Способ регулирования процесса электронагрева
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 984767
Автор: Подкидов
Текст
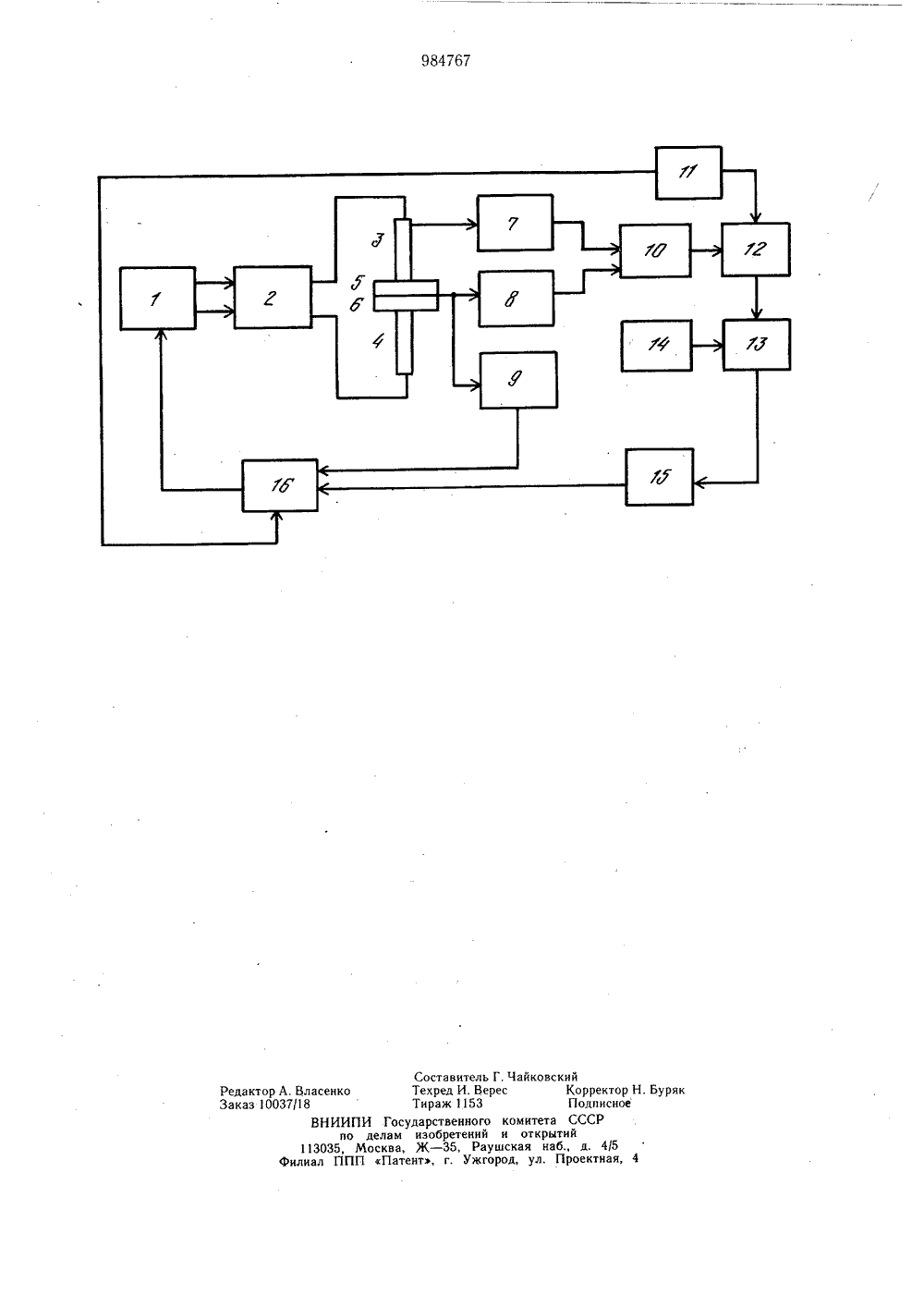
ОП ИСАНИ ЕИЗОБРЕТЕН ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветскихСоциалистическихРеспублик(51) М. Кл 1) 3334982/25 2 В 23 К 11/2 с присоединением заявкиударстааииык камитет СССР.82. Бюллетень4я описания 05.01.83 по делам иэабретеикй и юткрытий72) Авторы одкидо зобретения 1) ЗаявительИзобретение относится к сварочному производству, а именно к автоматизации управления нагревом сплавляемых деталей, преимущественно при стыковой сварке (пайке) плавлением.Известен способ регулирования процесса электронагрева, осуществляемый путем создания параллельно нагрузке цепи с тепло- физической термообразующей ее моделью и коррекции электрической мощности в нагрузке по величине выходного параметра модели 11.Недостатком указанного. способа являет ся то, что при сварке (пайке) в каждом термическом цикле нагрева стыка деталей в цепи рабочей нагрузки тепловая энергия стабилизируется независимо от физического состояния материала деталей и момент корректирования или отключения электрической мощности не связан с моментом перехода свариваемых материалов из твердого состояния в жидкое, в результате чего возможен перегрев расплава в стыке деталей и при осадке их под действием усилия сжатия образуются выплески.Наиболее близким к предлагаемому является способ, предусматривающий непосредственно перед нагревом соединяемых деталей усилия их сдавливания, температуры электродов и вычисление теплового эквивалента, пропорционального измеренной температуре, после чего осуществляется электронагрев соединяемых деталей, при этом измеряется электрическая мощность в сты- ке соединяемых деталей, вычисляется эквивалент тепла, пропорциональный измеренной электрической мощности, который сравнивается с ранее измеренным тепловым эквивалентом, пропорциональным измеренной температуре, по разности этих величин определяется момент снижения электрической мощности и регулируется скорость ее снижения в зависимости от усилия сдавливания электродов 2.Недостатком известного способа является то, что он не обеспечивает стабильности качества соединения при стыковой сварке (пайке) плавлением в условиях дискретного массового производства в ситуации) когда величины электрических (мощность, энергия) и физических (температура электродов, тепловая энергия в стыке соединяемых деталей) параметров процесса изменяются от цикла к циклу нагрева относительно их1номинальных значений под действием возмущений (колебаний напряжения сети, изменения термического КПД цепи электронагрева, изменений длительностей пауз междуциклами), дестабилизируюших качество.