Устройство для прессования абразивных сегментов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
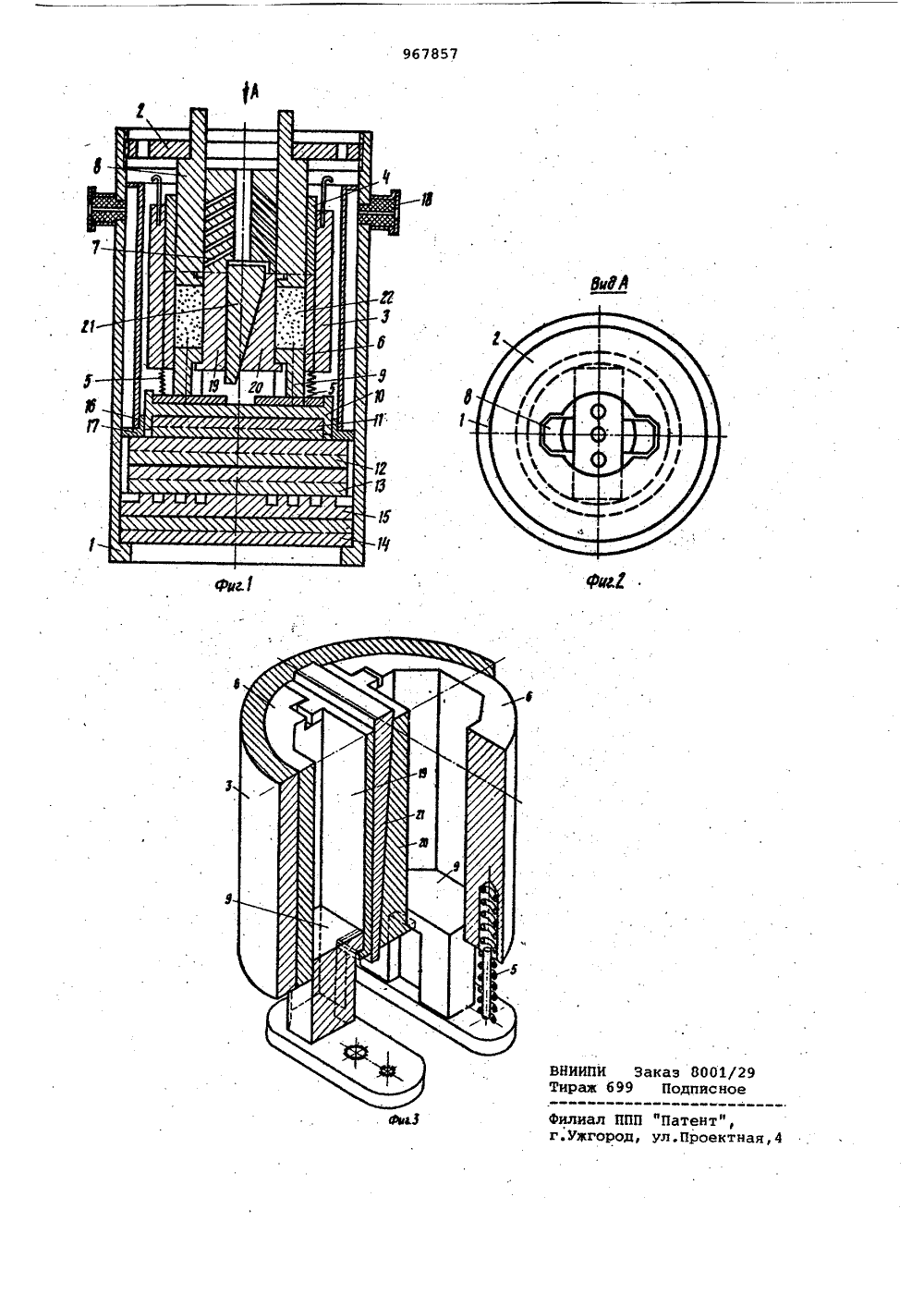
ОПИСАНИЕ ИЗОБРЕТЕНИЯ Союз СоветскихСоциалистическихРеспублик К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(22) Заявлено 31,07.78 (21) 2678902/25-27 31) М. КЛ.З В 30 В 15/02В 29 С 1/16 с присоединением заявки Мо Государственный комитет СССР по делам изобретений и открытий(72) Авторыизобретения Николаев, Б Т ГоршковИ,А.Густав К.В.Владыченский, А.К.Уварови М.Н.Бирюков кий филиал Московского орде рдена Трудового Красного.Знстали и сплавов ЭлектросталРеволюции 1) Заявите 154) УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ АБРАЗИВНЫХ СЕГМЕНТОВИзобретение относится к машиностроению и может быть использовано при изготовлении абразивного инструмента на органической связке, например сегментов абразивных машин для зачистки поверхностей слитков и слябов. Известно устройство для прессо-. вавия абразивных сегментов, содержащее корпус с фиксирующей гайкой и смонтированные в нем верхние и нижние пуансоны, термобиметаллические диски и дисковый нагреватель 1.Недостатком известного устройства является приложение усилия прессования в направлении наименьшей толщины сегментов, что не позволяет получить равномерную плотность прессуемого материала, снижает качество прессуемых изделий и производительность устройства.Цель изобретения - повышение качества сегментов и производительности, устройства.Эта цель достигается тем, что устройство снабжено пресс-формой, установленной в корпусе и выполненной в виде втулки н размещенных в ней верхних и подпружиненных нижних матриц, клинового затвора и проставки, при этом верхние и нижние матрицы выполнены каждая в виде двухполуматриц, прилегающих к внутреннейповерхности втулки, клиновой затворустановлен между полуматрицами, верхний и нижний пуансоны выполнены калдый в виде двух секций, размещенныхв матрицах, а проставка установленамежду секциями верхнего пуансона.Клиновой затвор выполнен в видепланок, прилегающих к боковым-поверхностям пуансонов, и клина, разМещенного между планками.В фиксирующей гайке выполнено отверстие для верхнего пуансона, а вверхнем пуансоне выполнены уступыдля передачи осевого усилия прессования при нагреве термобиметаллических пластин.Кроме того, устройство снабжено.направляющим цилиндром, размеценныммежду корпусом и пресс-формой, и центрирующей плитой, установленной междупресс-формой и термобиметаллическимдиском.Устройство также снабжено дополнительным нагревателем, смонтированным между корпусом и направляющим ЗО цилиндром, и термоизолятором, размещенным между направляющим цилиндроми пресс-Формой.Устройство снабжено закрепленнымина корпусе груэозахватами с отверстиями для токоподвода к нагревателям.На фиг. 1 изображена пресс-Форма, 5на Фиг. 2 - вид А на Фиг. 1; нафиг. 3 - нижняя часть пресс-формы.