительных колебаний детали и резца, при этом также уменьшается износрезца. Кроме того, корректирующеевоздействие осуществляют на упругуюсистему СПИД, что упрощает процессподнастройки.Применение предлагаемого способаподнастройки системы СПИД при обработке тонкостенных труб позволяет ЗОминимизировать. уровень вынужденныхвибраций и автоколебаний при резанииблагодаря регулированию жесткостисистемы СПИД, а также повысить точность и виброустойчивость обработки, 30380821038082 итель В,ВлодавскийТ,фанта Корректор О, Ти актор А.Огар х каз 6103/1 енного ком втений и о Раушская нт", г. Ужгород, ул. Проектная лиал П Ф-ФлоЗернувоЕ Е В ее ж Тираж 1106 ВНИИПИ Государств по делам изобр 035, Москва, Я
СмотретьЗаявка
3444510, 27.05.1982
СЕВАСТОПОЛЬСКИЙ ПРИБОРОСТРОИТЕЛЬНЫЙ ИНСТИТУТ, МОСКОВСКИЙ СТАНКОИНСТРУМЕНТАЛЬНЫЙ ИНСТИТУТ
ТАРАНЕНКО ВИКТОР АНАТОЛЬЕВИЧ, МИТРОФАНОВ ВЛАДИМИР ГЕОРГИЕВИЧ, МЯЧЕНКОВ ВЛАДИМИР ИВАНОВИЧ, ДРАЧЕВ ОЛЕГ ИВАНОВИЧ, БУЛЫЖЕВ ЕВГЕНИЙ МИХАЙЛОВИЧ
МПК / Метки
МПК: B23B 25/06
Метки: поднастройки, системы, спид
Опубликовано: 30.08.1983
Код ссылки
<a href="https://patents.su/5-1038082-sposob-podnastrojjki-sistemy-spid.html" target="_blank" rel="follow" title="База патентов СССР">Способ поднастройки системы спид</a>
Охлаждающая система деталей пресс-формы

Номер патента: 679409
Опубликовано: 15.08.1979
Автор: Власихин
МПК: B29C 1/02
Метки: охлаждающая, пресс-формы
...верхней плит;й;679409 Формула изобретения на фиг. 2 - сечение А-А на фиг, 1; на фиг. 3 - стержень.В теле пуансона 1 выполнены осчовные каналы 2 и 3 охлаждения, соеди- нительные каналы 4 и подводящие каналы 5, Подводящие каналы 5 изготовлены выборкой металла методом Фрезерования, а основные каналы 2 и 3 и соединительные 4 - сверлением с одной внешней нерабочей стороны детали. Основные и соединительные каналы просверлены параллельно друг другу и перпендикулярно к линии разъема пресс-формы так, что крайние отверствия пересекаются по длине со средним отверствием, т.е. межцентровое расстояние между соседними отверстиями меньше сумьы радиусов, этих отверстий, например, на 1"2 мм. В соединительных каналах 4 установлены стержни 6, нижняя...
Система автоматического регулирования процессом измельчения ферромагнитных руд в барабанной мельнице

Номер патента: 1468588
Опубликовано: 30.03.1989
МПК: B02C 25/00
Метки: барабанной, измельчения, мельнице, процессом, руд, ферромагнитных
...частицу пульпы, проходящую через разгрузочный патрубок 12, поясняется с помощью фиг.3, на которой показаны магнитные силовые линии поля в какойто момент времени, ферромагнитная частица находится в области А. С те.:ением времени поле перемещается, т.е. вся картина силовых линий смещается относительно области А - наблюдается эффект вращения магнитного поля. При изменении направления магнитного поля изменяется направление магнитной индукции, Находящаяся в области А ферромагнитная частица, имеющая магнитную анизотропию, нод действием этого поля начинает вращаться.Если поле перемещается вправо, силовая линия вращается влево, ферромагнитная частица также вращается влево (против часовой стрелки) и за счет силы трения катится против напрвления...
Способ поднастройки системы станокприспособление-инструмент деталь

Номер патента: 450646
Опубликовано: 25.11.1974
МПК: B23B 25/06
Метки: деталь, поднастройки, системы, станокприспособление-инструмент
...производится пробный проходрезцом 4, закрепленным в исполнительномэлементе 3, при тех же режимах резания,которые заданы для чистовой обработки,После возврашения суппорта в исходноеположение диаметрально противоположнорезцу и с опережением по направлению подачи 8 на расстояниераспологаютмидатчик 1, На пульте усилителя 2 устанавливают коэффициент передачи К=0,5 и производят чистовую обработку детали. Дляобработки участка в конце прохода ( ( мин 1используют второй датчик (на чертеже поб казан пунктиром), установленный аналогично первому, но с отставанием по ходу подачи 8 на расстояние ( мин.При обработке коротких поверхностей,например шеек, пробный проход делают на 10 соседней поверхности (см. фиг. 3), а датчик оставляют неподвижным...
Система подмагничивания постоянным током управляемого ферромагнитного устройства