Поскольку момент снижения электрической мощности изменится под действием возмущений по параметрам, которые используются для его определения, то изменится при фиксированной длительности термического цикла сварки (пайки) длительность интервала времени регулирования скорости снижения электрической мощности в зависимости от усилия сдавливания электродов, вследствие чего появляется дополнительная погрешность регулирования конечного положения одной из деталей в зоне расплава другой и снижения качества сварного (паянного) соединения относительно качества в термическом цикле при отсутствии возмущений. Так, например, в условиях производства на высокопроизводительных автоматических линиях массовых конденсаторов при электроконтактной припайке к металлизированным припоем торцам металлобумажных секций или вплавлении в торцы металлопленочных секций проволочных выводов интенсивность параметрическйх возмущений меняется непредвиденным образом вследствие вероятностного характера сочетания их числа, что нарушает стабильность качества паяных соединений и снижает эффективность практического использования известного способа.Цель изобретения - повышение качества соединения путем устранения погрешности регулирования конечного положения одной из деталей относительно другой в зоне рас- плава.Поставленная цель достигается тем, что, согласно способу регулирования, процессы электронагрева соединяемых деталей при котором последние зажимают, сдавливают, при электронагреве измеряют электрическую мощность, выделяемую в стыке соединяемых деталей, в зависимости от измеренного значения определяют момент снижения электрической мощности и регулируют скорость снижения мощности в зависимости от усилия сдавливания электро.- дов, измеряют интервал времени от начала нагрева до момента снижения электрической мощности, сравнивают этот интервал с эталонным и по величине разности дополнительно корректируют скорость снижения электрической мощности, пропорционально увеличивая ее или уменьшая соответственно величине измеренного интервала, большей или меньшей эталонной. На чертеже представлена структурная схема устройства, реал изуюшего способ, содержащий следующую совокупность приемов и средств для его осуществления.Соединяемые детали зажимают и сдавливают, при электронагреве определяют,мо 20 50 55 Предлагаемый способ реализуется в устройстве стабилизации качества вплавления разогреваемого электрическим током проволочного вывода в металлизированный припоем торец конденсаторной секции в условиях автоматизированного изготовления контактных узлов конденсаторов,Здесь целью регулирования процесса электронагрева является стабилизация глубины погружения вывода в слое припоя в каждом цикле дискретного производства, когда от цикла к циклу изменяются начальные значения таких параметров режима, как усилие прижатия электродами вывода мент снижения электрической мошности; регулируют скорость ее снижения в зависимости от усилия сдавливания; измеряют интервал времени от начала нагрева до момента снижения электрической мощности; сравнивают его с эталонным; по величине разности дополнительно корректируют скорость снижения мощности, пропорционально увеличивая ее или уменьшая соответсвтенно при величине измеренного интервала,.большей и меньшей эталонной.Устройство, реализующее способ, содержит источник 1 питания, траноформатор 2, цепи рабочей нагрузки, включаюшие электроды 3 и 4 и детали 5 и 6, измерители 7 - 9 соответственно мощности, температуры электродов и усилия сжатия, устройство 10 для определения момента снижения электрической мошнасти, задатчик 11 времени термического цикла, измеритель 12 интервала времени от начала нагрева до момента снижения электрической мошности, сравнивающее устройство 13, задатчик 14 эталонного интервала времени, корректируюшее устройство 15 и регулирующее устройство 16.