Устройство содержит корпус 1 сфиксирующей гайкой 2, пресс-форму,состоящую.из втулки 3, верхних полуматриц 4, подпружиненных пружинами 5 нижних полуматриц б, клиновогозатвора, проставки 7, верхнего пуансона 8, выполненного в виде двухсекций, и нижнего пуансона 9, также выполненного в виде двух секций,а также центрирующую плиту 10, термобиметаллические диски 11-14, установленные попарно активными слоямидруг к другу, дисковый нагреватель 12 Онаправляющий цилиндр 16, центрирующее кольцо 17 и закрепленные на корпусе 1 груэозахваты 18 с отверстиямидля токоповода к нагревателям,Клиновой затвор состоит иэ двухпланок 19 и 20 и размещенного междуними клина 21. В фиксирующей гайке 2выполнено отверстие для верхнего пуансона 8, на котором имеются уступы,передающие на гайку 2 осевое усилиепрессования при нагреве термобиметаллических пластин. Между корпусом 1и направляющим цилиндром 16 смонтирован дополнительный нагреватель,образом.Устройство подготавливается к ра, боте, для чего из кбрпуса 1 извле Окаются фиксирующая гайка 2 и прессФорма,Из пресс-формы извлекаются верхние пуансоны 8 и укладывается абразивная масса 22. Объем абразивной 45массы до прессования примерно равенудвоенному объему абразивной массыпосле прессования,т. е. удвоенному объе"му готового сегмента. В связи с этимв пресс-Форме предусмотрены верхние 4и нижние б матрицы, Верхние матрицыимеют полости, в которых находитсяверхняя половина неуплотненной абразивной массы до прессования. В полостях нижних, матриц находится нижняя половина неуплотненой абразивноймассы до прессования и вся массав конце прессования.Пресс-Форма без верхних пуансонов, но заполненная неуплотненнойабразивной массой, устанавливается 60в корпус 1 Центрирование пресс-формы осуществляется центрирующей плитой 15. После установки пресс-формызавинчивается гайка,2. В конце завинчивания гайка устанавливается в 65 такое положение, когда в пресс-Форму через отверстие в гайке 2 легко вставляются верхние пуансоны 8. После установки верхних пуансонов устройство подается под пресс и производится прессование. Верхние пуан-. соны перемещают из полостей верхних матриц абразивную массу внутрь полостей нижних матриц одновременно ее уплотняя. Навстречу верхним пуансонам начинают, сжимая пружины 5, двигаться относительно нижних матриц б нижние пуансоны 9, уплотняя абразивную массу с противоположного конца сегмента.Включение обогрева пресс-Формы производится в зависимости от технологического режима: или предварительный нагрев абразивной массы до заданной температуры до начала прессования, или включение нагрева одновременно с прессованием или после выноса устройства из-поД пресса.После завершения процесса прессования с удельным давлением вся абразивная масса сосредотачивается внутри нижних матриц б, сжатая между.верхними .