Номер патента: 966761
Опубликовано: 15.10.1982
Авторы: Бурыкин, Ефимов, Ешелькин
МПК: H01F 29/14
Метки: подмагничивания, постоянным, током, управляемого, устройства, ферромагнитного
...на вентиль 21, а сигнал с 13 мотки подмагничивания, но скорость его другого выхода блока управления 20, уп- нарастания зависит от величины перенарввляющий работой выпрямителя 18, одно- пряжения на устройстве 19. Чем больше временно подают на электрод управления величина перенапряжения, тем быстрее вентиля 22. нарастает ток 3 во второй обмотке подСистема подмагничивания (фиг. 1) рафй магничивания. Таким образом,.увеличиваяботает следующим образом, величину активного сопротивления 19, усПри открытом сбстоянии тиристоров . коряются процессы затухания тока .), в управляемого выпрямителя 17 первая об- . первой обмотке подмагничивания и нарасмотка подмагничивания (секции 13 и 14) тания тока Э во второй обмотке подмагчерез вентиль 21 обтекается...
Система передачи и приема сигнала изображения
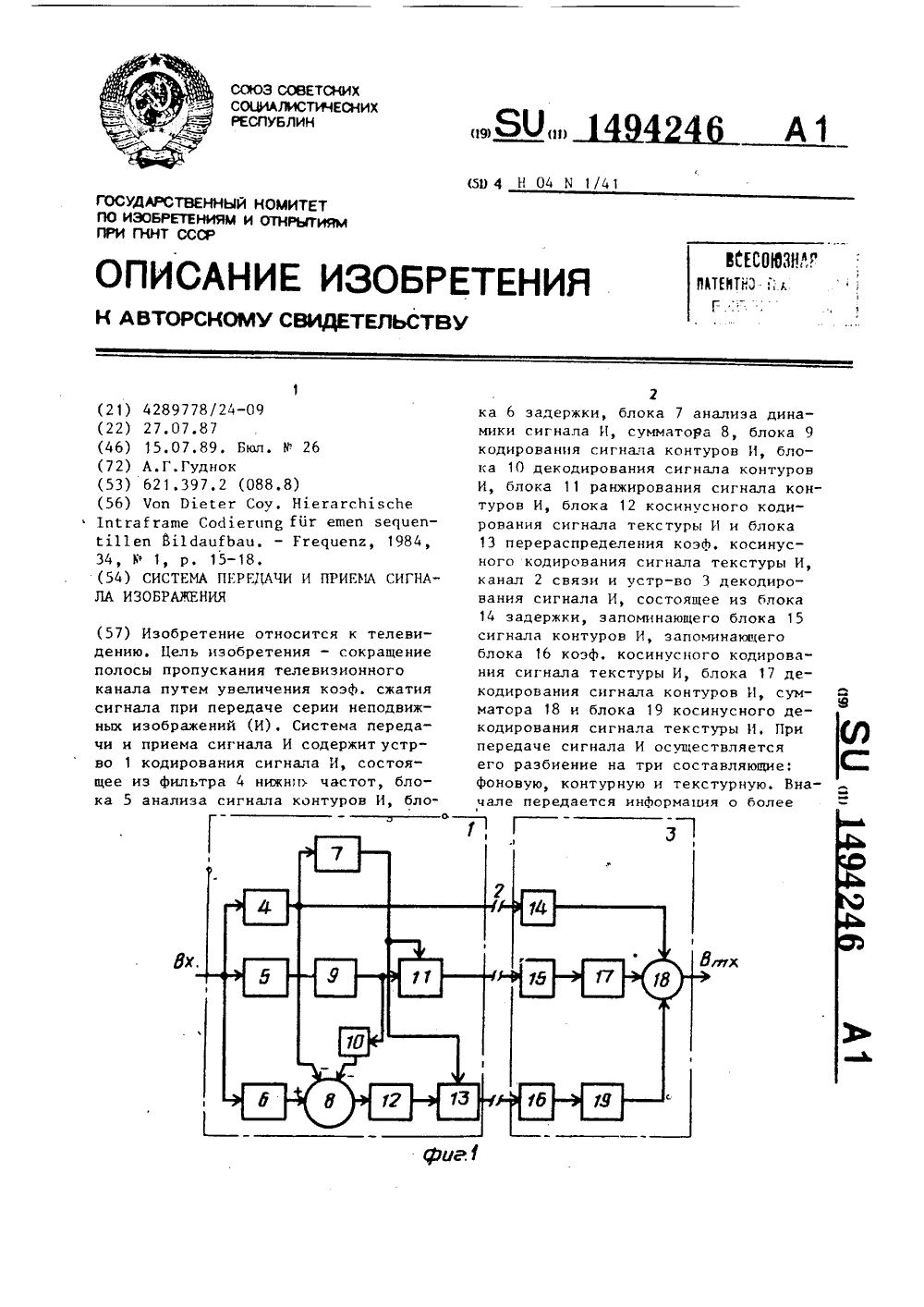
Номер патента: 1494246
Опубликовано: 15.07.1989
Автор: Гуднов
МПК: H04N 1/41
Метки: изображения, передачи, приема, сигнала
...выводится информация о нулевом (из элемента 35 памяти)и первом (из элемента 36 памяти) коэффициентах косинусного кодированиявсех текстурных областей кодирования,затем в следующем телевизионном кадре - о втором (из элемента 37 памяти)и третьем (из элемента 38 памяти)коэффициентах косинусного кодирования и т.д. Таким образом, вначалепередается информация о более грубойтекстуре изображения, а в заключение - о наиболее мелкой текстуре, Изописания работы устройства 1 кодирования сигнала изображения следует.что передача сигнала иэображениянимает время, равное 13 телевизионным кадрам, которые распределены следующим образом: передача сигнала фоновой составляющей (первый кадр),сигнала контуров изображения (второй - девятый кадры), сигнала тексту...
Предыдущий патент: Устройство для механической обработки деталей
Следующий патент: Способ контроля износа режущего инструмента и устройство для его осуществления
Случайный патент: Гидропневматическое ударное устройство