После сжатия деталей в цепи рабочейнагрузки непосредственно перед включением источника 1 питания производится измерение усилия сжатия деталей и температуры электродов, после чего включается источник 1 питания на время, определяемое задатчиком 11, и сигнал с выходов измерителей 8 и 7 поступают на устройство 10 для определения момента снижения электрической мощности; с выхода этого устройства сигнал поступает на измеритель 12 интервала времени от начала нагрева до момента снижения электрической мошности, после чего измеренное значение времени сравнивается 35с эталонным (интервалом времени, соответствующим режиму электронагрева при отсутствии возмущений режиму электронагрева при отсутствии возмущений по параметрам, измеряемым устройствами 8 и 7) и по 40 сигналу, пропорциональному величине разности корректирующим устройством 15, дополнительно регулируется скорость снижения электрической мощности, основная регулировка которой осуществляется устройством 12 в зависимости от величины сиг нала с выхода измерителя 9.к припою, температура электродов и падение напряжения на них.При осуществлении регулирования процесса электронагрева по известному способу глубины погружения вывода диаметром 0,6 мм в припое толщиной 0,8 мм изменяются от 0,3 до 0,8 мм при технологическом нормативе 0,3+0, мм, определяющим наилучшее качество паяного контактного ,узла конденсатора БМ. При этом длительность импульса нагрева до момента снижения его электрической мощности изменяется в пределах от 0,4 до 0,8 с при фиксированной длительности электронагрева 0,16 с. Скорость снижения электрической мощности регулируется путем изменения угла включения тиристорного ключа пропорционально усилию прижатия электродов к выводу. Наилучшее качество достигается при номинальных значениях параметров режима с начальной температурой электродов 50 С и падением напряжения на них 0,8 В. При этих значениях параметров длительность импульса нагрева до момента снижения его электрической мощности составляет 0,6 с. Этот интервал времени принят в качестве эталонного и при увеличении его ве. личины скорость снижения электрической мощности дополнительно пропорционально увеличивается, а при уменьшении пропорционально уменьшается. Тем самым за счет изменения интенсивности охлаждения расплава, а следовательно, и величины силы сопротивления движению автоматически корректируется и координата конца траектории движения вплавляемого вывода.При этом положительный эффект выражается в у еньшении глубин погружения вывода в слое припоя с 0,8 до 0,5 мм, т.е. в существенном повышении стабильности показателя качества от цикла к циклу пайки.Таким образом, по уровню параметрических возмущений,. который отображается изменением интервала. времени от начала нагрева до момента снижения электрической мощности, косвенно, путем корректировки скорости снижения мощности, стабилизируется координата конца траектоЮ 984767 6рии перемещения при сварке (пайке) одной детали в расплаве другой и повышается стабильность качества соединений.