и нижними пуансонами усилием пресса. Чтобы зафиксировать это давление прессования, производится дальнейшее эавинчиванйи гайки.2, в результате чего выступы отверстия в гайке 2 находят на уступы верхних пуансонов и прижимают пуансоны к спрессованной массе. Устройство переносится иэ-под пресса на транспортер (не показан) и включается дисковый нагреватель 15, который обогревает термобиметаллические диски 11-14,Одновременно с нагревом термобиметаллических дисков увеличивается температуры абразивной массы. Масса становится более жидкотекучей и бакелит просачивается в неплотности пресс"формы. Однако давление внутри пресс-формы поддерживается за счет того, что термобиметаллические диски при нагревании деформируются, создавая дополнительное давление на абразивную массу.После завершения реакции поли- конденсации органической связки отключается обогрев, производится принудительное или естественное охлаждение устройства. Затем его помещают под пресс, прикладывают давление к верхним пуансонам 8 и отвинчивают гайку 2. Пресс-форма удаляется из корпуса устройства эа крюки и начинается ее разборка.Прежде всего иэ пресс-формы выколачивается или выпрессовывается клин 21, который удаляется вместе с перемычкой 7, После того как удалены клин и перемычка из корпуса легко . вынимается левая часть пресс-форгы: нижняя матрица б, верхняя полуматрица 4, секция верхнего пуансона 8,секция нижнего пуансона 9 планки 19Рпружина 5 и сегмент 22. Точно так же вынимается и правая часть пресс-формы. Затем разбирается леваяи правая часть пресс-формы, детали которой удерживаются друг с другом только эа счет сил слипания сегмента с поверхностями деталей, окружающих сегмент.В результате,два готовых сегмента извлекаются из пресс-формы.Наличие цилиндрического корпуса 0 преСс-формы, охватывающего матрицы, позволяет. осуществлять осадку и прес- сование абразивной массы вдоль по большему размеру сегмента при более равномерном удельном давлении внутри 15 .абразивной массы за счет повышенного до 800 кгс/см удельного давления.2.Наличие клина между полуматрицами позволяет легко собирать и разбирать пресс-форму.Формула изобретения1. Устройство для прессования абразивных сегментов, содержащее кор пус о фиксирующей гайкой и смонтированные в нем верхние и нижние пуансоны, термобиметаллические диски и дисковый нагреватель, о т л и ч аю щ е е с я тем, что, с целью-повы" щения качества сегментов и производительности, оно снабжено пресс-формой, установленной в корпусе и выполненной в виде втулки и размещенных в ней верхних и подпружиненных нижних матриц, клинового затвора и проставки, при этом верхние и нижние матрицы выполнены в виде двух полуматриц, прилегающих к внутренней поверхнос,ти втулки, клиновой затвор установлен между полуматрицаьы, верхний и 40 нижний пуансоны выполнены каждый ввиде. двух секций, размещенных в матрицах, а проставка установлена междусекциями верхнего пуансона.2. Устройство по и, 1, о т л ич а ю щ е е с я тем, что клиновойзатвор выполнен в виде планок, прилегающих к боковым поверхностямпуансонов, и Илина, размещенногомежду планками.3. Устройство по пп. 1 и 2, о т- .