Использование предлагаемого способарегулирования процесса электронагрева обеспечивает по сравнению с известными способами лучшую стабильность качества стыковой сварки (пайки) оплавлением в усло.виях циклической работы сварочного автоматического оборудования при массовом дискретном производстве,10 Экономический эффект от внедрения способа по сравнению с базовым объектом составляет 46,2 тыс, руб. Формула изобретения15Способ регулирования процесса электронагрева соединяемых деталей, при котором последние зажимают, сдавливают, при электронагреве измеряют электрическую мощность, выделяемую в стыке соединяемых де талей, в зависимости от измеренного значения определяют момент снижения электрической мощности и регулируют скорость снижения мощности в зависимости от усилия сдавливания электродов, отличающийся тем, что, с целью повышения качества.соединения путем устранения погрешности регулирования конечного положения одной из деталей относительно другой, в зоне расплава измеряют интервал времени от начала на, .грева до момента снижения электрической 30 мощности, сравнивают этот интервал с эталонным и по величине разности дополнительно корректируют скорость снижения электрической мощности, пропорционально увеличивая ее,или уменьшая соответственно величине измеренного интервала, большей или меньшей эталонной.Источники информации,принятые во внимание при экспертизе 1. Авторское свидетельство СССР585935, кл. В 23 К 11/24, 31.03.75.Ю 2. Авторское свидетельство СССР683871, кл. В 23 К 11/24, 20.06,77 (прототип).Составитель Г. Чайковский Редактор А. Власенко Техред И. Верес Корректор Н. Буряк Заказ 10037/18 Тираж 1153 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж - 35, Раушская наб., д. 4/5 Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
СмотретьЗаявка
3334982, 26.08.1981
ПРЕДПРИЯТИЕ ПЯ Х-5618
ПОДКИДОВ ВАЛЕРИЙ ИВАНОВИЧ
МПК / Метки
МПК: B23K 11/24
Метки: процесса, электронагрева
Опубликовано: 30.12.1982
Код ссылки
<a href="https://patents.su/4-984767-sposob-regulirovaniya-processa-ehlektronagreva.html" target="_blank" rel="follow" title="База патентов СССР">Способ регулирования процесса электронагрева</a>
Способ измерения мощности электрического разряда в плазматроне

Номер патента: 949852
Опубликовано: 07.08.1982
МПК: H05H 1/00
Метки: мощности, плазматроне, разряда, электрического
...в одной из нихВЧИ плазменного разряда; на фиг. 3 -схема с ВЧЕ плазменным разрядом; нафиг, 4 - схема с СВЧ плазменным раз" 20 рядбм; на фиг. 5 - схема с электродуговым разрядом; на фиг. б - чертежВЧ плазмотрона с датчиками статического давления; на фиг, 7 - графикизменения разности давлений й Р приизменении мощности разряда для двухразличных расходов газа.Способ осуществляется следующимобразом.Если через завихритель ввести газв камеру плазмотрона с расходом Я,то его расход установится одинаковым949852 Формула изобретения г по Я/2, если условия течения газа вних одинаковые (фиг. 1),Но если на одну из труб поместитьйндуктор и зажечь разряд, то условияистечения .газа изменяются (фиг. 2) ив свободную от разряда часть трубыувеличивается...