л и ч а ю щ е е с я тем, что в фиксирующей гайке выполнено отверстиедля верхнего пуансона, а в верхнемпуансоне выполнены уступы для пере"дачи Ьсевого усилия прессованияпри нагреве термобиметаллическихпластин,4, Устройство по пп. 1-3, о тл и ч а ю щ е е с я тем, что оноснабжено направляющим цилиндром,размещенным между корпусом и прессформой, и центрирующей плитой, установленной между пресс-,формой и термобиметаллическим диском.,5. Устройство по пп. 1-4, о тл и ч. а ю щ е е с я тем, что оноснабжено дополнительным нагревателем, смонтированным между корпусоми направляющим цилиндром, и термоизолятором, размещенным между направляющим цилиндром и пресс-формой.6. Устройство по пп.,1-5, о тл и ч а ю щ е е с я ,тем, что оноснабжено закрепленными на корпусегрузозахватаии с отверстиями длятокоподвода к нагревателям.Источники информации,принятые во внимание при экспертизе1. Лвторское свидетельство СССРпо заявке Р 2657345/25-27кл, В.ЗО В 15/02, 17.08,78.967857 Фж НИИПИ Заказ 8001/2 ираж 699 Подписное фюа 3 Филиал НПП "Патентф,г.Ужгород, ул.Проектная,4
СмотретьЗаявка
2678902, 31.07.1978
ЭЛЕКТРОСТАЛЬСКИЙ ФИЛИАЛ МОСКОВСКОГО ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ИНСТИТУТА СТАЛИ И СПЛАВОВ
НИКОЛАЕВ БОРИС ВАСИЛЬЕВИЧ, ГОРШКОВ БОРИС ТИХОНОВИЧ, КУРКИН ВЛАДИМИР ГЕОРГИЕВИЧ, МИШИН ВАСИЛИЙ НИКОЛАЕВИЧ, ГУСТАВ ИРИНА АЛЕКСАНДРОВНА, ВЛАДЫЧЕНСКИЙ КОНСТАНТИН ВАСИЛЬЕВИЧ, УВАРОВ АНАТОЛИЙ КОНСТАНТИНОВИЧ, КАЛИНИЧЕВ АЛЕКСАНДР ЕФИМОВИЧ, БИРЮКОВ МИХАИЛ НИКОЛАЕВИЧ
МПК / Метки
МПК: B30B 15/02
Метки: абразивных, прессования, сегментов
Опубликовано: 23.10.1982
Код ссылки
<a href="https://patents.su/4-967857-ustrojjstvo-dlya-pressovaniya-abrazivnykh-segmentov.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для прессования абразивных сегментов</a>
Профильная колодка для высокоскорост-ного прессования литейных форм

Номер патента: 835603
Опубликовано: 07.06.1981
МПК: B22C 15/08
Метки: высокоскорост-ного, колодка, литейных, прессования, профильная, форм
...получения литейных форм предлагаемой колодкой.На модельной плите 1 с моделью 2 устанавливают опоку 3, затем засыпают формовочную смесь 4 и уплотняют прессовой плитой 5 с колодками 6. Для лучшего выхода внутрипорового воздуха в подмодельную плиту вставлены венты 7,При получении формы предлагаемой колодкой экономится смесь на величину объема наполнительной рамки, в форме появляются пустоты, благодаря которым повышается газопроводность формы, Профильная колодка должна быть с уклоном 1 - 2 лучшего погружения в смесь и последующей протяжки без подрыва формы. На прессовой плите колодки должны быть закреплены на расстоянии (1/4 - 1/3) а, где а - ширина колодки, и имеет форму усеченной пирамиды. При расстоянии, мень3шем 1/4 а, ребра формы...
Пресс-форма с пуансоном в виде эластичного мешка, непроницаемого для жидкости под давлением

Номер патента: 73434
Опубликовано: 01.01.1948
Автор: Плеханов
МПК: B21D 22/12, B21D 26/02
Метки: виде, давлением, жидкости, мешка, непроницаемого, пресс-форма, пуансоном, эластичного
...5 имеет охваченную неподвижной трубой 1 цилиндрическую или призматическую наружную поверхность, сечение которой увеличивается псд действием давления прессования, с целью использования в качестве противодавления силы трения, возникающей между трубой 1 и наружной поверхностью матрицы 5 при движении последней под действием давления на ее дно. 1 Ой Заявлено 17 сентября 19ационной промышленности Опубликовано 28 ф,1 ля использования в прессформе силы трения, возникающей между наружной поверхностью матрицы и охватывающей ее подвижной трубой, в качестве противодействия давлению прессования, предлагается матрицу изготовлять разжимной.Предлагаемая прессформа 1 см. чертеж) состоит из трубы 1, приваренной к основанию 2. В последнем заделан...
Пресс-форма для одностороннего прессования металлического порошка

Номер патента: 1014654
Опубликовано: 30.04.1983
Автор: Большаков
МПК: B22F 3/03
Метки: металлического, одностороннего, порошка, пресс-форма, прессования
...а при значительнойтолщине стенок втулки - к уменьшениюпрочности стержня.55Цель изобретения - повышение про.иэводительности процесса.Поставленная цель достигается тем,что в пресс-форме для одностороннего прессования металлического порошка,содержащей контейнер для порошка,нижний неподвижный пуансон, верхнийподвижный пуансон, выполненный составным .в виде втулки и установленного в ней стержня с ныступом, и шайбуиэ антифрикционного материала, размещенную между нижней торцовой поверхностью втулки и выступом стержня, втулка выполнена составной н виде соединенных резьбой верхней и нижней частей, причем верхняя часть выполнена с пазом, а стержень снабжен устаноночным винтом, размещенным в пазу.На чертеже изображена предлагаемая...
Пресс-форма для прессования изделий из порошка

Номер патента: 1016070
Опубликовано: 07.05.1983
Авторы: Котельников, Непомнящий
МПК: B22F 3/03
Метки: порошка, пресс-форма, прессования
...в процессе работы. Кроме гого, эти соотношения позволяют использовать трубчатый пуансонпля многократной свобопной поцпрвссовки легковесного порошка, в процессекоторой происхопитупадение ацсорбированных газов прессуемой массы,Высота нижней .прессующей частитрубчатого пуансона обеспечивает устранение вытекания прессуемой массы ипрепохраняет пуансон от перекоса в процессе прессования. При соотношении высот верхней и нижней частей пуансонаболее 0,5 происхоцит вытекание прессуемой массы, а при соотношении менее 0,3значительно повышается трение и снижается равнопдотность изцелия.Отношение толщин верхней и нижнейчастей пуансона в пределах 0,05-0,07обеспечивает необхопимые зазоры межцупуансоном, обоймой и стержнем, В случаесоотношения менее...
Пресс-форма для прессования изделий из порошка

Номер патента: 1759549
Опубликовано: 07.09.1992
Авторы: Рудой, Стеканов, Чуриков
МПК: B22F 3/02
Метки: порошка, пресс-форма, прессования
...1 изображена предлагаемая пресс-форма; на фиг, 2 - разрез А - А на фиг, 1; на фиг, 3 - момент выталкивания отпрессовэнного изделия,Пресс-форма содеркит верхний подвижный пуансон 1 и нижний неподвижный пуансон 2, обойму 3 с кронштейнами 4, матрицу 5, предстэвлиощую собой набор конических сегментов, цилиндрические пружины б, шайбу 7 с направляющими 8 и подставку 9.Поесс-форма работает следующим образом,Конические сегменты матрицы 5 устанавливаются в Отверстие обоймы 3 и поджимаются шайбой 7 путем закрепления цилиндрических пружин 6 на кронштейнах 4. Затем, устанавливается нижний пуансон 2 и засыпается пресс-порошок, после чего устанавливается верхний подвижный пуансон 1, Далее к подвижному пуансону 1 прикладываот усилие и уплотняют...
Предыдущий патент: Устройство для предохранения от перегрузки механизмов, совершающих возвратное движение, преимущественно для кузнечно-прессовых машин
Следующий патент: Устройство для прессования
Случайный патент: Широтно-импульсный модулятор