Устройство для электрической сигнализации о качестве работы подталкивающего паровоза

Номер патента: 58055
Опубликовано: 01.01.1940
Авторы: Высоцкий, Галкин, Дюргеров
МПК: B61L 15/00
Метки: качестве, паровоза, подталкивающего, работы, сигнализации, электрической
...с целью контроля тормозной работы подталкивающего паровоза, контактный стержень, управляющий контактами в сигнальной цепи, установлен на штоке буферной тарелки.На чертеже изображена схема предлагаемого устройства.К штоку 1 буферной тарелки паровоза-толкача приварен контактный стержень 2, против которого расположены, контактные пластины 3, включенные в электрическую цепь 4 с электрической лампочкой о и выключателем б. Ток подается в пункте 7 от турбогенератора,При нормальной работе паровоза- толкача стержень 2 замыкает конзобретений Госплана при СНК СССР тактные пластины 3, и лампочка б в будке машиниста зажигается, сигнализируя этим о нормальности работы паровоза. При отклонении же от нормальной работы и при отставании...
Устройство для автоматического снижения мощности турбогенератора

Номер патента: 282068
Опубликовано: 01.01.1970
Авторы: Всесоюзный, Мурганов, Немов, Патентно
МПК: G05G 5/02
Метки: мощности, снижения, турбогенератора
...датчиком 21, также известного типа, а в послеаварийрвм режиме рассогласованием между мощностью генератора и заданием (уставкой).Корректоры по частоте и давлению являются постояннодействующими, а корректор по мощности генератора, во избежание ложного действия в момент начала работы устройства, отключается.Для быстрого изменения уставки задатчпка служит электромагнит 7, перемещающий до заданного упора вверх золотник задатчика с целью максимального увеличения площади открытого окна задатчика. Для турбины с промперегревом этот электромагнит используется для подачи кратковременного Иорсировочного сигнала к сервомотору, что позволяет улучшить переходный процесс, С целью предупре)к 28206860 65 деция резкого наброса мощности после снятия...
Способ определения удельного электрического сопротивления слоя частиц на электродах электрофильтра

Номер патента: 1263347
Опубликовано: 15.10.1986
Авторы: Романов, Чекалов, Чуприков
МПК: B03C 3/00
Метки: слоя, сопротивления, удельного, частиц, электрического, электродах, электрофильтра
...удельного электрического сопротивления слоя и получение значений удельного сопротивления непосредственно на электродах электрофил ьтра. На фиг, 1 приведена осциллограмма напряжения на электрофильтре; на фиг. 2 - узел 1 на фиг, 1, осциллограмма изменения напряжения на электродах после разряда геометрической емкости электрофильтра.15Способ осуществляют следующим образом.Подают напряжение на электроды электрофильтра и снимают осциллограмму изменения напряжения на электродах. При пробое в электрофильтре и последующей выдержке 20 снятия напряжения на время 1)тс, где тс - постоянная времени стекания заряда со слоя. При пробое разряжается геометрическая емкость электрофильтра (участок а фиг. 2).25 После погасания искры и размыкания...
Устройство для контроля качества электрической изоляции

Номер патента: 1749845
Опубликовано: 23.07.1992
Авторы: Булычев, Макарычев, Серебряков
МПК: G01R 27/02
Метки: изоляции, качества, электрической
...(О 21, фиг. 2), который, поступая на счетный вход счетчика 28, изменяет его состояние с 000 на 001, В результате этого изменяется и состояние выходов постоянного запоминающего устройства с 1000 ца 0011, т.е. на выходе 34 устанавливается сигнал логического нуля, что предотвращает повторный запуск, а нэ выходах 32 и 31 устанавливаются сигналы логической единицы ОЗ 1, Оз 2, Озз, Оза фиг. 2 Следовательно, ключи 2 и 9 замыкаются, ключ 4 размыкается, происходит запуск таймера 17. Изоляция обьектэ 3 заряжается напряжением источника 1. Время заряда зависит от вида испытуемого оборудования и обычно равняется одной минуте. Это время задается таймером 17.Как только заданное время истечет (ст, фиг. 2), на выходе таймера 17 появляется сигнал...
Предыдущий патент: Источник питания для точечной сварки
Следующий патент: Способ холодной сварки металлов внахлестку
Случайный патент: 288515